SI-F130_操作说明.pdf - 第51页
操作篇 操作篇 操作篇 操作篇 1. 系统概要 SI-F130 1-17 1.6.2 零件供料器 的安装规格 零件供料器的安装规格 零件供料器的安装规格 零件供料器的安装规格 以零件供料器的基准 针为中心,下表表示了零件 供料器的宽度尺寸。 单位: mm ( 注 ) 左·右是 以零件供料器的卷轴一侧位 于眼前时的方向。 SI-F130 的供料器台的安装供料器的 孔眼是 18mm 间距。因而,与某个供料器 中心相邻的供料器中 心之间隔,因…
操作篇
1. 系统概要
1-16
SI-F130
1.6 零件供给装置的规格
SI-F130 作为零件供给装置、零件供料器,通过料带供料器、散装供料器特别是管装供料器,可以
供给零件。
1.6.1 零件供料器的种类
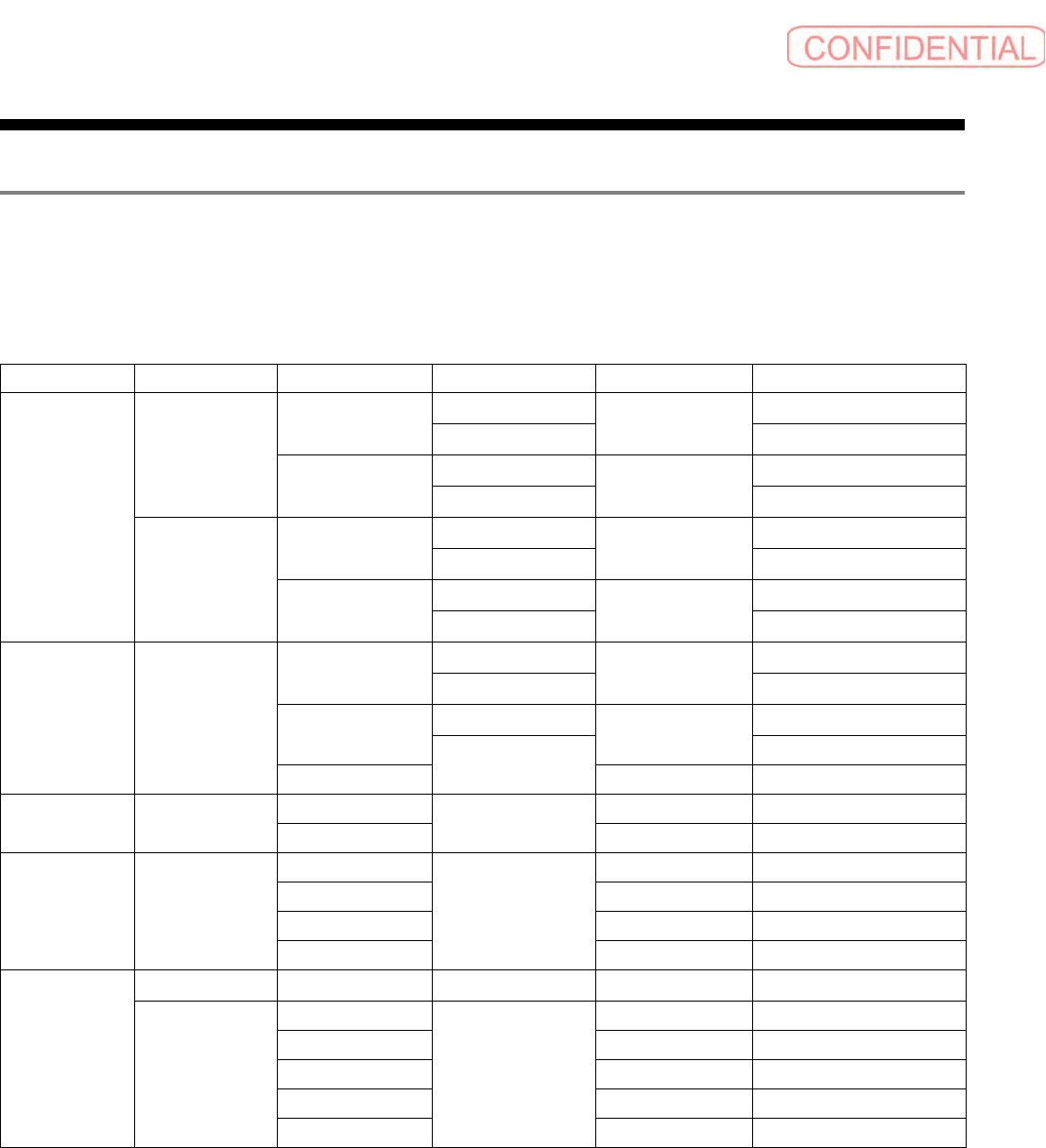
(1) 料带供料器
用塑料带零件,有必要使用保证吸着率的专用衬纸。
* 1 是 SI-F 系列专用。 ( 与 SS-H2F/U2 不同 )
料带宽度 料带种类 间距 卷轴直径 夹板颜色 供料器型号
8mm
纸
2mm
φ 178
黑
GAK-0802/P100
φ 381
GAK-0802/P300
4mm
φ 178
白
GAK-0804/P100
φ 381
GAK-0804/P300
塑料带
2mm
φ 178
茶
GAK-0802/E100
φ 381
GAK-0802/E300
4mm
φ 178
绿
GAK-0804/E100
φ 381
GAK-0804/E300
12mm
塑料带
4mm
φ 178
红
GAK-1204/E100
φ 381
GAK-1204/E300
8mm
φ 178
黄
GAK-1208/E100
φ 381
GAK-1208/E300
12mm
黑
GAK-1212/E300
16mm
塑料带
8mm
φ 381
灰
GAK-1608/E300
12mm
蓝
GAK-1612/E300
24mm
塑料带
8mm
φ 381
绿
GAK-2408/E300
12mm
茶
GAK-2412/E300
16mm
黄
GAK-2416/E300
20mm
白
GAK-2420/E300
32mm
*1 纸
12mm
φ 300 黑
GAK-3212/P200A
塑料带
12mm
φ 381
蓝
GAK-3212/E300
16mm
红
GAK-3216/E300
20mm
灰
GAK-3220/E300
24mm
黄
GAK-3224/E300
28mm
白
GAK-3228/E300
操作篇
操作篇操作篇
操作篇
1. 系统概要
SI-F130
1-17
1.6.2 零件供料器的安装规格
零件供料器的安装规格零件供料器的安装规格
零件供料器的安装规格
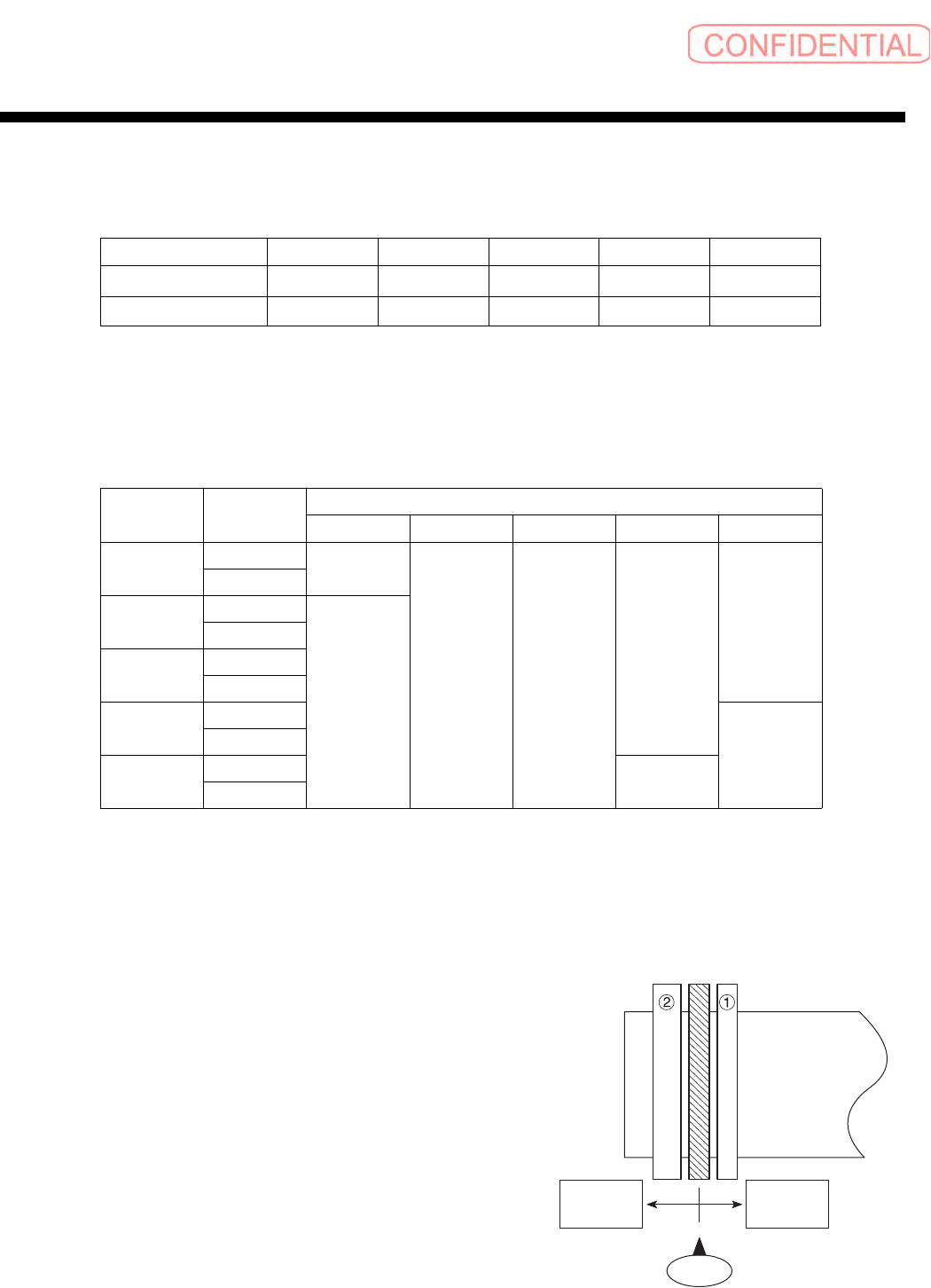
以零件供料器的基准针为中心,下表表示了零件供料器的宽度尺寸。
单位:
mm
(
注 ) 左·右是以零件供料器的卷轴一侧位于眼前时的方向。
SI-F130 的供料器台的安装供料器的孔眼是 18mm 间距。因而,与某个供料器中心相邻的供料器中
心之间隔,因互相的宽度 (左·右)而异。下表显示了其相互关系。
( P:间距 )
< 供料器安装举例 >
* 以 8mm 带宽间距 4mm ( 纸 ) φ 381 为基准,
右
M 8mm 带宽间距 4mm ( 纸 ) φ 381,
左
N 12mm 带宽间距 12mm ( 塑料料带 ) φ 381,
设定而成。
8mm 12mm 16mm 24mm 32mm
供料器宽(右)
5.5
7.5 10.5 14.5 19.5
供料器宽(左)
12 14 16 20 23
安装
位置
相邻供料器的带宽
8mm 12mm 16mm 24mm 32mm
8mm
右
1P
2P 2P
2P
2P
左
12mm
右
2P
左
16mm
右
左
24mm
右
3P
左
32mm
右
3P
左
供料器 ( 前侧从左开始 101,102,...140,
后侧从左开始 201,202,...240)
供料器
台表
1 间距
2 间距
操作员
操作篇
操作篇操作篇
操作篇
1. 系统概要
1-18
SI-F130
1.7 代表的功能
代表的功能代表的功能
代表的功能
SI-F130 是在本公司以前机种 SI-E1100 的性能的基础上发展开发出来。生产基板时,为确保高生
产型和高品质尤其是生产的灵活性配备了很多功能。
(1) 自动补料功能
吸嘴没能吸着零件,发生吸着报警时,只是按照指定次数对每个零件进行吸着操作。但执行吸着
补料次数后仍发生吸着错误时,则停止动作。
( 参照 4.2 动作设定 )
(2) 区域展开功能
有复合基板的一部分被称为区域。如果输入与一个
区域相对的装着资料,与同一基板相同模式的多个
区域相对的装着资料可以利用
DAS 自动制作。( 参
照
6.2.1.2 机种资料制作 )
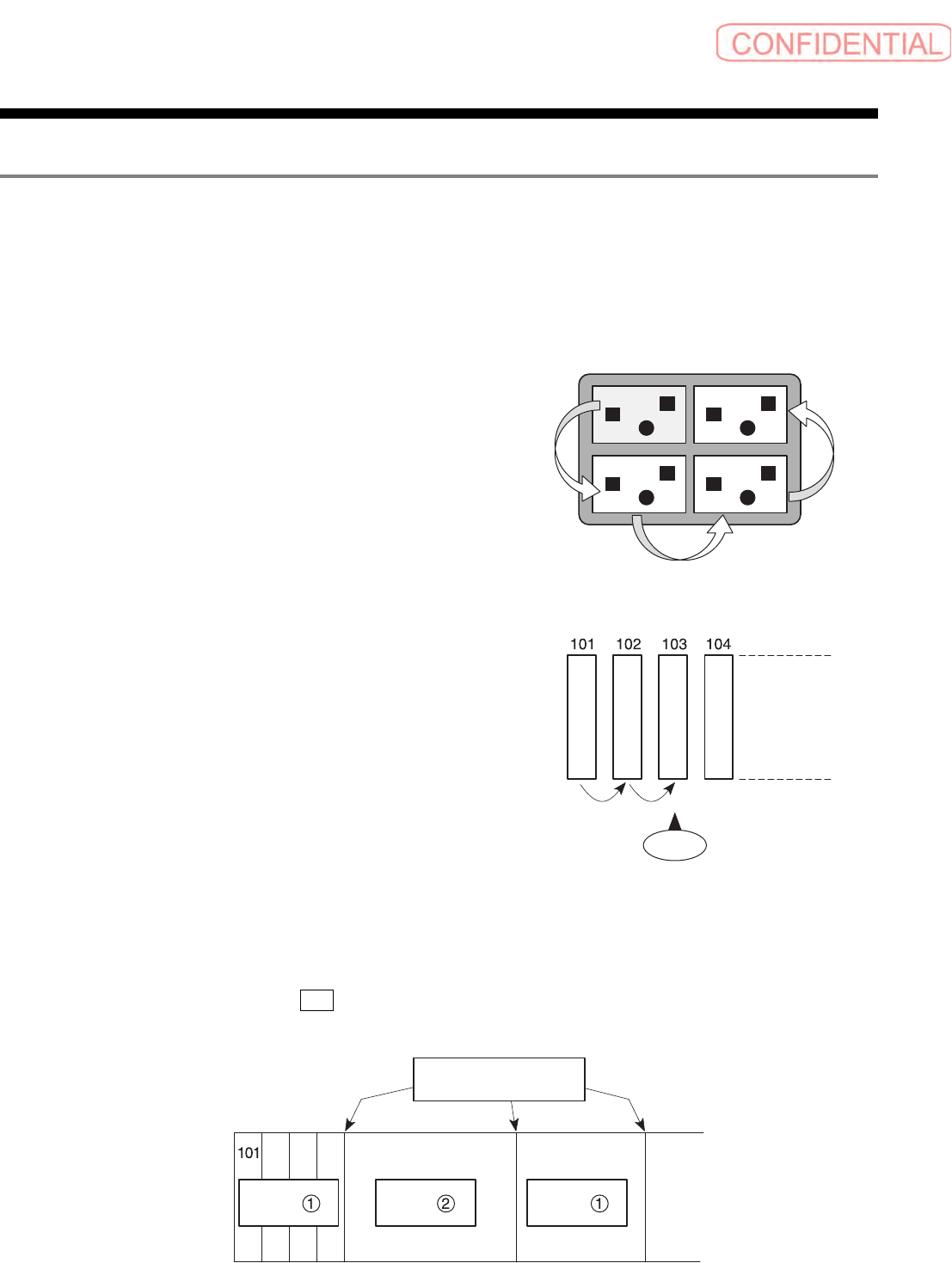
(3) 交替功能
需要装着多个同样的零件时,准备多个那个零件的
供料器,安装在
SI-F130 上。前一个零件供料器一
送完料,就切换到下一个供料器继续生产。
( 参照 4.2 动作设定 )
(4) 供料器位置补正
供料器位置补正,为零件种类少的多个机种的生产提供了便利。例如对
A 机种将零件供料器安
装在
1 ~ 15 零件供给位置,又对 B 机种安装与 16 ~ 35 的零件供给位置对应的零件供料器,
如果向供料器的位置补正输入
15 ,就能够在 A 机种生产完了后不作任何阶段零件切换,直接
进行
B 机种的生产。 ( 参照 6.2.1 机种文件的新建 )
操作
人员
供料器位置补正
切换
切换
切换