SI-F130_操作说明.pdf - 第84页
操作篇 操作篇 操作篇 操作篇 4. 自动生产 4-14 SI-F130 4.2.2 基板搬送设定 基板搬送设定 基板搬送设定 基板搬送设定 可以显示和调整搬 送轨道宽度。另外,可以调 整基板搬出的时间间隔。 [ 操作顺序 ] (1) 轨道宽度的调整 轨道宽度调整,点 击 基板搬送 ( 基板搬送 ) 标签 内的 調整 ( 调整 ) 钮。出现以 下对话框。 图 4.2.2 自動生產-動 作設定 ( 自动生产 -动作设定 ) 画面 由对话框…
操作篇
操作篇操作篇
操作篇
4. 自动生产
SI-F130
4-13
·
零件缺料模式 ( 零件缺料模式 )
零件缺料发生时选择停止方法。
停止
( 停止 ): 发生时立即停止。
連續
( 连续 ): 即使发生零件缺料,亦继续装着其它的零件后停止。
·
零件預取模式 ( 零件预取模式 )
为缩短周期时间,在基板搬入装着位置前吸嘴预取零件,选择此功能是否动作。
關閉
( 关闭 ): 基板搬入前不预取零件。
開啟
( 开启 ): 依搬入基板的位置,执行判断是否自动执行预取零件。
·
自動補料 ( 自动补料模式 )
因吸嘴无法吸着零件或吸着错误发生而立即停止时,此为自动补料 關閉 ( 关闭 )。 另, 即使
吸着错误发生,亦只执行指定的吸着补料次数,此为自动补料 開啟
( 开启 )。但执行吸着补
料次数后仍发生吸着错误时,则停止
SI-F130 动作。
關閉
( 关闭 ): 不执行自动补料。
開啟
( 开启 ): 执行自动补料。
·
供料器交替 ( 供料器交替 )
相同零件使用量大的装着作业时,将同一零件的多数供料器设定于 SI-F130 中, 1 个供料器
零件缺料时,能够接着下一个供料器继续生产
, 此称为供料器交替。
關閉
( 关闭 ): 缺省供料器交替。
開啟
( 开启 ): 执行供料器交替。
·
台車交替 ( 台车交替 )
对于大量生产的机种,在零件交换时设定零件供料器台车交替功能,将前侧台车及后侧台车设
置相同零件的供料器,在每次零件缺料时相互交换台车使其可连续生产。
關閉
( 关闭 ): 不执行台车交替。
開啟
( 开启 ): 执行台车交替。
·设定 台車交替
(
台车交替
)
开启时,台车
(
选配
)
必须前后安装。另,在机种资料的零件供
给部资料中,只须制作任一方前侧或后侧的资料即可。
·自动运转中无法变更动作模式。
·零件装着中
,
在自动运转停止时
,
即可变更动作模式。
·使用不良标记的机种资料时,即使设定开启 零件預取模式
(
零件预取模式
)
,也无法实行预
取动作。
·动作模式的设定也可以从动作状态画面上执行。关于从动作状态画面上的操作,请参照
[4.3.7
动作状况画面的说明
]
。
注意
注意注意
注意
:
操作篇
操作篇操作篇
操作篇
4. 自动生产
4-14
SI-F130
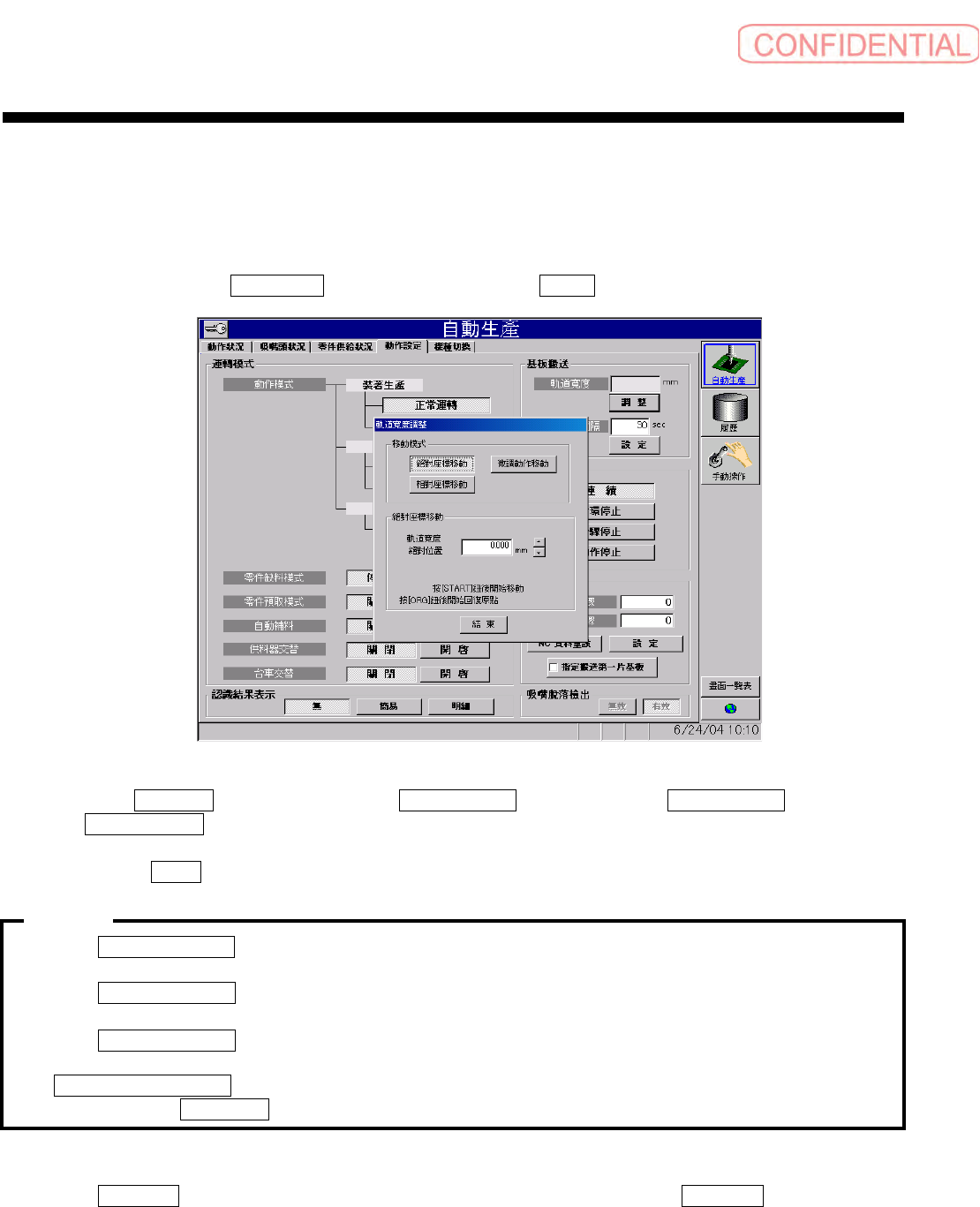
4.2.2 基板搬送设定
基板搬送设定基板搬送设定
基板搬送设定
可以显示和调整搬送轨道宽度。另外,可以调整基板搬出的时间间隔。
[ 操作顺序 ]
(1)
轨道宽度的调整
轨道宽度调整,点击 基板搬送
( 基板搬送 ) 标签内的 調整 ( 调整 ) 钮。出现以下对话框。
图
4.2.2
自動生產-動作設定
(
自动生产-动作设定
)
画面
由对话框的 移動模式 ( 移动模式 ) 中,点 击 絕對座標移動 ( 绝对坐标移动 )、 相對座標移動 ( 相对坐标移
动
)、 微調動作移動 ( 微调动作移动 ) 任一希望的钮。
按操作面板的
ORG 钮,执行轨道宽度的原点回复。
·所谓 絕對座標移動
(
绝对坐标移动
)
为将轨道宽度的基准点当原点,由原点移往设定框内表
示的目标轨道宽度。不论现在位置在何处移动至目标宽度。
·所谓 相對座標移動
(
相对坐标移动
)
为以现在的宽度为起点只移动指定的移动。
即使相同移动,若改变现在的宽度
,得到的轨道宽度均不同。
·所谓 微調動作移動
(
微调动作移动
)
为使用游标执行移动。按游标则立即移动,连续按押
时,则连续移动。
· 軌道寬度絕對位置
(
轨道宽度绝对位置
)
的文本框中只能输入数值,无法变更轨道宽度。依
照下列步骤按
START
钮,执行轨道移动。
绝对坐标移动及相对坐标移动为在各个对话框中,输入到达位置或移动量的数值。基于输入数值移动后的轨道
宽度与 動作設定
( 动作设定 ) 画面所表示轨道宽度之间有误差时,此时, 请参照 動作設定 ( 动作设定 ) 标签
画面上表示轨道宽度为实际位置。
注意
注意注意
注意 :
操作篇
操作篇操作篇
操作篇
4. 自动生产
SI-F130
4-15
· 絕對座標移動 ( 绝对坐标移动 )
操作 ▲ ▼ 调整钮 , 选择目标的宽度。
按操作面板
START 钮 , 移动轨道至目标宽度。
操作结束后按对话框的 結束
( 结束 ) 钮 , 对话框消失。
在轨道移动中按操作面板
STOP
钮时立即停止
,
再度按
START
钮
,
再开始移动至目标位
置。
· 相對座標移動 ( 相对坐标移动 )
由现在轨道宽度操作 ▲ ▼ 钮移动指定距离。
按操作面板的
START 钮时,轨道仅移动指定距离。
正
(+) 值时轨道宽度变宽。负 (-) 值时轨道宽度变窄。
轨道移动中按操作盘的
STOP
钮时立即停止
,
再度按
START
钮
,
再开始移动至目标位置。
操作结束后按对话框的 結束 ( 结束 ) 钮 , 对话框消失。
·
微調動作移動 ( 微调动作移动 )
选择移动速度时,按对话框的 高速 ( 高速 ) 或 低速 ( 低速 ) 钮。由高速至低速或由低速至高速切换时,按键盘
的
SHIFT 键。用键盘的 键调整轨道宽度。
按一次仅稍稍移动。连续按游标时,则连续移动。实时按游标键轨道也不反应时,改变按键时机即可操作。
到达所定的宽度时,按对话框的
結束 ( 结束 ) 钮, 对话框消失。
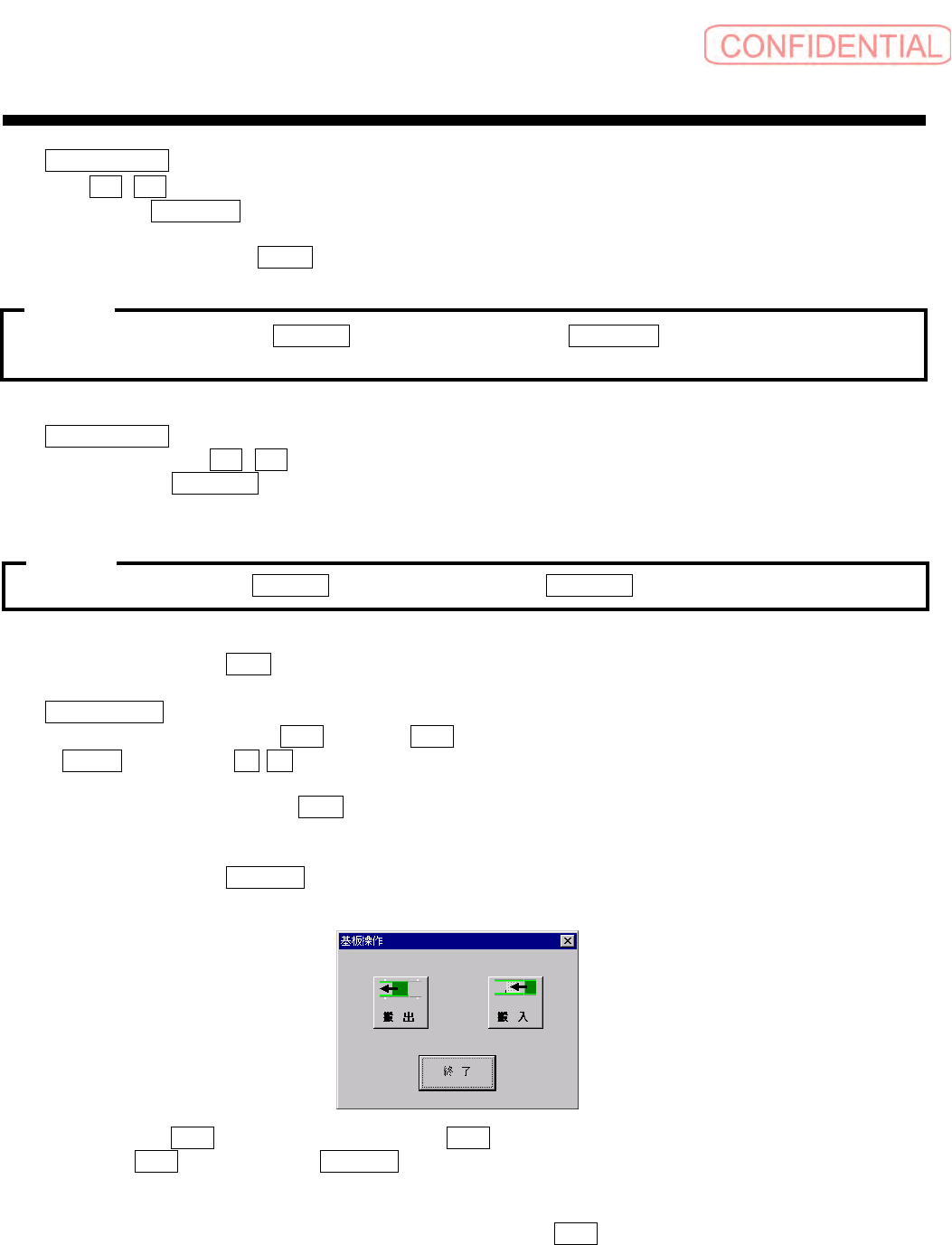
(2)基板的搬出搬入
搬出搬入基板时,点击
基板操作 ( 基板操作 ) 钮 , 出现以下的对话框。
搬入基板时点击
搬入 ( 搬入 ) 钮,搬出基板时点击 搬出 ( 搬出 ) 钮。
结束时点击
終了 ( 终了 ) 钮,回至 動作設定 ( 动作设定 ) 画面。
(3)基板的搬出间隔
设定基板的搬出间隔时, 由键盘直接输入, 输 入 完 成 后 , 点击
設定 ( 设定 ) 钮。
注意
注意注意
注意 :
注意
注意注意
注意 :