SI-F130_操作说明.pdf - 第670页
手动控制器篇 手动控制器篇 手动控制器篇 手动控制器篇 4. 操作说明 4-54 SI-F130 4.3.2 发光二极管的亮灯形式 发光二极管的亮灯形式 发光二极管的亮灯形式 发光二极管的亮灯形式 [LED 功能 ] LED [ 显示说明 ] LED 表 4-1 LED 亮灯形式 颜色…
手动控制器篇
手动控制器篇手动控制器篇
手动控制器篇
4. 操作说明
SI-F130
4-53
4.3 手动操作
手动操作手动操作
手动操作
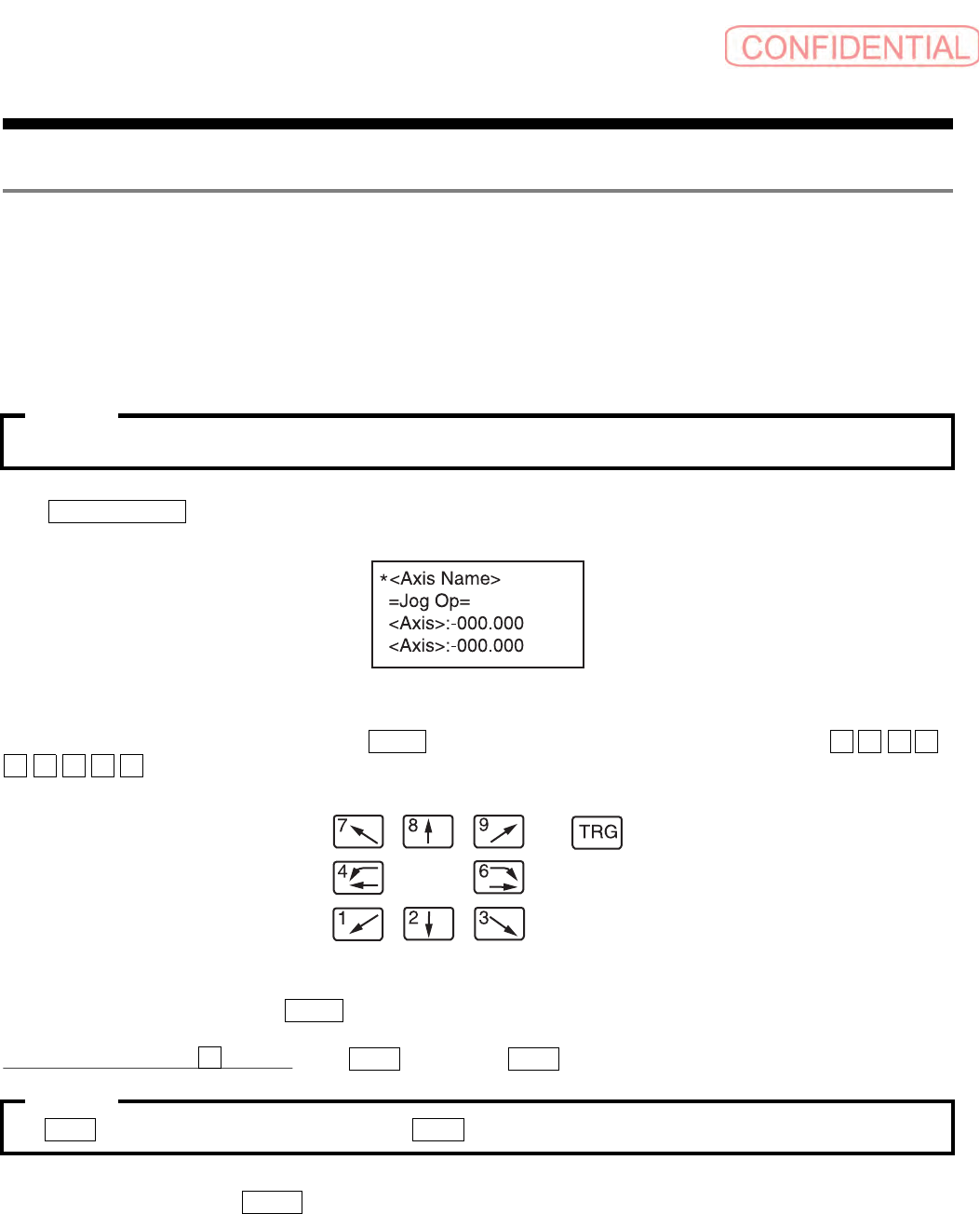
4.3.1 微调动作操作
微调动作操作微调动作操作
微调动作操作
[ 操作功能 ]
[ 操作顺序 ]
微调动作操作时,必要获取控制权。首先,请获得控制权。
微調動作操作 ( )
图
4-46
TRG 1 2 3 4
5 6 7 8 9
图
4-47
TRG
5 (F/S) 低速 ( ) 高速 ( )
低速
(
低速
)
时绿色
LED
慢速闪动,
高速
(
高速
)
时绿色
LED
快速闪动。
CAN
注意
注意注意
注意 :
注意
注意注意
注意 :
手动控制器篇
手动控制器篇手动控制器篇
手动控制器篇
4. 操作说明
4-54
SI-F130
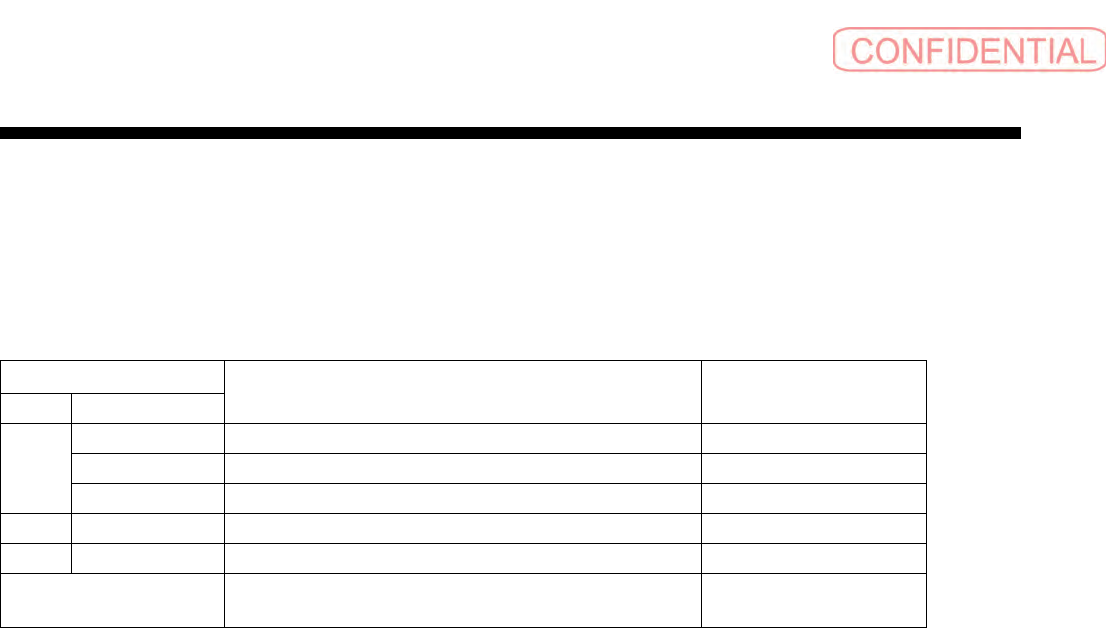
4.3.2 发光二极管的亮灯形式
发光二极管的亮灯形式发光二极管的亮灯形式
发光二极管的亮灯形式
[LED 功能 ]
LED
[ 显示说明 ]
LED
表
4-1
LED 亮灯形式
颜色 亮灯按钮
手动控制器的状态 控制器
手动控制器篇
5. 零件交换作业
SI-F130
5-1
5. 零件交换作业
5.1 零件交换作业的方法
自动生产过程中,发生零件缺料时的零件供料器交换,有 3 种方法。
· 供料器的交换
仅交换零件缺料供料器方法。使用选配的台车时,不用将台车从 SI-F130 上卸下,在 SI- F130
停止时交换供料器。
· 台车供料器的交换
( 使用选配的交换台车时 )
将台车从 SI-F130 上卸下,交换该台车供料器的方法。操作板 自動生產 ( 自动生产 ) 菜单→
動作設定 ( 动作设定 ) 标签画面中, 台車交替 ( 台车交替 ) 设定为 ON 运转模式下,没有取零件
一侧台车供料器能进行交换作业。
· 台车全体交换
( 使用选配的交换台车时 )
将台车从 SI-F130 上卸下,和搭载没有零件缺料供料器的其它台车交换的方法。
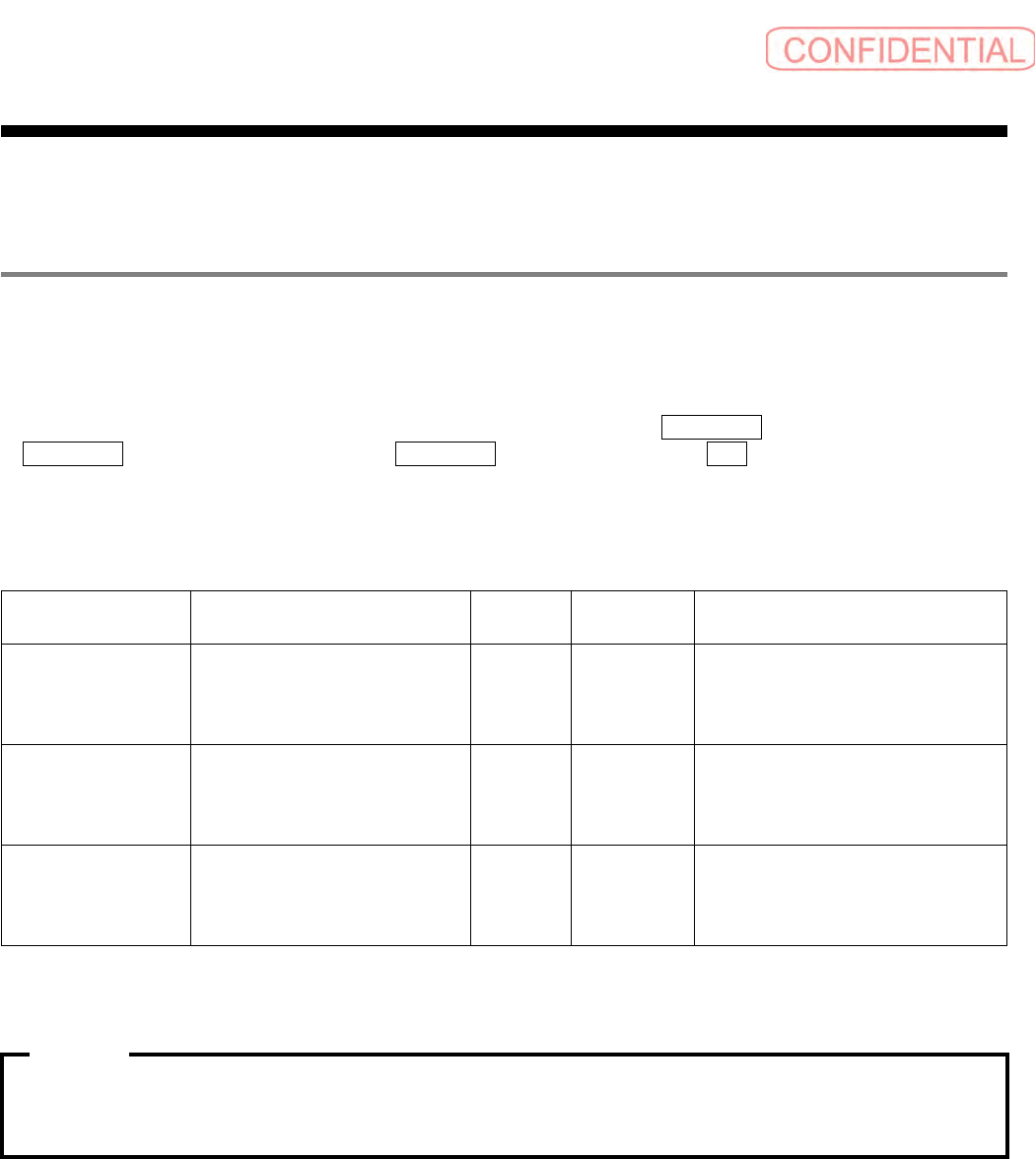
下表中,对以上
3 种方法进行了比较。
表
5-1
·
不能前侧·后侧同时进行零件交换。
·
前侧供给部的零件缺料请用与机体前侧连接的手动控制器进行交换操作,而后侧供给部的零
件缺料请用与机体后侧连接的手动控制器进行交换操作。如果不这样做,就会发生错误。
· 确认条形码
为防止零件的错误,可以用条形码进行确认。
确认方法有
3 种。
Type A : 仅确认交换后的零件码
Type B : 确认交换前、交换后的零件码和任意码
1 个条形码上,零件码和任意码都与输入的东西相对应
Type C : 确认交换前、交换后的零件码和序列码
零件码和序列码都跟其它条形码上的东西相对应
零件交换方法 说明 安全门 自动运转
残数管理
补正自动吸着位置
供料器交换 单个供料器的交换,有台
车情况下,也是在台车原
封不动地装载机体的状态
下仅交换供料器。
开启
交换
仅能在停
止状态下
重设前侧• 后侧的每个供料
器单体
台车供料器交换 卸下台车,交换其上面安
装着的供料器。
一直关
闭状态
下可能
台车交
替,在运
转中也可
能
重设前侧• 后侧的每个供料
器单体
全体台车交换 卸下台车,和其它的台车
进行交换。
一直关
闭状态
下可能
台车交
替,在运
转中也可
能
每个前侧• 后侧全部重设
注意 :