SI-F130_操作说明.pdf - 第676页
手动控制器篇 5. 零件交换作业 5-6 SI-F130 条形码确认步骤 Ty p e C 图 5-4 否 是 否 否 否 否 是 是 是 是 读取空零件的条形码 读取空零件的序列码 读取新零件条形码 读取新零件的序列码 是正确的零 件 ID 吗? 零件 ID 不一致。 请准备正确的零件 。 是正确的序 列码吗? 不是序列码。 是正确的零件 ID 吗? 零件 ID 不一致。 请准备正确的零件。 是正确的序 列码吗? 不是序列码。 序列码…
手动控制器篇
5. 零件交换作业
SI-F130
5-5
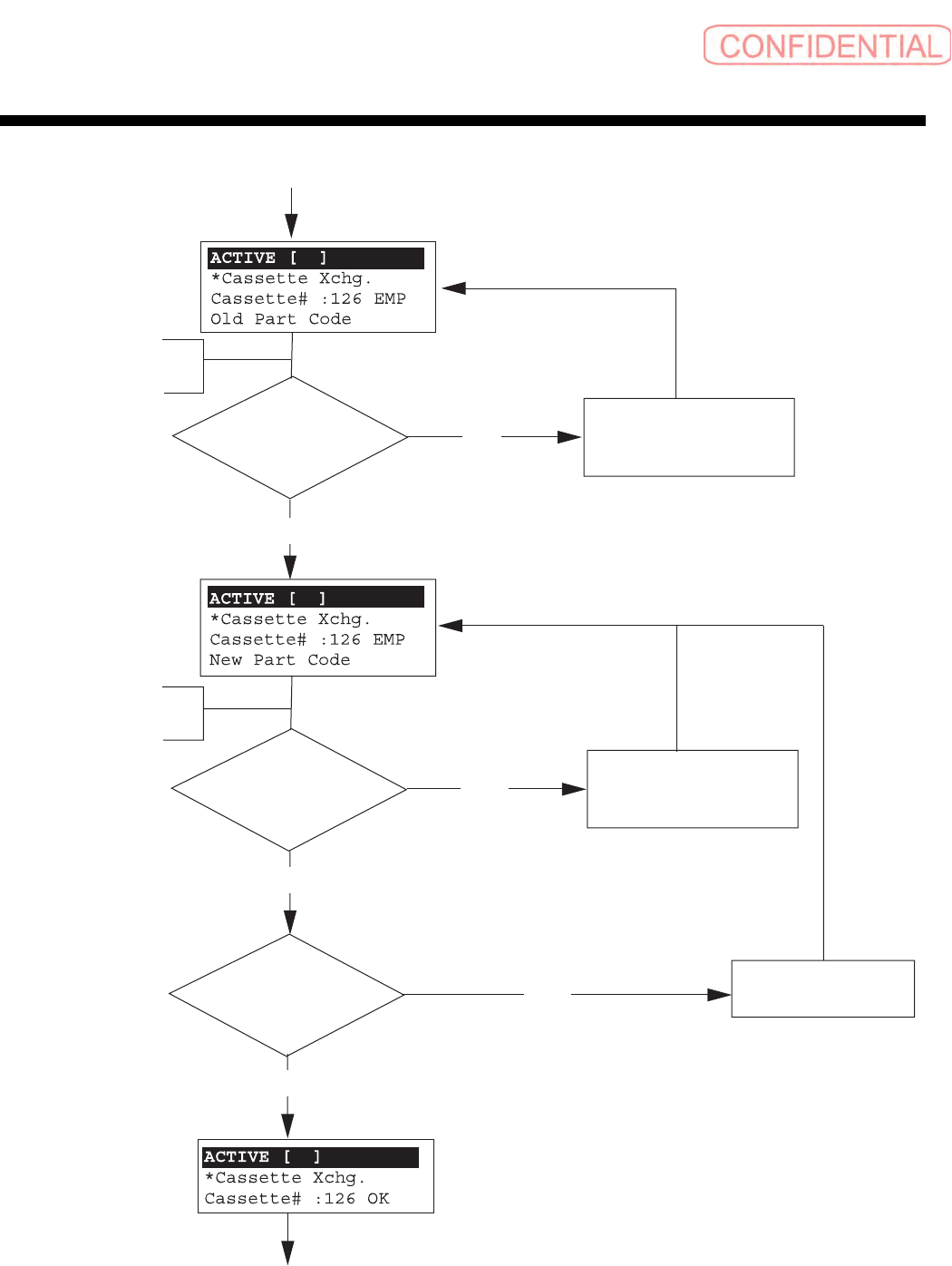
条形码确认步骤 Type B
图
5-3
是
否
否
否
是
是
读取空零件条形码
读取新零件条形码
是正确的零件
ID 吗?
零件
ID 不一致。
请准备正确的零件。
零件
ID 不一致。
请准备正确的零件。
是正确的零件
ID 吗?
任意号码改变
了吗?
任意号码相同。
手动控制器篇
5. 零件交换作业
5-6
SI-F130
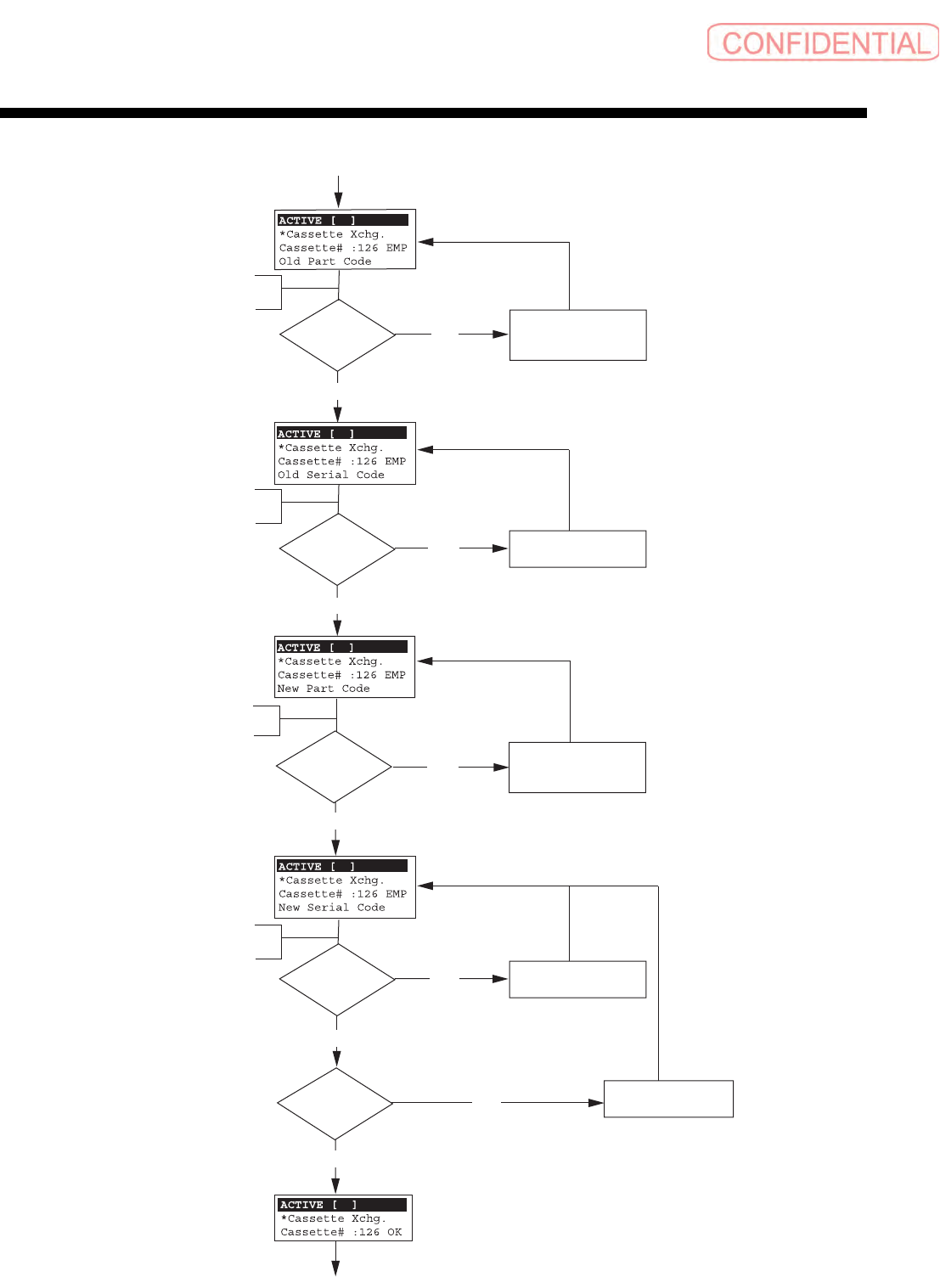
条形码确认步骤 Type C
图
5-4
否
是
否
否
否
否
是
是
是
是
读取空零件的条形码
读取空零件的序列码
读取新零件条形码
读取新零件的序列码
是正确的零
件 ID 吗?
零件 ID 不一致。
请准备正确的零件。
是正确的序
列码吗?
不是序列码。
是正确的零件
ID 吗?
零件
ID 不一致。
请准备正确的零件。
是正确的序
列码吗?
不是序列码。
序列码改变
了吗?
序列码相同。
手动控制器篇
5. 零件交换作业
SI-F130
5-7
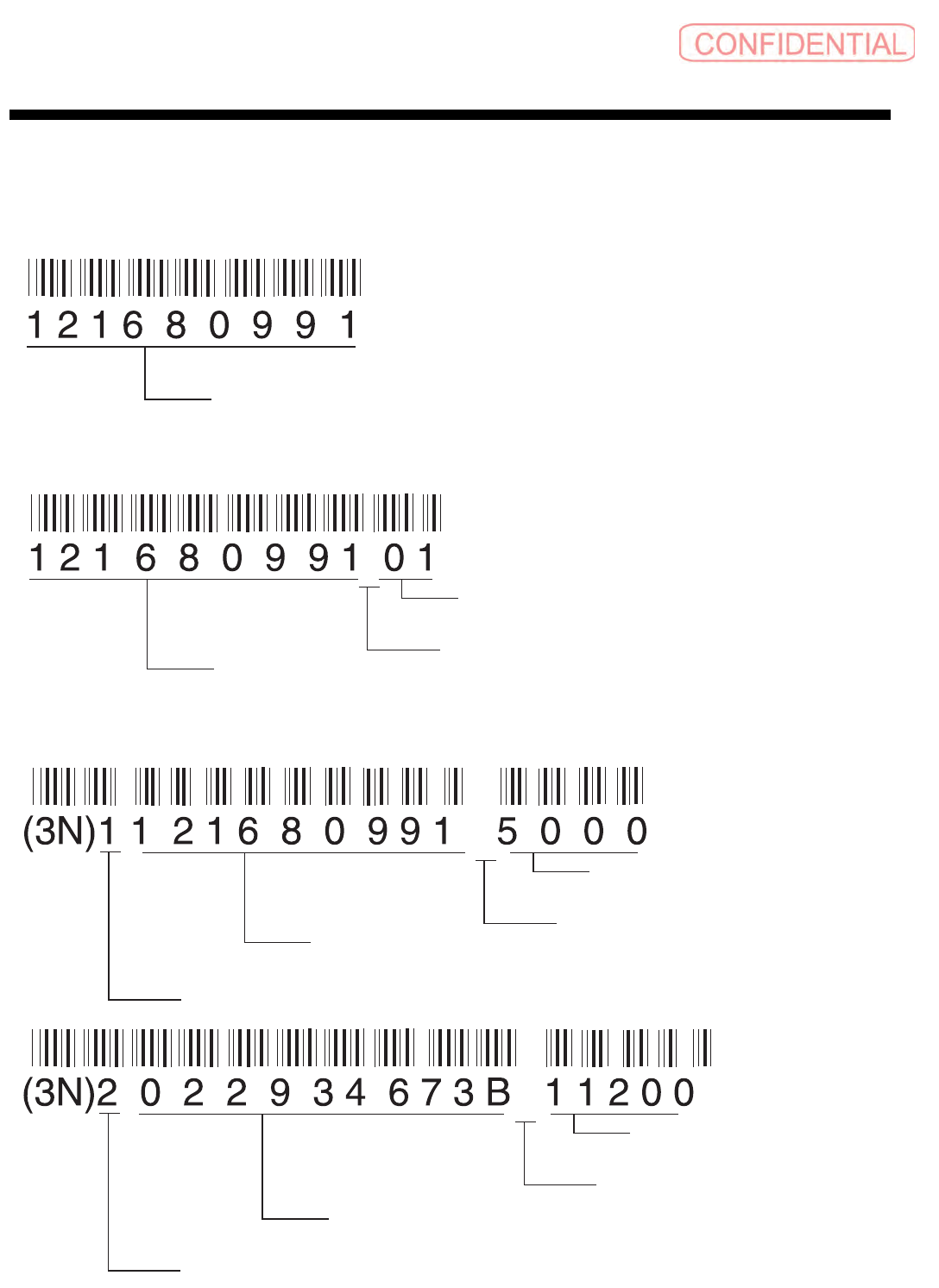
5.2.2 用条形码器读取号码的格式
条形码器规格请参照 [8.3 条形码读取器规格 ]。
·
Type A 的情况
图
5-5
· Type B 的情况
图
5-6
· Type C 的情况
图
5-7
※ 接受订货者号码是登录 EIAJ ( 日本电子机械工业会 ) 企业类别的号码
零件码(最大 12 位)
任意码
( 每个料卷带特有英文数字 )
空格
零件码(最大
12 位)
零件个数(不确认)
空格
零件码(最大
12 位)
显示零件码信息的识别号码“
1”( 固定 )
显示零件码信息的识别号码“2”( 固定 )
空格
序列码 ( 最大 12 位。全部确认 )
接受订货者号码
( 最大 6 位。不确认 )