CAN Bus Workshop_Version 03__06-2008_EN.pdf - 第21页
1 - 13 S tudent Guide CAN BUS W orkshop Edition 06/2 008 1 Operat ional safety 13 1.3.2 Position of the push-buttons for docking the component trolleys in and out Fig. 1.3 - 3 Position of push-buttons on the component tr…
1 - 12
Student Guide CAN BUS Workshop
1 Operational safety Edition 06/2008
12
1.3.1.3 Description of the functions
Main power switch in the OFF position (items 1 in Fig. 1.3 - 1 1
The main power switch disconnects the three phases L1, L2, and L3 from the power supply.
WARNING 1
The following components still carry potentially lethal voltages even if the main power switch is
switched off:
– Cable connection terminals 1, 3, and 5 of the S1 main power switch
– Mains filter Z1
– Service socket X102
– F1 automatic circuit breaker for the service socket
– The color of all individual wires, which still carry potentially lethal voltages even if the main
power switch is switched off, is brown.
➠ Death, serious injury or considerable damage may result if these automatic placement sys-
tems are handled incorrectly.
➠ Always follow the applicable accident prevention and DIN regulations (particularly DIN EN 60
204, part 1) and the applicable regulations in your own country.
➠ The safety door to the power supply must ONLY be opened by appropriately qualified and
trained personnel.
Emergency stop push-button (item 5 in Fig. 1.3 - 1) 1
The emergency stop push-button is red and latches in the ON position when pressed. When you
press the emergency stop push-button the switching contact of the safety circuit opens and the
protective contactor combination (PCC K6) trips. The link voltage (250 VDC) for the gantry axes
and the link voltage (145 VDC) for the star axes is switched off. The servo amplifiers for the DP
and Z axes are still supplied with 40 VDC. The signaling contact of the emergency stop push-but-
ton closes and the message "emergency stop pressed" appears on the screen. The following
modules
– PCB conveyor
– PCB clamping
– width adjustment
– PCB stopper and the
– used tape cutter
are deactivated.
PLEASE NOTE Placement is interrupted and can then either be continued or canceled once the
machine is working correctly again.
1 - 13
Student Guide CAN BUS Workshop
Edition 06/2008 1 Operational safety
13
1.3.2 Position of the push-buttons for docking the component trolleys in and out
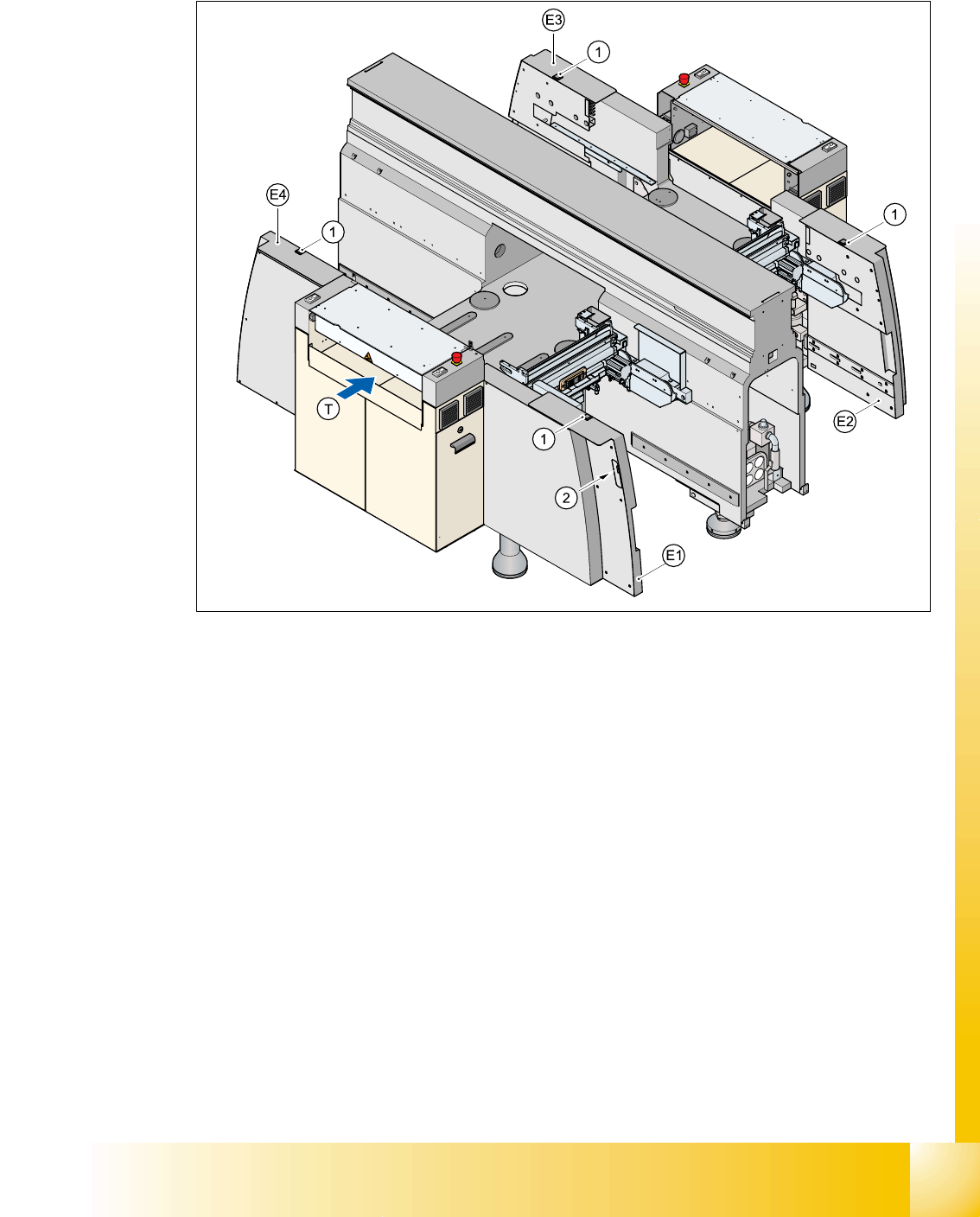
Fig. 1.3 - 3 Position of push-buttons on the component trolley
1. Push-button on the top
2. Push-button in the guard
E1guard, location 1
E2guard, location 2
E3guard, location 3
E4guard, location 4
Two push-buttons are integrated into the guard module (items E1, E2, E3 and E4). These are used
to dock the component trolley in or out at the location. These push-buttons must be pressed si-
multaneously, if you docking the component trolley.

1 - 14
Student Guide CAN BUS Workshop
1 Operational safety Edition 06/2008
14
1.3.3 Safety circuit and signaling circuit
1.3.3.1 Description of the functions of the safety circuit
The following conditions must be fulfilled in order to start and operate the placement machine:
– all four component trolleys must be docked in and connected.
– all covers - four over the gantries, one over the PCB input belt and one over the output belt -
must be closed.
– both emergency stop push-buttons must be released.
– the cover flaps (option) over the feeders must be closed.
– the minimum operating pressure must have been reached.
– the "software enable" signal must be active. This ensures that the safety circuit is closed.
– the power supply must be sending 24 V to the Start buttons and the protective contactor com-
bination.
– If one of the Start buttons is now pressed, the protective contactor combination PCC K6 will
switch and activate the following components:
– 250 VDC link voltage for the servo amplifiers for the gantry axes
– 145 VDC link voltage for the star axes
– the axis unit receives a "Servo Enable" signal for the servo amplifier
– 34 VDC operating voltage is switched to the component trolleys.
– 24 VDC operating voltage is switched to the used tape cutters.
– the PCB conveyor control receives the enable signal for the PCB clamping, the PCB stop-
per and the lifting table control.
The machine is then ready for use.