SI-F130_操作说明.pdf - 第142页
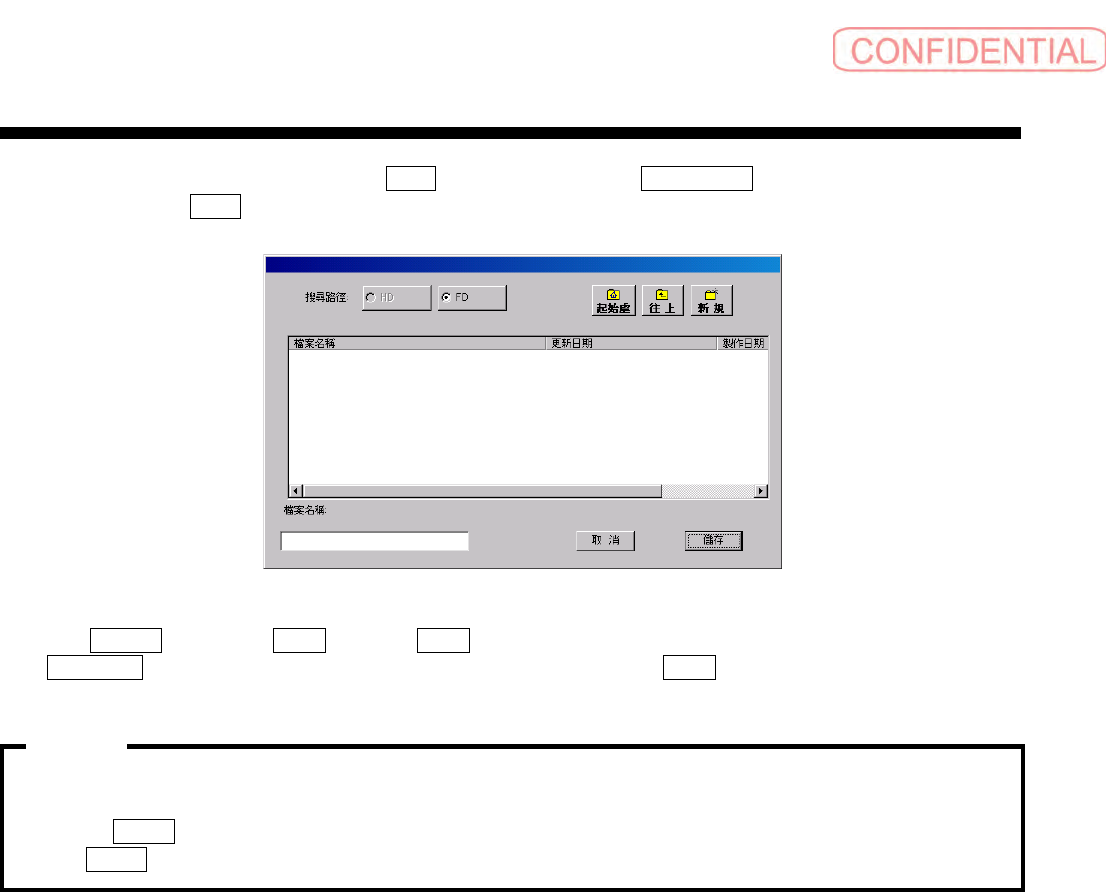
操作篇 操作篇 操作篇 操作篇 4. 自动生产 4-72 SI-F130 再储存表示中的资 料至 FD 时,需点击 儲存 ( 储存 ) 钮。因表示出 機種檔選 擇 ( 机种文件选择 ) 对话框,请 选择文件并点击 儲存 ( 储存 ) 钮。开始储存。 图 4.7.1- 5 机种文件选 择对话框 使用 起始處 ( 起始处 ) 、 往上 ( 往上 ) 、 新規 ( 新建 ) 等按钮移 动储存的文件夹或是制作 文件夹。 檔案名稱 ( 文 件名称…
操作篇
操作篇操作篇
操作篇
4. 自动生产
SI-F130
4-71
中止重设时,点击 取消 ( 取消 ) 钮,其 生產管理情報之重設 ( 生产管理信息的重设 ) 对话框会消失。
打印表示中的资料时,点击
列印 ( 打印 ) 钮 , 开始打印机器全体的生产管理信息。
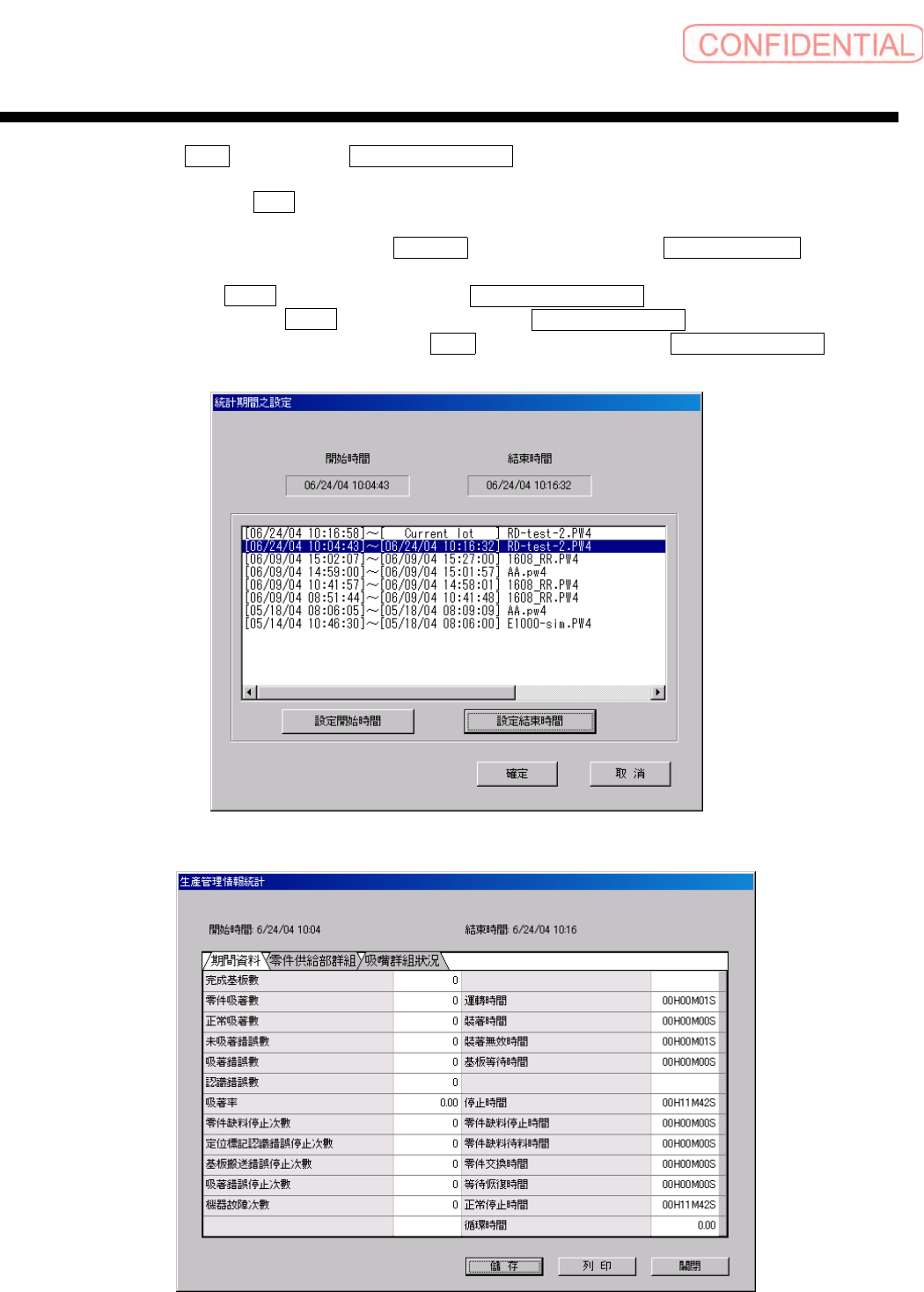
在统计机种文件的数个生产管理信息时,点击
統計期間 ( 统计期间 ) 钮。表示出 統 計 期間之設定 ( 统计期间
的设定
) 对话框。
指定期间后,请点击 確定
( 确定 ) 钮。表示出 生產管理情報統計 ( 生产管理信息统计 ) 对话
框。储存至
FD 时 , 请点击 儲存 ( 储存 ) 钮。表示出 儲存開始之訊息 ( 储存开始的信息 ) 对
话框并储存资料至
FD 中。打印时,请点击 列印 ( 打印 ) 钮。表示出 開始列印之訊息 ( 开始
打印的信息
) 对话框并开始打印。
图
4.7.1-3
統計期間之設定
(
统计期间的设定
)
对话框
图
4.7.1-4
生產管理情報統計
(
生产管理信息统计
)
对话框
操作篇
操作篇操作篇
操作篇
4. 自动生产
4-72
SI-F130
再储存表示中的资料至 FD 时,需点击 儲存 ( 储存 ) 钮。因表示出 機種檔選擇 ( 机种文件选择 ) 对话框,请
选择文件并点击 儲存
( 储存 ) 钮。开始储存。
图
4.7.1-5
机种文件选择对话框
使用 起始處 ( 起始处 )、 往上 ( 往上 )、 新規 ( 新建 ) 等按钮移动储存的文件夹或是制作文件夹。
檔案名稱
( 文件名称 ) 请输入储存文件名称于文本对话框中并请点击 儲存 ( 储存 ) 钮,表示现在机器全体的
运转状况及选择机种群组的资料以文本形式文件储存于先前指定的文件夹内。
·
FD
未正确设定时
,
会表示 「軟驅未準備」
(
软驱未准备
)
信息对话框
,
请确认是否正确设定
FD
。
·
点击 儲存
(
储存
)
钮使选择机种资料变成有效。
·用 儲存
(
储存
)
钮储存机器全体及选择机种群组的资料。
注意
注意注意
注意 :

操作篇
操作篇操作篇
操作篇
4. 自动生产
SI-F130
4-73
[ 画面说明 ]
(1)
生产量相关的资料
· 完成基板數 ( 完成基板数 ) :通过自动生产装着完成的基板片数
(2) 零件吸着关系资料
· 零件吸著數
( 零件吸着数 ) :包括吸着错误的所有零件吸着次数。
正常吸著數
( 正常吸着数 ) :
进行正常零件吸着
的
次数 (
=
零件吸着数
-
{ 未吸着错误数
+
吸着错误数 }
)
未吸著錯誤數
( 未吸着错误数 ) :零件吸着失败次数
吸著錯誤數
( 吸着错误数 ) :在吸着姿势上成为吸着错误的次数
· 認識錯誤數
( 认识错误数 ) :在零件影像认识上失败的次数
· 吸著率
( 吸着率 ) :(零件吸着数- (未吸着错误数+吸着错误数)) / 零件
吸着数×
100(% ) 或者
(零件吸着数- (未吸着错误数+吸着错误数+认识错误
数))
/
零件吸着数
×
100(
%
)
(3) 机器停止相关资料
· 零件缺料停止次數 ( 零件缺料停止次数 ) :零件供给部门没有零件停止的次数
· 定位標記認識錯誤停止次數
( 定位标记认识错误停止次数 ) :基板标记认识失败、停止的次数
· 基板搬運錯誤停止次數
( 基板搬运错误停止次数 ) :基板不能搬送,或者由于不能检测搬
送结束停止的次数
· 吸著錯誤停止次數
( 吸着错误停止次数 ) :自动补料设定次数产生零件吸着错误
时停止的次数
· 機器故障次數
( 机器故障次数 ) :上述以外停止的次数 (包括异常停止)
(4) 与时间相关的资料
· 運轉時間
( 运转时间 ) :伴随装着模式进行自动生产的累计时间
裝著時間
( 装着时间 ) :进行零件吸着的累计时间
裝著無效時間
(
装着无效时间
)
:基板搬运时间、基板标记认识时间等的累计时间
基板等待時間 ( 基板等待时间 ) :基板搬运时不能移动的累计时间
· 補助運轉時間
( 补助运转时间 ) :不伴随装着模式进行自动生产的累计时间
· 停止時間
( 停止时间 ) :设备自动生产停止状态的累计时间
零件缺料停止時間
( 零件缺料停止时间 ) :由于零件缺料停止的累计时间
零件缺料等待時間 ( 零件缺料等待时间 ) :从零件缺料停止到零件交换开始的累计时间
零件交換時間 ( 零件交换时间 ) :零件缺料停止时交换零件的累计时间
( 边用交替台车运转边进行的零件交换及处在
零件缺料不停止状 态的零件交换时间都在对象
的外。 )
等待恢復時間 ( 等待恢复时间 ) :从错误停止 (包括异常停止)到错误重设的
累计时间
但是,零件缺料停止时发生错误不计时。这种
情况即使到最后也要作为零件缺料停止时间计
时。
正常停止時間
( 正常停止时间 ) : 零件缺料停止时间,复位等候时间以外的停止
时间
‧ 通电时间以外的时间项目仅计量自动生产可能画面 (自动生产、日志)显示时的时间。在计
量中移动到自动生产不能开始的画面时,计量暂时停止,返回到自动生产可能的画面重新开始
计量。
‧ 零件缺料停止时间和复归等候时间同时发生时,仅计量零件缺料停止时间。
‧ 吸着率计算中包含认识错误数时,有必要进行其它途径的设定。
注意
注意注意
注意 :