00191413-01.pdf - 第205页
User Manual Line Computer UNIX 6 Product / Package Form Software Version 501.xx 01/99 Issue 6.1 Package Form Editor 6 - 27 Y during placement (not for 6x x) reduced ac celerat ion of the Y-axis during t ransporti ng the …
6 Product / Package Form User Manual Line Computer UNIX
6.1 Package Form Editor Software Version 501.xx 01/99 Issue
6 - 26
Special Handling for Nozzle Types 2xx, 4xx
(IC-Head F3)
or 6xx
Special handling during the pick-up, centering and placement processes can be defined for the nozzle types
mentioned above, i.e. the acceleration of the selected axes (or processes) is reduced to 35%
.
Procedure (Example for Nozzle Type 2xx):
●
In the view area (see Fig. 6.1.9) activate the "Special handling" button adjacent to the nozzle of
the desired type.
●
Click on the ">>" button. The following dialog box opens.
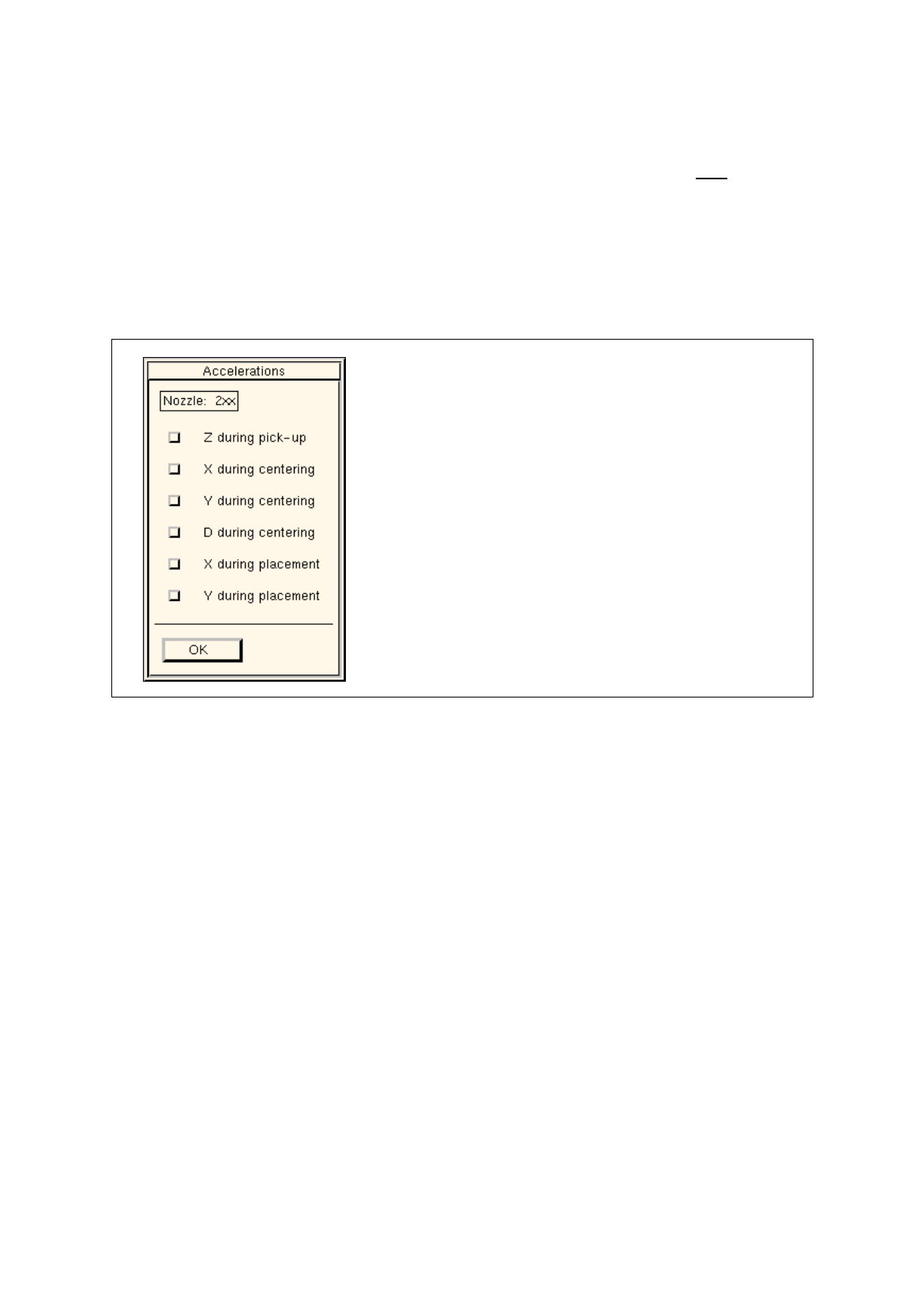
Fig. 6.1.10 Dialog Box for Selecting the "Acceleration" Special Handling Option (Example: Nozzle Type 2xx)
Setting possibilities
Z during pick-up
(not for 6xx) reduced acceleration of the z-axis of the RV or IC head
on picking up the component from the pick-up position
X during centering
(not for 6xx) reduced acceleration of the X-axis during transporting the
component from the camera to the placement position by means
of the IC head
Y during centering
(not for 6xx) reduced acceleration of the Y-axis during transporting the
component from the camera to the placement position by means
of the IC head
D during centering
reduced acceleration of the dp1- and dp2-axes of the RV head
and of the d-axis of the IC head upon centering the component
X during placement
(not for 6xx) reduced acceleration of the X-axis during transporting the
component from the pick-up to the placement position by means
of the RV head
reduced acceleration of the X-axis during transporting the
component from the IC camera to the placement position by
means of the IC head
User Manual Line Computer UNIX 6 Product / Package Form
Software Version 501.xx 01/99 Issue 6.1 Package Form Editor
6 - 27
Y during placement
(not for 6xx) reduced acceleration of the Y-axis during transporting the
component from the pick-up to the placement position by means
of the RV head
reduced acceleration of the Y-axis during transporting the
component from the IC camera to the placement position by
means of the IC head.
●
Activate the button next to the desired axis.
(In the case of nozzle type 6xx only the buttons for the z and d-axes can be activated).
●
Confirm the setting by clicking on
OK
.
The dialog box closes.
The acceleration of the selected axes is reduced to 35% for all nozzles of the selected type.
This value is entered in the appropriate editing fields in the view area.
NOTE
If the associated button was not activated for all axes (processes), the corresponding editing fields
only contain a broken line (----). This indicates that the acceleration of at least one axis has not been
reduced (in the case of nozzle type 6xx this is either the z or d-axis).
Special Handling for Nozzles of the Types 4xx, 7xx and 8xx on the Machine Types SIPLACE
80S-20/23/HS-50 and 80F
4
/F
5
The "Acceleration" special handling option can be selected for each nozzle of the types mentioned above
as well as individually for each axis. This means that the respective axis will move at the acceleration
corresponding to the value entered.
Procedure (Example for Nozzle 820):
●
In the view area (see Fig. 6.1.9) click on the "Special handling" button next to the desired nozzle.
●
Click on the ">>" button. The following dialog box opens.
6 Product / Package Form User Manual Line Computer UNIX
6.1 Package Form Editor Software Version 501.xx 01/99 Issue
6 - 28
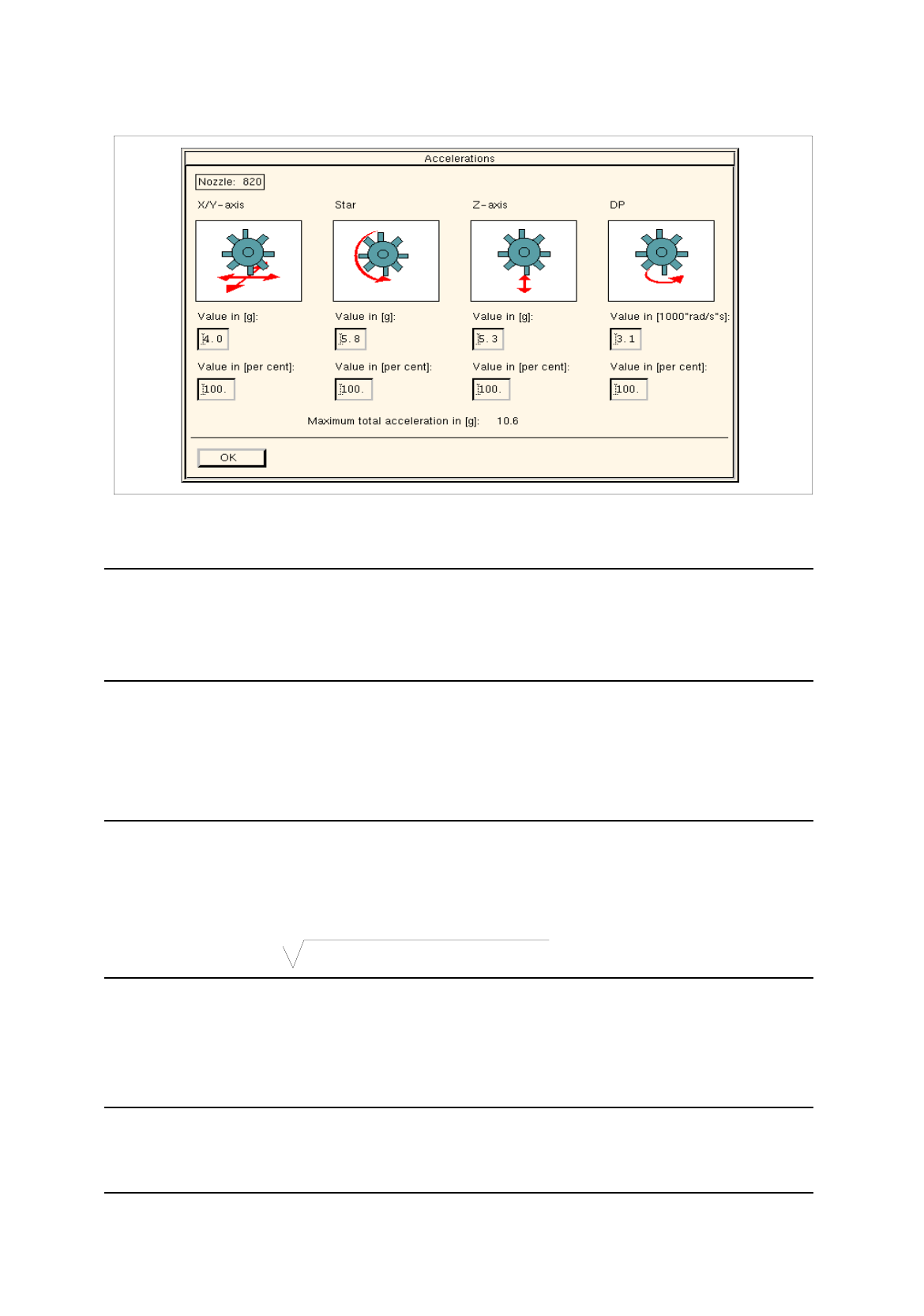
Fig. 6.1.11 Dialog Box for the Individual Setting of Acceleration Values for Each Axis
(applies only to nozzle types 4xx, 7xx and 8xx)
NOTE
The acceleration value can either be entered in [g] for the x/y, star and z-axes, or in
[1000 x rad/s
2
] for the dp-axis. Or else, a value corresponding to a percentage of the maximum acce-
leration of the axis at issue can be entered.
●
Click on the editing field of the desired axis.
●
Enter the value and press the RETURN key or click into a different field.
From the value entered for the acceleration, the percentage value or, conversely, the value in [g] or
[1000 x rad/s
2
] is calculated immediately and automatically entered in the appropriate editing field.
NOTE
The acceleration values for the x/y, star and z-axes can be changed in increments of 0.1, and for the
dp-axis in increments of 100.
The maximum overall acceleration calculated from the acceleration values for the x/y and star axes is
displayed in [g] below the editing fields.
Max. overall acceleration =
(
accel.
x +
accel.
star
)
2
+ accel. y
2
●
Confirm the entries by clicking on
OK
.
The dialog box closes.
The percentage value of the acceleration is displayed in the appropriate editing field in the view
area, provided the same value has been set for all axes.
NOTE
If the percentage value entered for the acceleration differs for one or more axes from the default
values (35%, 70% or 100%), the respective editing field only contains a broken line (----).