SI-F130_操作说明.pdf - 第232页
操作篇 操作篇 操作篇 操作篇 6. 资料编集 6-28 SI-F130 [ 画面说明 ] 機種檔名 ( 机种文件名 ) : 可使用英文字、英数字、平 假名、片假名、汉字。但, 考量 到其它系统的互换性, 取名字时推荐以英数字、英 文字。 可输入 255 个文字以内。使用磁盘 储存资料时,较长的文 件名称中压缩以 MS-DOS 形式,在其它系统中可能 不会再 出现,因此要注意。 作成日期 ( 制作日期 ) : 机种文件制作的 日期及时间…
操作篇
操作篇操作篇
操作篇
6. 资料编集
SI-F130
6-27
利用条形码管理执行机种切换时,利用的输入 機種碼號碼 ( 机种码号码 ) ,点击 機種碼號碼
(
机种码号码 ) 的文本框。并输入新建的文件的机种码。
请输入每个机种文件固有的机种码。两个以上的机种文件使用同样的代码时,会导致读入错误
的下文件。
输入文本框时,利用
剪下
(
剪切
)
、
複製
(
复制
)
、
貼上
(
粘贴
)
的功能,点击
編輯
(
编辑
)
钮,会出现
剪下
(
剪切
)
、
複製
(
复制
)
、
貼上
(
粘贴
)
、
搜尋
(
搜寻
)
的功能下拉菜单。
欲附上说明时,点击 說明 ( 说明 ) 的文本框,可随意输入信息。说明乃是必须输入的项目。
指定零件不装着时,由
關閉號碼 ( 关闭号码 ) 的 1 至 6 、 8 至 9 的复选框中指定号码选择钮。
自动生产时,须将其机种文件的零件供给位置全部交换后,点击
供料器位置補正 ( 供料器位置
补正
) 的文本框,输入位移量。
此目的,以执行变更机种文件的动作确认,按
動作確認完成 ( 动作确认完成 ) 的确认钮。
注意
注意注意
注意 :
注意
注意注意
注意 :
操作篇
操作篇操作篇
操作篇
6. 资料编集
6-28
SI-F130
[ 画面说明 ]
機種檔名 ( 机种文件名 ) : 可使用英文字、英数字、平假名、片假名、汉字。但,考量
到其它系统的互换性,取名字时推荐以英数字、英文字。
可输入
255 个文字以内。使用磁盘储存资料时,较长的文
件名称中压缩以
MS-DOS 形式,在其它系统中可能不会再
出现,因此要注意。
作成日期 ( 制作日期 ) : 机种文件制作的日期及时间,在新建时自动输入无法变更。
機種碼號碼 ( 机种码号码 ) : 可输入 128 个文字以内的英大写字 (A~Z)、英数字
(0~9)、记号 ( -、空格、 $、 /、 +、 %、句号 ),机种码号
码是用手动控制器进行机种切换时使用,条形码器
CODE39 的输出文字列必须为机种文件的固有条形码,此
项目为必须输入的项目。
說明 ( 说明 ) : 可使用 255 文字内的英文字、英数字、平假名、片假名、
汉字。此项目为必须输入的项目。
關閉號碼 ( 关闭号码 ) : 对于基本的机种文件,部分不装着零件,衍生可制作其它的
机种文件。在
[6.4.7 装着资料的编辑 ] 下设定装着资料时,
关闭步骤行的
關閉 ( 关闭 ) 列中附注关闭号码。在 機種檔案
(
机种文件 ) 画面下指定其 關閉號碼 ( 关闭号码 ) 时,对于
基本的机种文件
, 以 關閉號碼 ( 关闭号码 ) 可制作指定而不
装着的部分并衍生出其它的机种文件。
0 指定步骤时,无条件装着, 7 指定步骤时,无条件 关闭。
其它号码指定步骤时,在 機種檔案 ( 机种文件 ) 画面下指
定其 關閉號碼 ( 关闭号码 ) 。指定 關閉號碼 ( 关闭号码 )
后,执行 DAS 操作。
供料器位置補正 ( 供料器位置补正 ) :
以少量品种零件简便执行多个机种生产时,譬如 A 机种设
定零件供料器于
1~15 的零件供给位置,再加上 B 机种设定
对应零件供料器于
16~35 的零件 供给位置,输入 「15」
于
供料器位置補正 ( 供料器位置补正 ) 中,在 A 机种生产
结束后,不更换零件即可移至
B 机种生产。但是,中途跨
越前侧供给部及后侧供给部时无法补正。另,执行台车交换
时,前后台车的一侧一定要收起。
動作確認完成 ( 动作确认完成 ) : 确认可以生产的机种文件时选择该复选框。
机种切换下载时,简化资料检查以便缩短下载时间。
操作篇
操作篇操作篇
操作篇
6. 资料编集
SI-F130
6-29
6.2.1.2 机种资料制作
机种资料制作机种资料制作
机种资料制作
[ 调整功能 ]
SI-F130 的软件是为了在最短时间生产机种,内装的一种将资料最优化的软件,将此软件称为
DAS。所谓 DAS 为 Data Arrangement Software 的文字缩写。依仿真速度计算,决定零件
的装着顺序、供料器配置及吸嘴配置,为
SI-F130 可利用最适当的工作软件。 DAS 资料是由该
软件制作的资料。
自动适当化以下的资料。
·供给部
: 追求 SI-F130 的供料器的最适当位置。
·吸嘴配置
: 追求装着吸嘴头上的吸嘴的最适当位置。
·零件吸着顺序
: 对于基板的装着信息,追求零件的最适当的吸着顺序。
·零件装着顺序
: 对于基板的装着信息,追求零件的最适当的装着顺序。
·区域展开
: 对于连片基板,将装着模式的资料全部展开。
在 基板 ( 基板 ) 、 零件選擇 ( 零件选择 ) 的编辑结束之后,请执行 DAS。
[ 操作顺序 ]
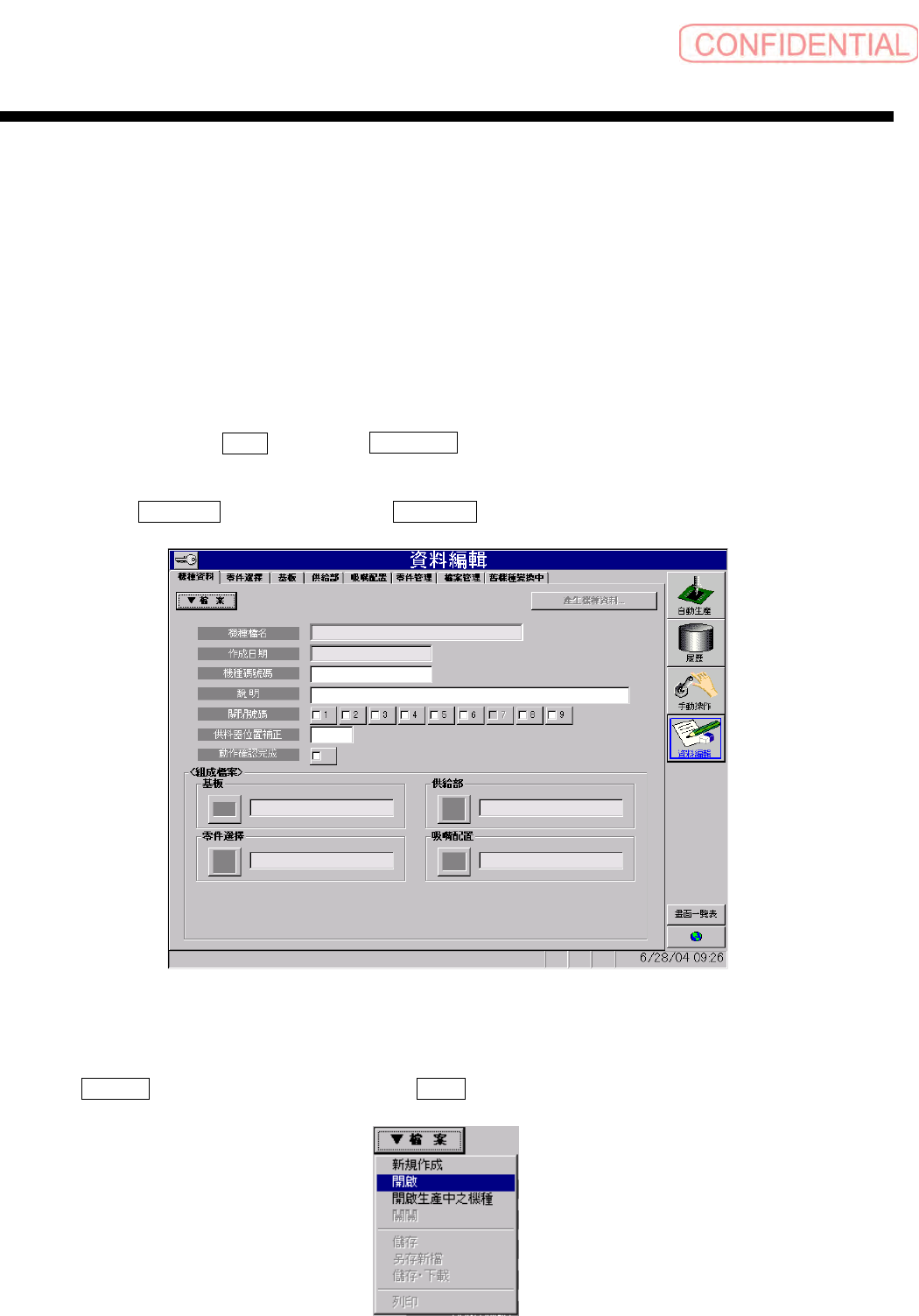
依顺序点击 資料編輯 ( 资料编辑 ) 菜单→ 機種資料 ( 机种资料 ) 标签。会出现以下的画面。
图
6.2.1-5
資料編輯-機種資料
(
资料编辑-机种资料
)
画面
打开文件的方法有 2 个。
(1)寻找机种文件开启的情形
点击
▼檔案 ( ▼文件 ) 按钮并点击菜单的 開啟 ( 开启 ) 钮。
图
6.2.1-6.1
檔案 (文件)菜单
開啟 (开启)