SI-F130_操作说明.pdf - 第224页
操作篇 操作篇 操作篇 操作篇 6. 资料编集 6-20 SI-F130 6.1.5 关于装着动作资料 关于装着动作资料 关于装着动作资料 关于装着动作资料 装着动作资料为吸 嘴由零件供料器中吸取零件 并装着在基板上时,必需编 辑的资料。 此装着动作资料仅 关系到 SI-F130 的资料,对于 SI-F209 即使相同零件也有不同的装着 动作资料。 (1) 吸着补正值 X Y R 欲吸着的位置为零 件中心以外时,由零件中心 偏移吸着位置…
操作篇
操作篇操作篇
操作篇
6. 资料编集
SI-F130
6-19
(4) 管装
·宽度 (右) :单位:
mm (参照右图)
·宽度 (左) :单位:
mm (参照右图)
(5) 盘式 ( 只限 SI-F209)
·原点 XY : 盘式的原点坐标 单位:mm
·间距 XY : 各零件的间距 单位:mm
·零件个数 XY : 零件的存储行列数
·盘式取出速度
: 盘子的取出速度 (1 ~ 100%)
·取出方向
: 左 (0)、右 (1) ( 参照下图 )
·零件吸着高度 : 零件的吸着高度 单位:mm
关于供给型态为盘式的零件,盘式为在盘子上无安装供给信息时,表示出错误信息,无法执行储
存资料。当再表示错误信息时,需要修正间距、零件个数、取出方向等,请再度存储资料。
C/V
盘式 2 盘式 1
盘式 2 供给位置
盘式
1 供给位置
指定位置
( 右下 )
固定照相机
M/C 前侧
[ 取出方向标帜的使用方法 ]
盘式 2( 正视左侧 ) 的零件指定
位置设定在☆的左下时,取出方
向标帜请使用
1。
使用
0,会与固定相机发生冲突。
根据盘式零件的指定位置。
取出方向标帜,分开使用
0、1。
取出方向
0
取出方向 1
M/C
出货时零件管理的供给部
信息以
12 取出方向是缺省值 0
☆☆
注意
注意注意
注意 :
操作篇
操作篇操作篇
操作篇
6. 资料编集
6-20
SI-F130
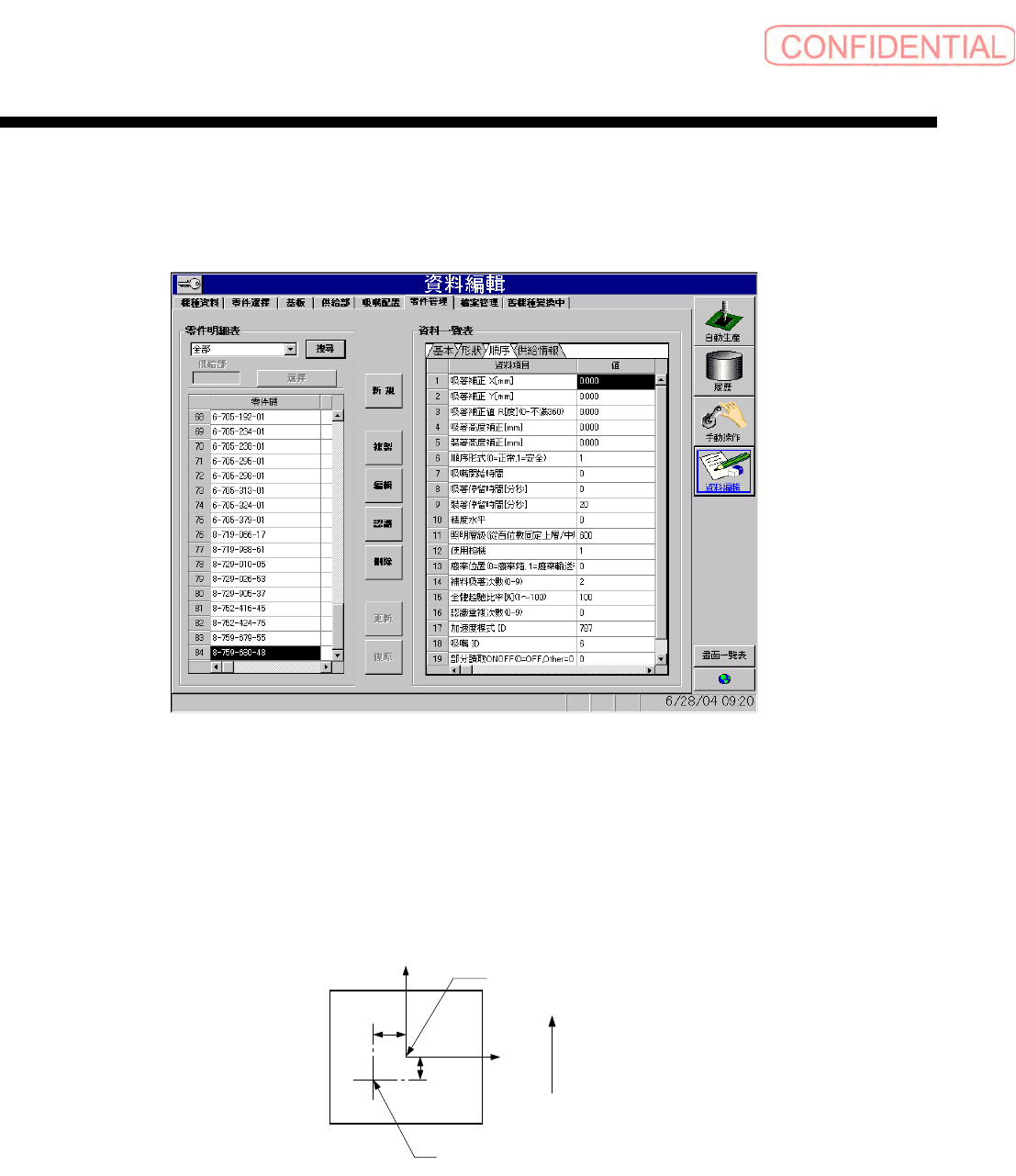
6.1.5 关于装着动作资料
关于装着动作资料关于装着动作资料
关于装着动作资料
装着动作资料为吸嘴由零件供料器中吸取零件并装着在基板上时,必需编辑的资料。
此装着动作资料仅关系到
SI-F130 的资料,对于 SI-F209 即使相同零件也有不同的装着动作资料。
(1) 吸着补正值 X Y R
欲吸着的位置为零件中心以外时,由零件中心偏移吸着位置的补正量
XY 单位:mm X 为右方向 +、左方向- 。 Y 为上方向 +、下方向-
R 单位 : ( 度 ) 零件由上看,顺时针旋转为正方向
(2) 吸着高度补正值:吸着位置的高度方向的补正值。单位:mm,住上方向为正方向
(3) 装着高度补正值:装着位置的高度方向的补正值。单位:mm,住上方向为正方向
补正值 X
补正值 Y
Y
X
吸着位置
零件中心
零件供给方向
。
图
6.1.5
資料編輯-零件管理
(
资料编辑-零件管理
)
画面
操作篇
操作篇操作篇
操作篇
6. 资料编集
SI-F130
6-21
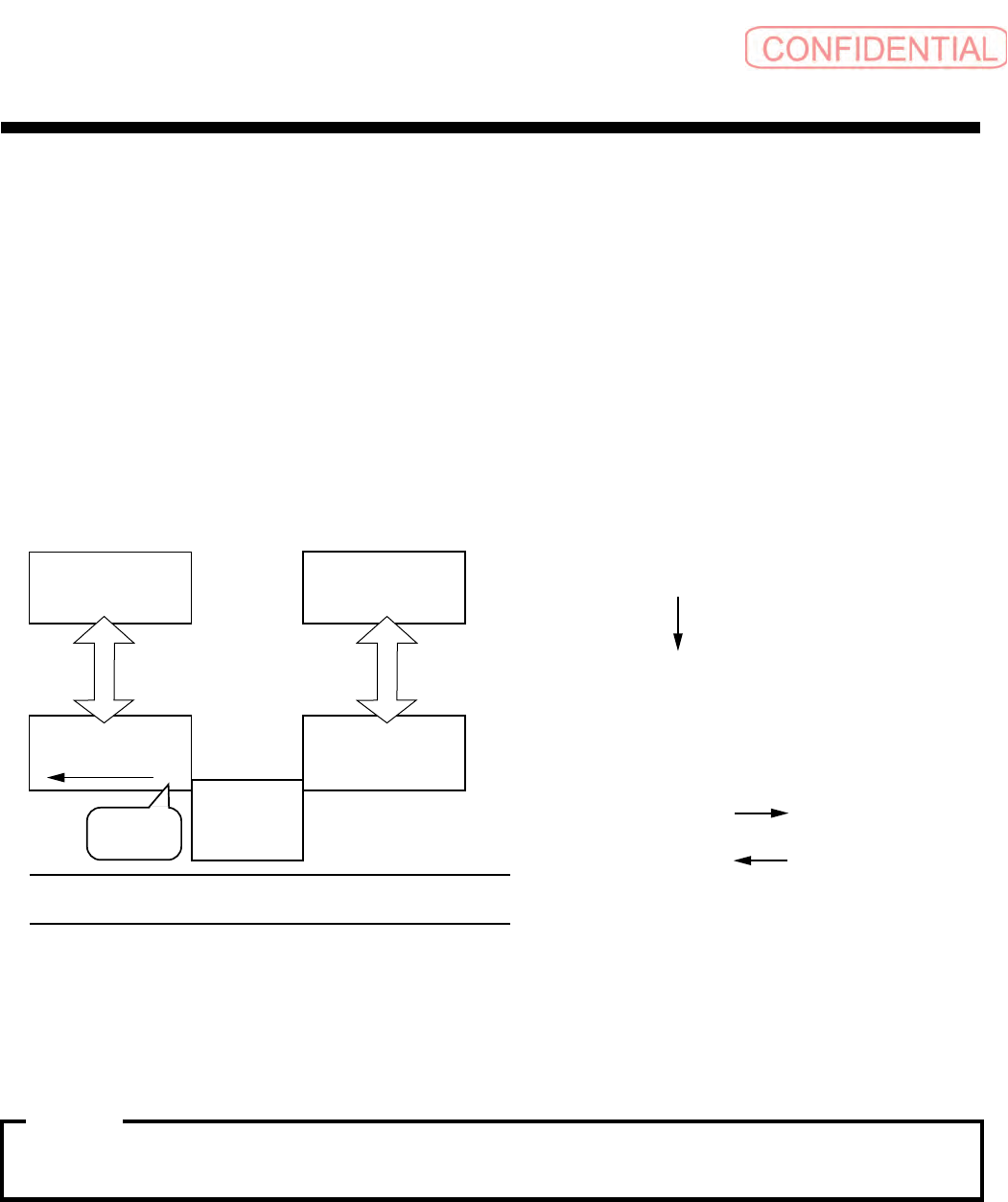
(4) 顺序形式:指定吸着时的动作顺序
0:吸嘴下降的同时打开启供料器的遮蔽器的通常操作 (重叠影像动作)
1:对于较高的零件,依开启遮蔽器→吸嘴下降→吸着→吸嘴上升→遮蔽器关闭的顺序
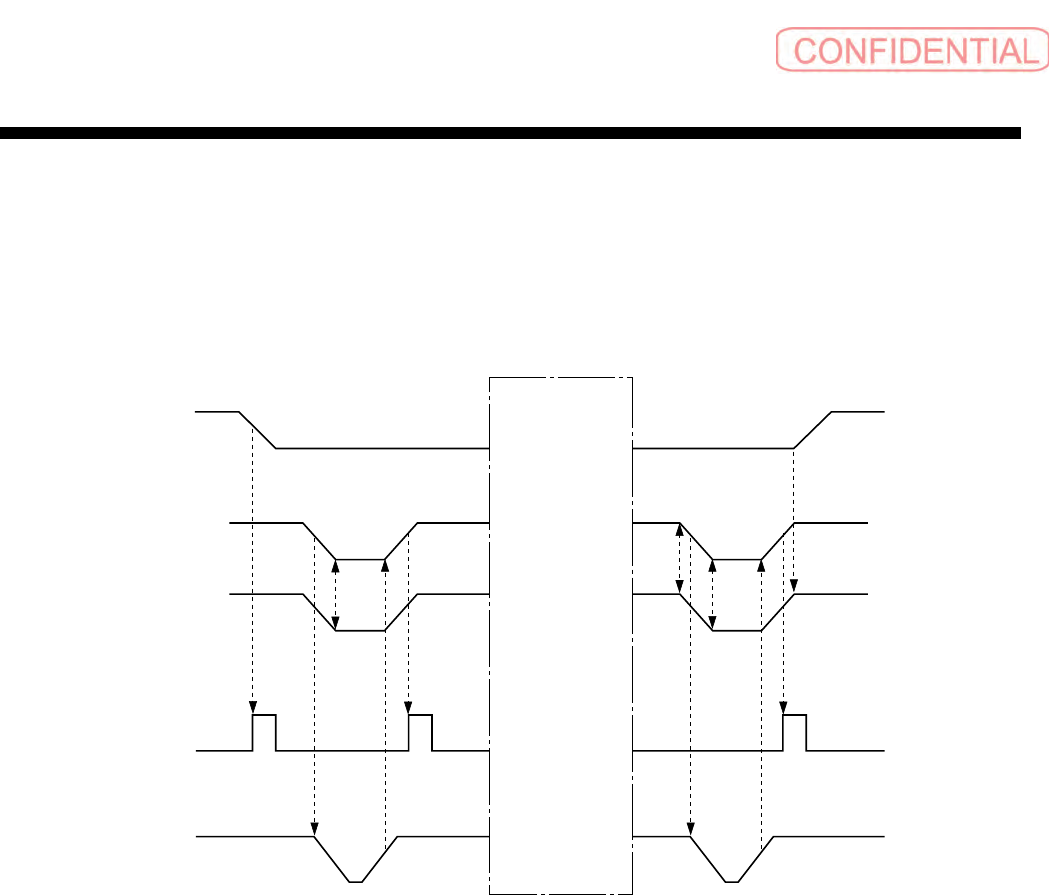
散装零件吸着时的一般动作 (重叠影像动作)如下图。
(5) 吸着开始时机:吸着时, 真空动作时机。
0
:吸着吸嘴下降前真空阀动作
1 : 吸着吸嘴下降后真空阀动作 ( 顺序形式仅为 1 时可设定 )
(6) 吸着停留时间:为确实吸着动作,在吸着位置 ( 下降位置 ) 停止的时间。
单位
: msec ( 顺序形式仅为 1 时可以设定 )
(7) 装着停留时间:为确实装着动作,在装着位置 ( 下降位置 ) 停止的时间。
单位
: msec
(8) 精度层级:对应装着时适用于必要高精度位置的零件。
0:一般精度
1 : 高精度
ON
OFF OFF
ON
OFF OFF
ON
OFF
停止 停止
下降下降
上升上升
关关
开开
关关
移动移动
前吹气 后吹气 后吹气
下降 上升 下降 上升
吸着 吸着
供料器
吸嘴
吹气
散装零件
遮蔽器
连续吸着
时,反复
操作左边
的顺序。
但是,无
前吹气仅
有后吹
气。
X 轴