SI-F130_操作说明.pdf - 第277页
操作篇 6. 资料编集 SI-F130 6-73 區域 (区域) :取得连片基 板时,其步骤属于区域的 ID 。 因应必要的单独步 骤,由键盘输入。 不良標記 (不良标记) :取得连片基板时, 其步骤表示对应不良区域的 不良 ID 。 因应必要的单独步 骤,由键盘输入。 關閉 (关闭) :关闭号码。 装着时为 0 ,不装着时由键盘输入 7 。其它的号码则需要 时,请再输入。其它 号码请根据需要输入。 補料標幟 (补料完毕) :执行装着前…
操作篇
操作篇操作篇
操作篇
6. 资料编集
6-72
SI-F130
6.4.5 装着资料的编辑
装着资料的编辑装着资料的编辑
装着资料的编辑
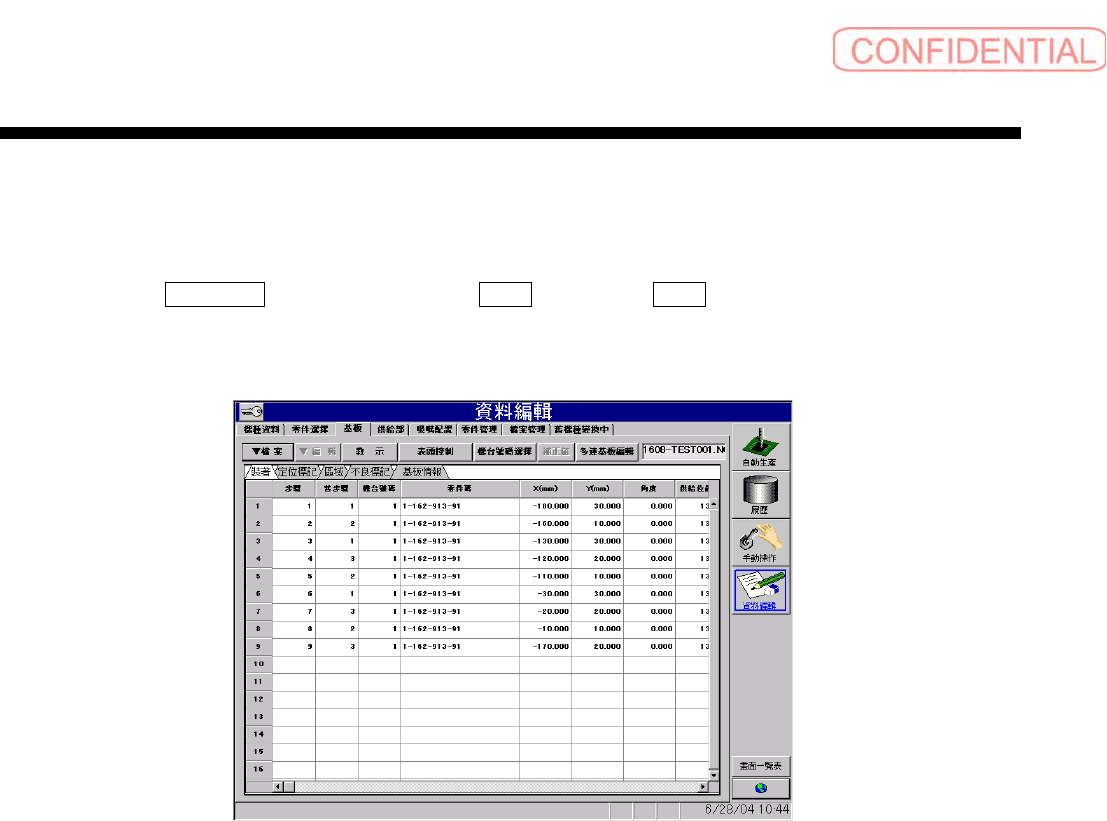
資料編輯 ( ) 基板 ( ) 裝著 ( )
图
6.4.5-1
資料編輯—基板
(
资料编辑-基板
)
画面
步驟
舊步驟
DAS
機台號碼
零件碼
Enter
X(mm) X
Y(mm) Y
角度
供給位置
X(mm) X
Y(mm) Y
△角度
高度補正
定位標記
ID
操作篇
6. 资料编集
SI-F130
6-73
區域 (区域) :取得连片基板时,其步骤属于区域的 ID。
因应必要的单独步骤,由键盘输入。
不良標記 (不良标记):取得连片基板时,其步骤表示对应不良区域的不良
ID。
因应必要的单独步骤,由键盘输入。
關閉 (关闭) :关闭号码。装着时为
0,不装着时由键盘输入 7。其它的号码则需要
时,请再输入。其它号码请根据需要输入。
補料標幟 (补料完毕):执行装着前一步骤时必须完成全部的装着零件,由键盘输入
1 对应。
路徑 # (路径
#) :各步骤所属路径 ( 零件吸着·装着的连续动作 ) 号码, DAS 执行时自
动设定。
供給順序 (供给顺序):各步骤所属路径内的吸着顺序,在
DAS 执行时自动设定。
裝著順序 (装着顺序):各步骤所属路径内的装着顺序,在
DAS 执行时自动设定。
吸嘴 (吸嘴) :吸着零件的吸嘴旋转座上的索引号码。
在 DAS 执行时自动设定。
參照 (参照) :因应必要的说明等,由键盘输入。
連結號碼 (连结号码):所使用零件的零件管理的连结号码。
点击连结号码选择后按
Enter 键,会出现零件选择对话框,因此由装
着零件明细选择后输入。
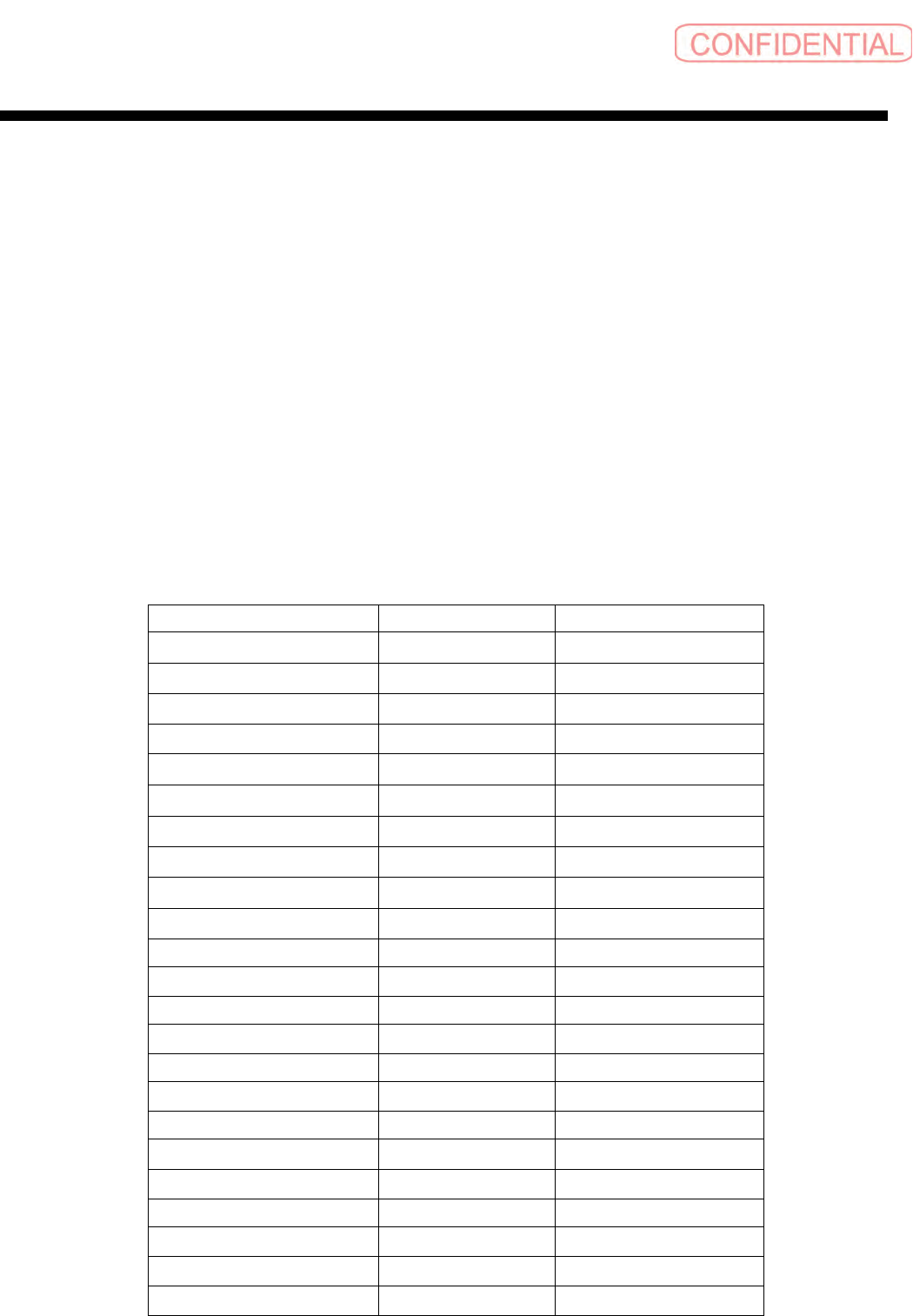
在装着资料中,选择新
ID
的任意栏,除了输入值的外的栏皆显示缺省值。
各项缺省值如下
项目名称 单位 缺省值
步驟 (步骤)
-
步骤号码最大值 +1
舊步驟 (旧步骤)
-
0
機台號碼 (机台号码)
-
现在编辑中的机台号码
零件碼 (零件码)
-
无 ( 空白 )
X
mm
无 ( 空白 )
Y
mm
无 ( 空白 )
角度 (角度)
0.000
供給位置 (供给位置)
-
101
△ X
mm 0.000
△ Y
mm 0.000
△角度 (△角度)
0.000
高度補正 (高度补正)
mm 0.000
定位標記 (定位标记)
-
1
區域 (区域)
-
0
不良標記 (不良标记)
-
0
關閉 (关闭)
-
0
補料標幟 (补料完毕)
-
0
路徑 # (路径 #)
-
1
供給順序 (供给顺序)
-
1
裝著順序 (装着顺序)
-
1
吸嘴 (吸嘴)
-
1
參照 (参照)
-
无 ( 空白 )
連結號碼 (连结号码)
-
1
。
。
操作篇
操作篇操作篇
操作篇
6. 资料编集
6-74
SI-F130
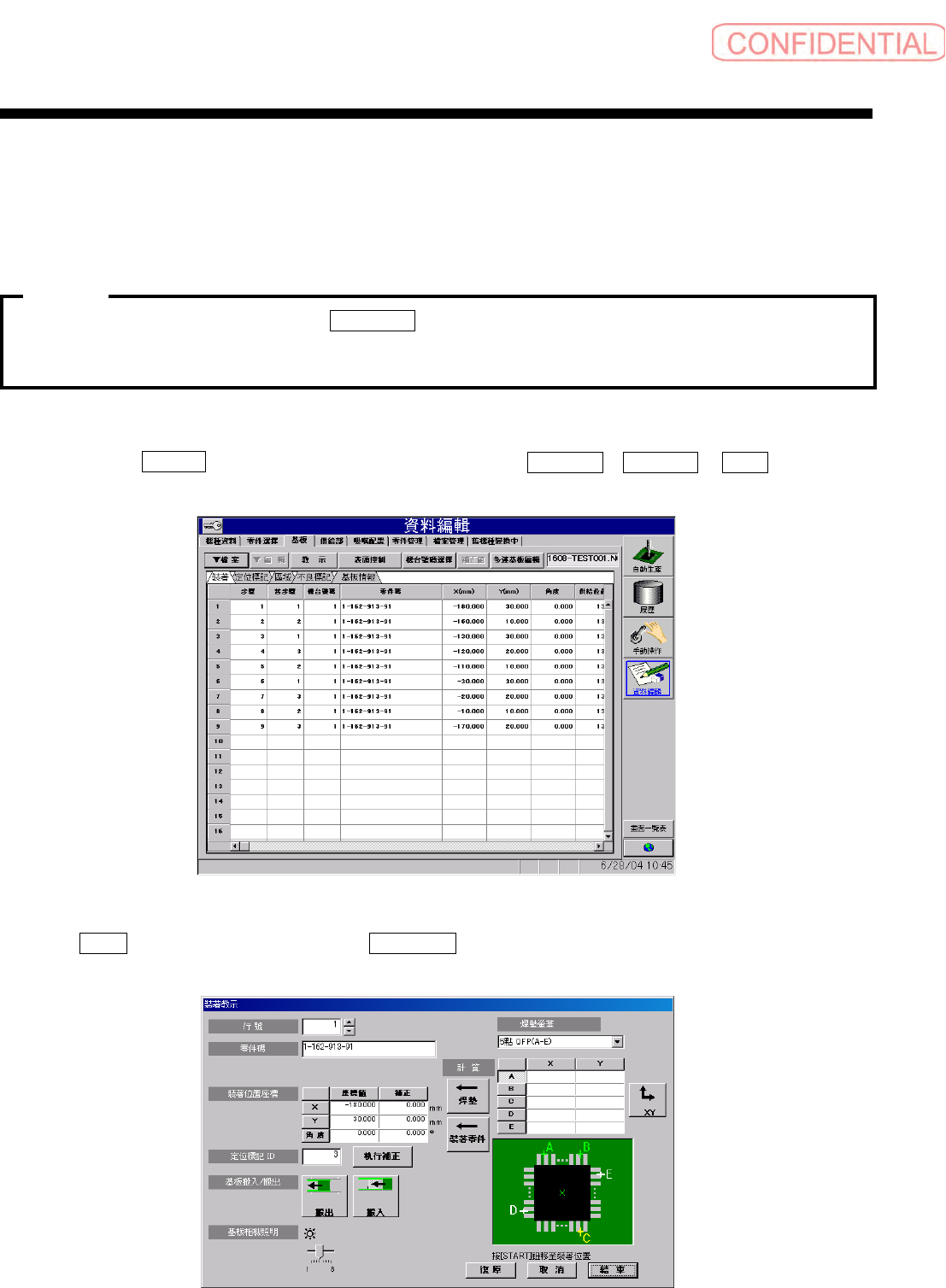
6.4.5.1
装着资料的新建
装着资料的新建装着资料的新建
装着资料的新建
(
1)零件装着位置的输入及教示
[ 操作功能 ]
·未登录机种文件时
,
请点击指定
機種資料
(
机种资料
) ,
登录机种文件。
·正确执行移动至装着位置时,需以步骤停止,停止自动生产。
·在动作停止的步骤途中时,请不要执行装着教示对话框的表示。会发生系统错误。
[ 操作顺序 ]
零件碼 ( ) X(mm) Y(mm) 角度 ( )
图
6.4.5-2
資料編輯—基板
(
资料编辑-基板
)
画面
教示 ( ) 裝著教示 ( )
图
6.4.5-3
裝著教示
(
装着教示
)
对话框
注意
注意注意
注意 :