00198661-02_UM_SX12-V3_EN.pdf - 第223页
Instruction manual SIPLACE SX1/SX2 Edition V2 and V3 4 Setting up and commissioning From software version SC.713.1 Edition 12/2020 4.5 Adjusting the empty tape duct to the component height 223 4.5 Adjusting the empty t a…
4 Setting up and commissioning Instruction manual SIPLACE SX1/SX2 Edition V2 and V3
4.4 Adjusting the component trolley to the PCB conveyor height From software version SC.713.1 Edition 12/2020
222
4.4.1 Warning instructions
4
4.4.2 Tools and equipment
You will need the following tools and equipment to adjust the height of the component trolley:
– Mounting device (item no. 03015976-xx)
– Lifting device for raising the component trolley table, carrying capacity at least 80 kg
4.4.3 Changing the component trolley height
4
Fix the fit-up aid to the changeover table with the two M8 x 50 hexagon socket head screws.
There are two different holes available for the changeover table 60 and the changeover table
30.
Hook the leverage device into the eyelet.
Loosen the fastening screws and lift the changeover table into the required position.
Fit and tighten the fastening screws.
WARNING
Adjustment of component trolley height by certified persons!
Only ASM engineers or qualified personnel are permitted to adjust the component trolley
height.
Always follow the applicable accident prevention regulations.
Remove all the feeder modules from the changeover table, if you want to adjust the
height of the changeover table.
WARNING
Risk of damage!
Lifting and lowering the changeover table can lead to deformation of it.
Remove all the feeder modules from the changeover table.
Fit the mounting device to the changeover table in order to adjust the height.
Instruction manual SIPLACE SX1/SX2 Edition V2 and V3 4 Setting up and commissioning
From software version SC.713.1 Edition 12/2020 4.5 Adjusting the empty tape duct to the component height
223
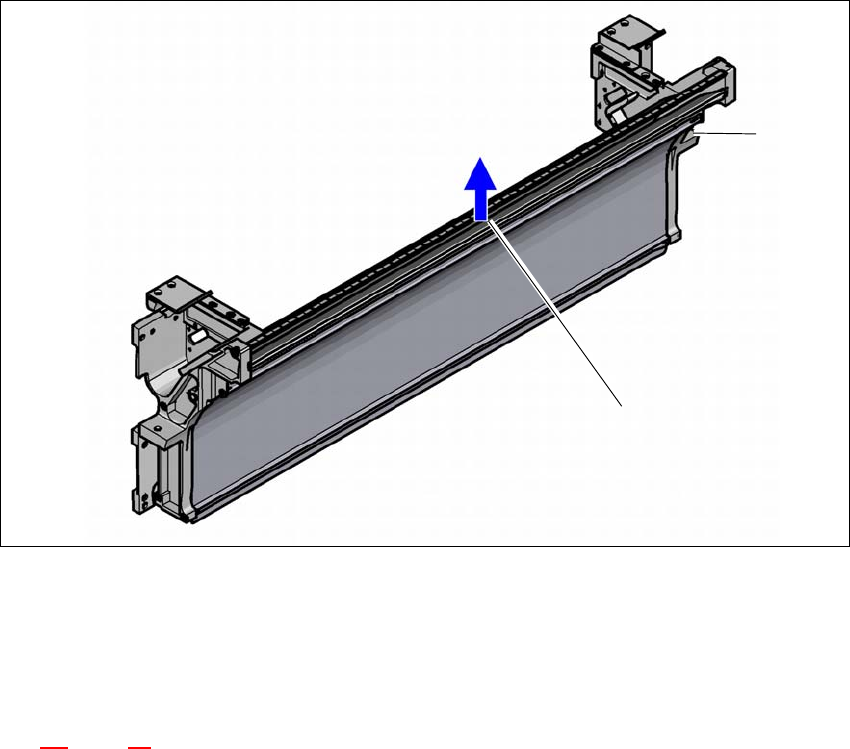
4.5 Adjusting the empty tape duct to the component
height
If feeder modules which use tapes with a pocket height of > 12 mm are used, remove the sepa-
rating plate
(1).
4
(1) separating plate for tapes > 12 mm, removable
(2) Fastening screws
Switch the placement machine off at the main switch to remove the dividing plate.
Disconnect the placement machine from the power and compressed air supply.
Lock the placement machine to prevent unauthorized reactivation, as described in section
2.9
, page 97.
Vent the compressed air lines and the tape cutter:
If there is a vent valve (only SIPLACE SX1/SX2 V3), open this valve.
If there is no vent valve (SIPLACE SX1/SX2 V2 and older versions), pull off one of the
small hoses on the T-section of the tape cutter.
Wait until the operating pressure for the tape cutter has dropped to 0 MPa.
Loosen the fastening screws.
Pull out the separating plate.
(1)
(2)

4 Setting up and commissioning Instruction manual SIPLACE SX1/SX2 Edition V2 and V3
4.6 Commissioning the placement machine From software version SC.713.1 Edition 12/2020
224
4.6 Commissioning the placement machine
4.6.1 Commissioning the placement machine at the customer's premises
Check all modules for correct seating.
Remove the shipping braces (see section 4.3.10, page 220).
Wipe the linear guide rails of the X/Y axis with a lint-free cloth. Do not use any solvents (see
section 4.3.11
, page 220).
Connect the power and compressed air supplies. Make sure that the incoming leads and ca-
bles can not be tripped over. If possible, run the incoming cables under the placement ma-
chine.
Switch the placement machine on and check the function of the safety features such as the
EMERGENCY STOP button, position switch for covers and the component trolley.
Perform a reference run.
Perform initial calibration of the placement machine (see section 4.6.1.1, page 225).
Load a recipe in the computer and test it.
Check the placement machine zero point after a period of warming up of 3 - 4 h.
Get the customer's operating personnel to equip the feeder modules according to the cus-
tomer's placement program.
Instruct them in handling the feeder modules using the JobGuide.