SI-F130_操作说明.pdf - 第677页
手动控制器篇 5. 零件交换作业 SI-F130 5-7 5.2.2 用条形码器读取号码的格式 条形码器规格请参照 [8.3 条形码读取器规格 ] 。 · Ty p e A 的情况 图 5-5 · Ty p e B 的情 况 图 5-6 · Ty p e C 的情况 图 5-7 ※ 接受订货者号码 是登录 EIAJ ( 日本电子机械 工业会 ) 企业类别的 号码 零件码 (最大 12 位) 任意码 ( 每个料卷带特 有英文数字 ) 空格…
手动控制器篇
5. 零件交换作业
5-6
SI-F130
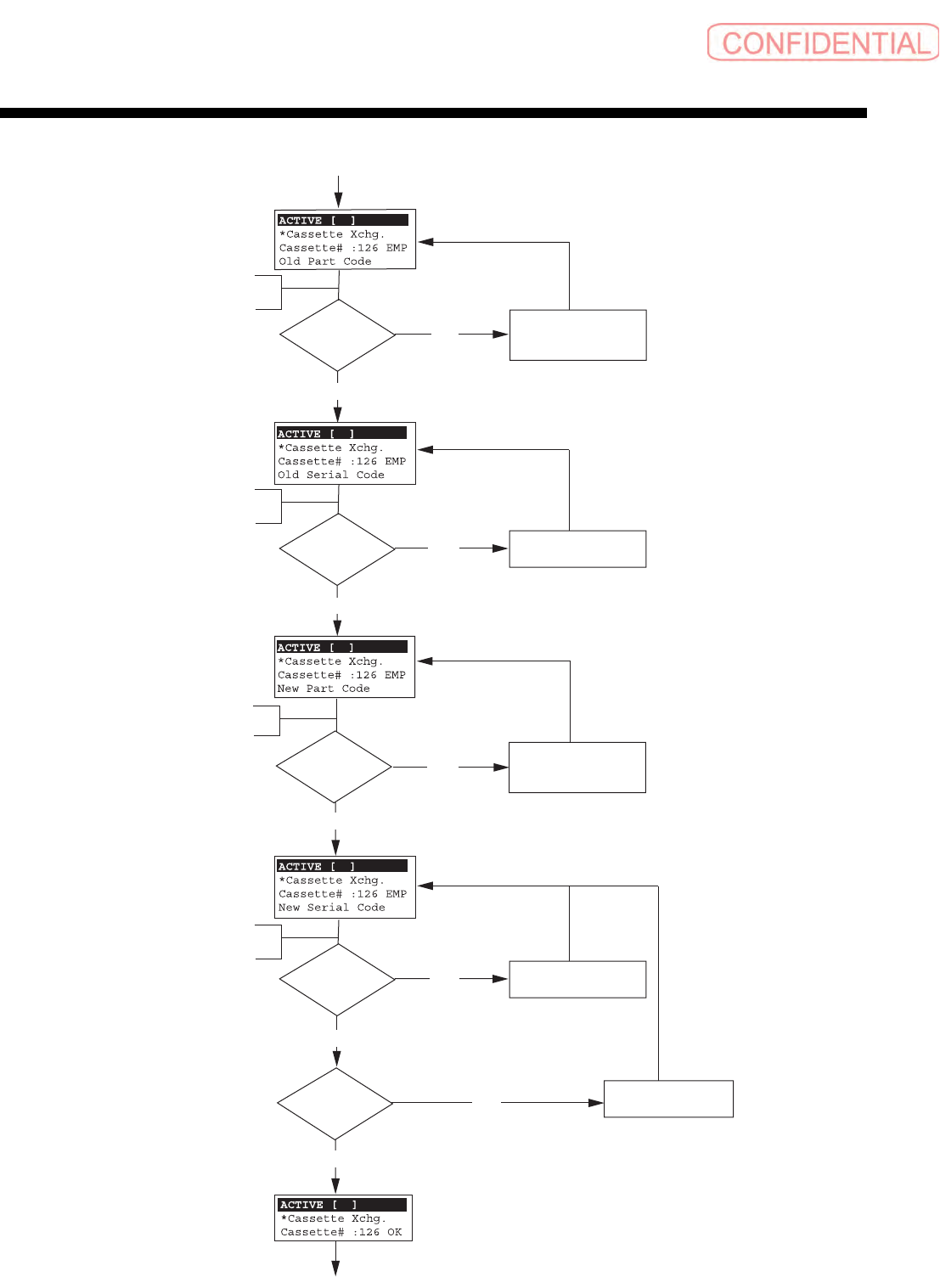
条形码确认步骤 Type C
图
5-4
否
是
否
否
否
否
是
是
是
是
读取空零件的条形码
读取空零件的序列码
读取新零件条形码
读取新零件的序列码
是正确的零
件 ID 吗?
零件 ID 不一致。
请准备正确的零件。
是正确的序
列码吗?
不是序列码。
是正确的零件
ID 吗?
零件
ID 不一致。
请准备正确的零件。
是正确的序
列码吗?
不是序列码。
序列码改变
了吗?
序列码相同。
手动控制器篇
5. 零件交换作业
SI-F130
5-7
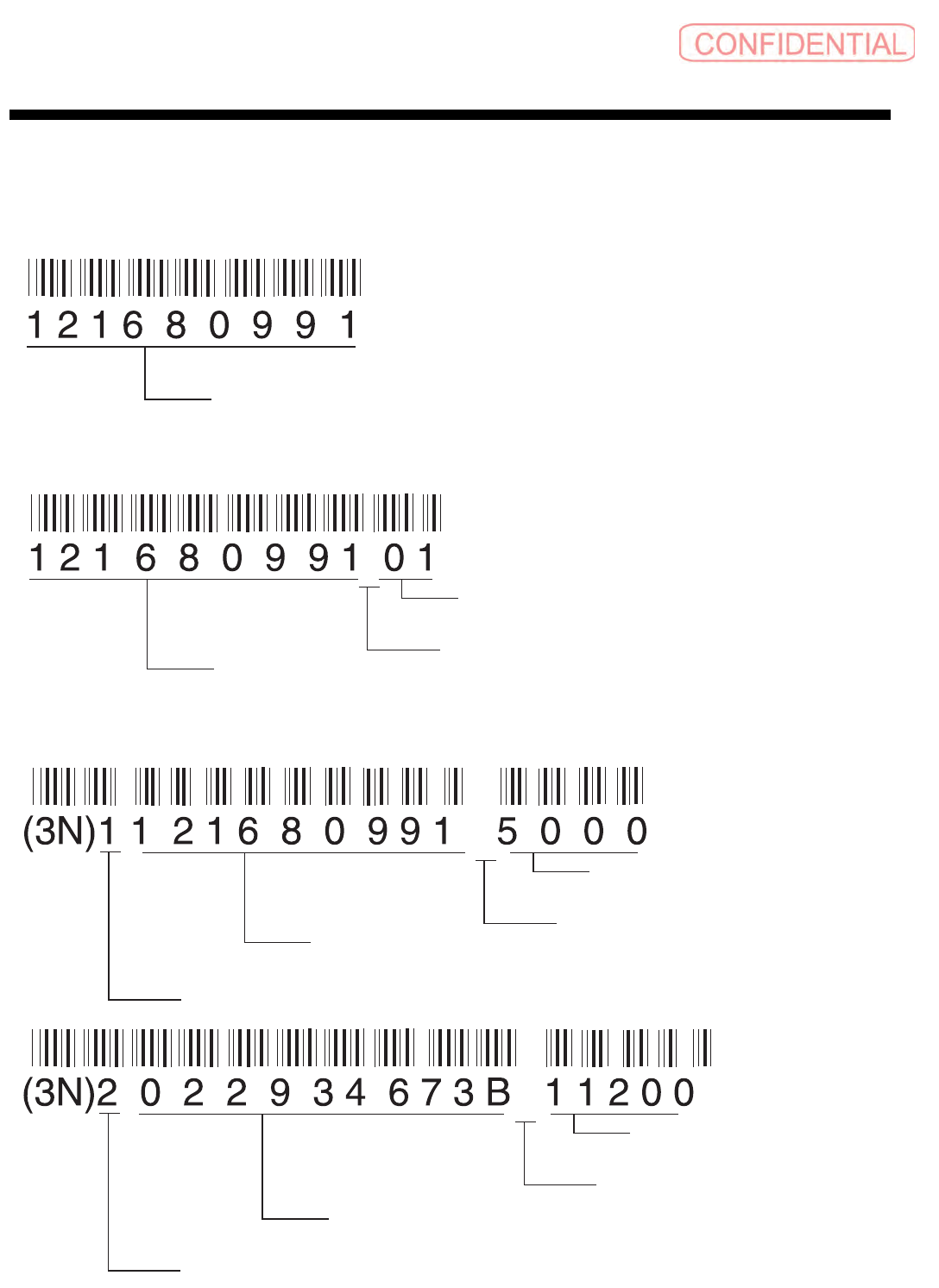
5.2.2 用条形码器读取号码的格式
条形码器规格请参照 [8.3 条形码读取器规格 ]。
·
Type A 的情况
图
5-5
· Type B 的情况
图
5-6
· Type C 的情况
图
5-7
※ 接受订货者号码是登录 EIAJ ( 日本电子机械工业会 ) 企业类别的号码
零件码(最大 12 位)
任意码
( 每个料卷带特有英文数字 )
空格
零件码(最大
12 位)
零件个数(不确认)
空格
零件码(最大
12 位)
显示零件码信息的识别号码“
1”( 固定 )
显示零件码信息的识别号码“2”( 固定 )
空格
序列码 ( 最大 12 位。全部确认 )
接受订货者号码
( 最大 6 位。不确认 )
手动控制器篇
5. 零件交换作业
5-8
SI-F130
5.3 供料器交换
[ 操作功能 ]
仅交换零件缺料的供料器。即使使用选配台车时,也不用将台车从 SI-F130 上卸下,仅交换供料
器。
[ 操作顺序 ]
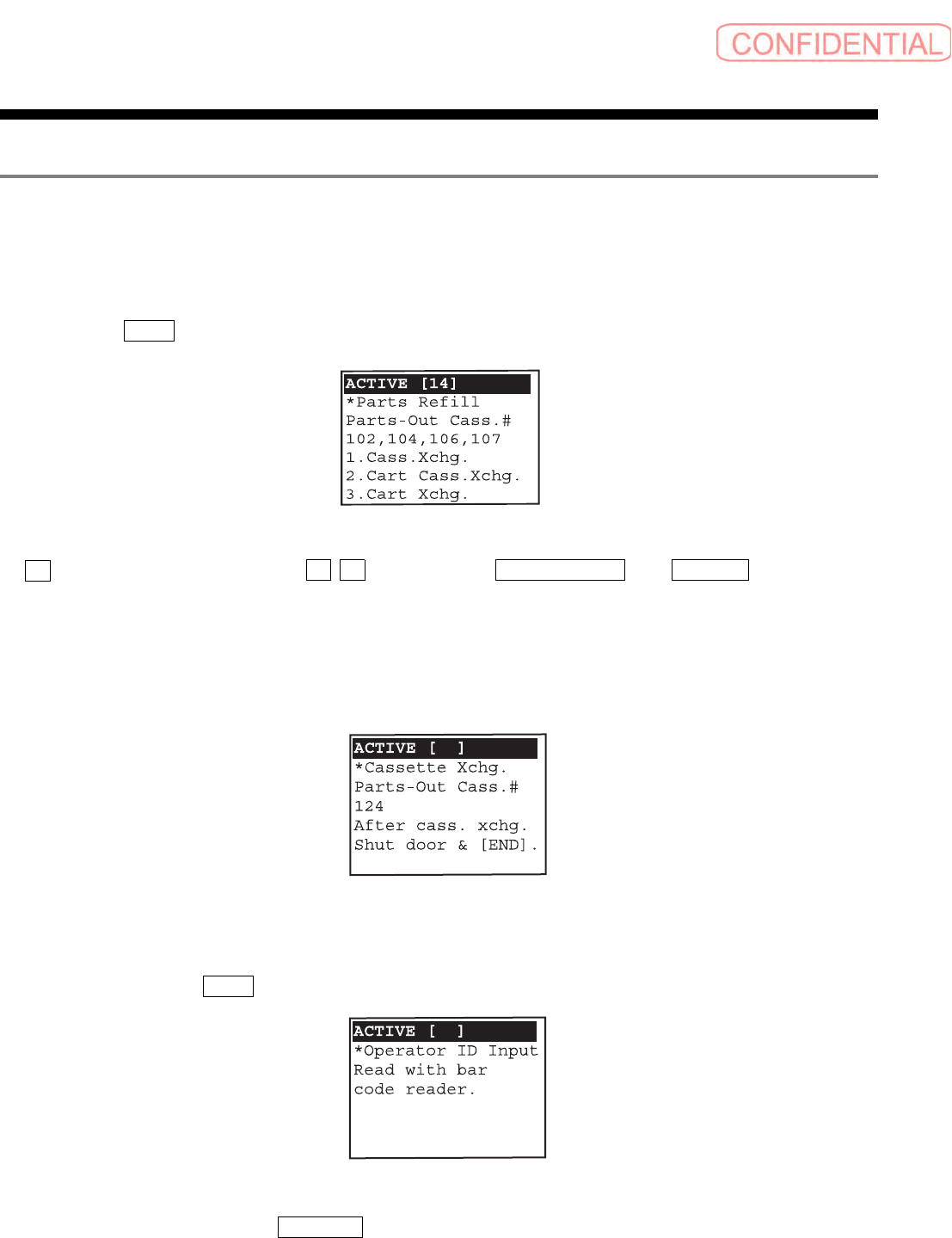
自动运转中,发生零件缺料而停止,手动控制器显示以下画面。
而且,即使按
CHG 仍显示以下画面。
图
5-8
按
1 (
供料器交换
)
。然后,操作
▲
▼
,让游标位于
1.Cass.Xchg.
,按
ENTER
。
在此,将控制权转移到手动控制器一侧。而且,解除了锁定安全门。
仅零件交换一侧安全门被解锁了。
请打开安全门继续进行以下操作。
没有条形码确认类型的情况
会出现以下画面,请进行供料器交换。
图
5-9
条形码确认类型是 Type A、 Type B、 Type C 中任一个时
读取操作者
ID
会出现以下画面,请按 TRG 钮,读取操作者 ID。
图
5-10
在此,被读取的操作者 ID 作为 動作履歷 ( 动作日志 ) 保留。