SI-F130_操作说明.pdf - 第589页
手动控制器篇 手动控制器篇 手动控制器篇 手动控制器篇 1. 基本功能 SI-F130 1-3 (4) 条形码输入 手动控制器前端设有 条形码器,可以在自动生产 中执行零件更换时·机种切 换时使用。 · 零件交换作业时 读取操作者 ID 码、零件码等,防止作业中出现错误 。 · 机种切换时 使用条形码器读取机种 码,设定自动生产的机种文 件。 对经常生产的机种名称 以及与其对应的条形码进行 打印,并用手动控制器条形 码器读取此表 格,从…

手动控制器篇
手动控制器篇手动控制器篇
手动控制器篇
1. 基本功能
1-2
SI-F130
(2) 零件交换操作
当自动生产中发生零件缺料时,必须对发生零件缺料的供料器执行交换。这里的零件交换操作可
以使用手动控制器单独进行。另外,除了台车全体更换之外都可以使用条形码功能来确认更换的
供料器,所以能够实现可靠性较高的零件更换作业。
零件交换操作有以下
3 种方法:
· 供料器交换
仅交换出现零件缺料的供料器。即使使用选配的台车时也不用将台车从
SI-F130 上拆卸下
来,仅需在
SI-F130 停止时就可以交换供料器。
· 台车供料器交换
将台车从
SI-F130 上拆卸下来,交换该台车上的供料器的方法。在操作面板中 自動生產 ( 自
动生产
) 菜单→ 動作設定 ( 动作设定 ) 画面中将 台車交替 ( 台车交替 ) 设定为 開啟 ( 开启 )
的运转模式下,可以进行不取零件一侧台车供料器的交换作业。
· 台车全体交换
将台车从
SI-F130 上拆卸下来,与其它搭载不缺料的供料器台车进行交换的方法。
无法使用条形码来确认零件。
(3) 手动操作
通过手动操作可以单独对
SI-F130 各装置进行操作。
在
手動操作 ( 手动操作 ) 菜单中可以执行如下操作:
· 轴操作
可以进行吸嘴上下移动
(H 轴 )、同回转 (RN 轴 )、吸嘴头和相机拍摄画像中心前后·左右移
动
(X 轴、 Y 轴 )、吸嘴头回转 (RT 轴 )、前后供料器操作的各动作。
· 零件供给部操作
对
SI-F130 前后零件供给部的台车执行操作。
· 基板搬送部操作
可以执行基板搬送输送带的动作、基板移动的操作。
·输入
/ 输出操作
对输入
/ 输出信号的状态执行显示·操作 ( 仅针对输出信号 )。

手动控制器篇
手动控制器篇手动控制器篇
手动控制器篇
1. 基本功能
SI-F130
1-3
(4) 条形码输入
手动控制器前端设有条形码器,可以在自动生产中执行零件更换时·机种切换时使用。
· 零件交换作业时
读取操作者
ID 码、零件码等,防止作业中出现错误。
· 机种切换时
使用条形码器读取机种码,设定自动生产的机种文件。
对经常生产的机种名称以及与其对应的条形码进行打印,并用手动控制器条形码器读取此表
格,从而可以指定机种切换。
手动控制器篇
1. 基本功能
1-4
SI-F130
1.2 关于控制权
[ 操作功能 ]
SI-F130
除了主要操作装置──操作面板之外还有可选配的手动控制器。当存在多个操作装置
时,对于重要操作项目,不允许同时使用多个操作装置来操作
SI-F130。也就是说,在这些操
作装置之中,仅能有一个操作装置具有控制权,没有控制权的其它装置不能用来进行操作。
一般情况下,操作面板具有控制权。如果使用其它操作装置开始操作,首先要取得控制权,并且
操作结束时要将控制权返还给操作面板。
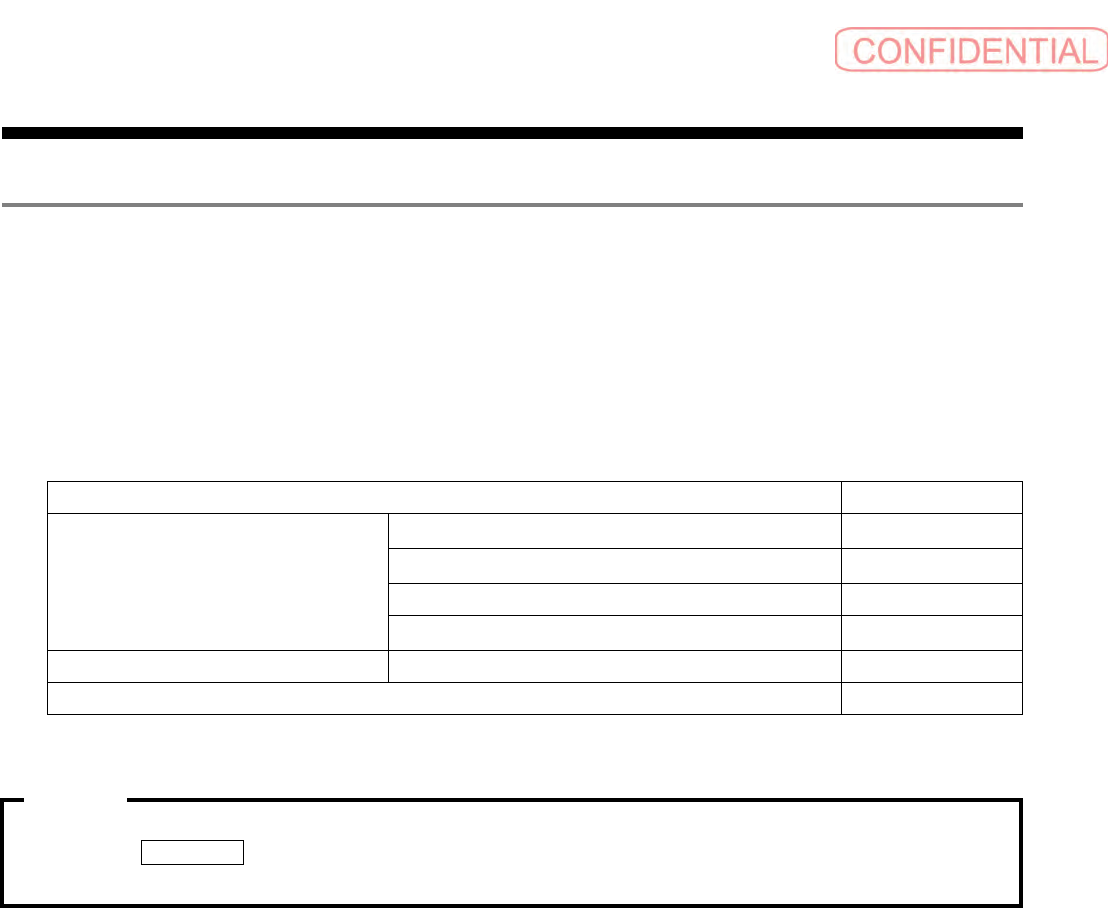
下表是表示对于手动控制器操作内容控制权的需要·不需要。
表
1-1
当
SI-F130
处于连接状态
(
线上
)
时,通过手动控制器进行控制权取得操作,即使不按操作
面板上的
ONLINE
钮也会自动地切换到线上状态。另外,执行控制权返还操作,会自动返回
至线上状态。
操作内容 控制权
自动生产 生产开始 :START 需要
生产停止 :STOP 不需要
零件交换开始 需要
零件交换结束 ( 与开始时相同的操作装置 ) 需要
手动操作 总体操作 需要
原点回复操作 需要
注意 :