SI-F130_操作说明.pdf - 第590页
手动控制器篇 1. 基本功能 1-4 SI-F130 1.2 关于控 制权 [ 操作功能 ] SI-F130 除了主要操作装置 ──操作面板之外还有可选 配的手动控制器。当存在多 个操作装置 时,对于重要操作 项目,不允许同时使用多个 操作装置来操作 SI-F130 。也就是说,在这些操 作装置之中,仅能 有一个操作装置具有控制权 ,没有控制权的其它装置不 能用来进行操作。 一般情况下,操作 面板具有控制权。如果使用 其它操作装置开始操…

手动控制器篇
手动控制器篇手动控制器篇
手动控制器篇
1. 基本功能
SI-F130
1-3
(4) 条形码输入
手动控制器前端设有条形码器,可以在自动生产中执行零件更换时·机种切换时使用。
· 零件交换作业时
读取操作者
ID 码、零件码等,防止作业中出现错误。
· 机种切换时
使用条形码器读取机种码,设定自动生产的机种文件。
对经常生产的机种名称以及与其对应的条形码进行打印,并用手动控制器条形码器读取此表
格,从而可以指定机种切换。
手动控制器篇
1. 基本功能
1-4
SI-F130
1.2 关于控制权
[ 操作功能 ]
SI-F130
除了主要操作装置──操作面板之外还有可选配的手动控制器。当存在多个操作装置
时,对于重要操作项目,不允许同时使用多个操作装置来操作
SI-F130。也就是说,在这些操
作装置之中,仅能有一个操作装置具有控制权,没有控制权的其它装置不能用来进行操作。
一般情况下,操作面板具有控制权。如果使用其它操作装置开始操作,首先要取得控制权,并且
操作结束时要将控制权返还给操作面板。
下表是表示对于手动控制器操作内容控制权的需要·不需要。
表
1-1
当
SI-F130
处于连接状态
(
线上
)
时,通过手动控制器进行控制权取得操作,即使不按操作
面板上的
ONLINE
钮也会自动地切换到线上状态。另外,执行控制权返还操作,会自动返回
至线上状态。
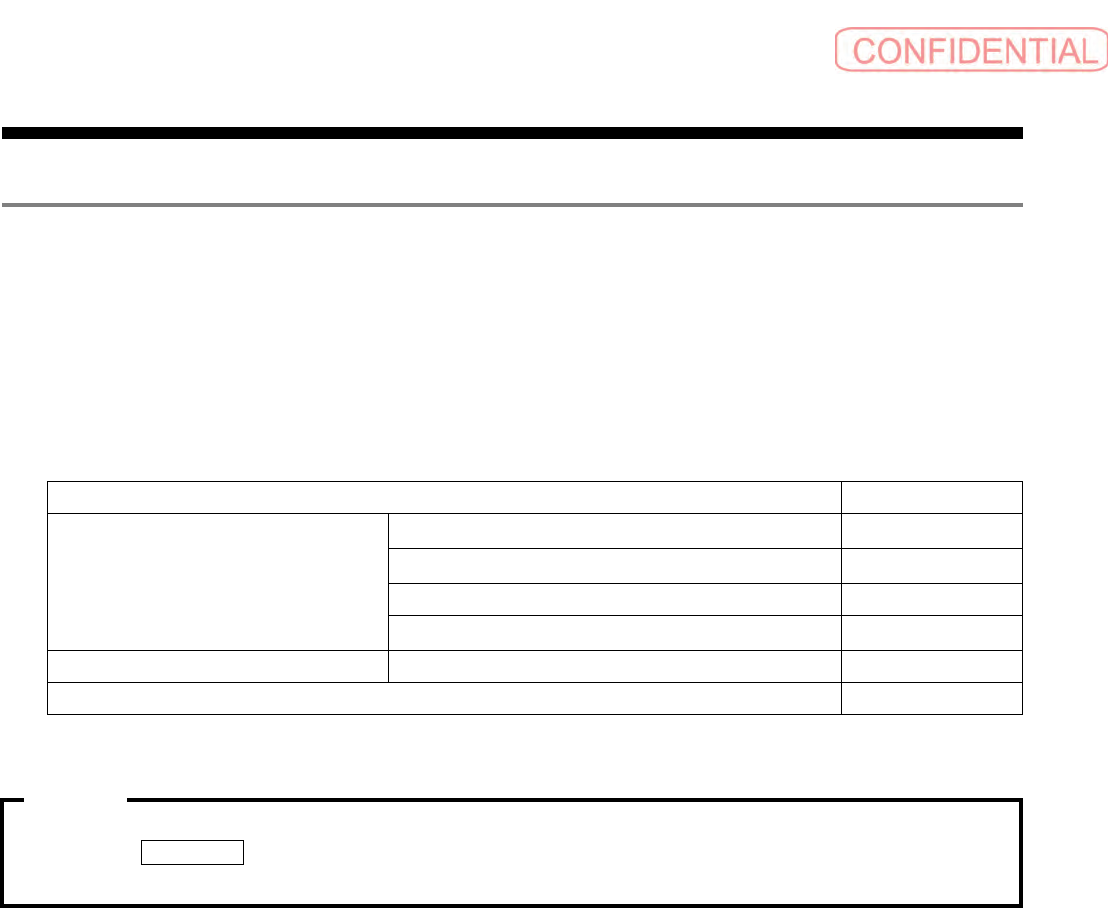
操作内容 控制权
自动生产 生产开始 :START 需要
生产停止 :STOP 不需要
零件交换开始 需要
零件交换结束 ( 与开始时相同的操作装置 ) 需要
手动操作 总体操作 需要
原点回复操作 需要
注意 :
手动控制器篇
手动控制器篇手动控制器篇
手动控制器篇
1. 基本功能
SI-F130
1-5
[ 操作顺序
操作顺序操作顺序
操作顺序 ]
(1)
手动控制器获取控制权的顺序
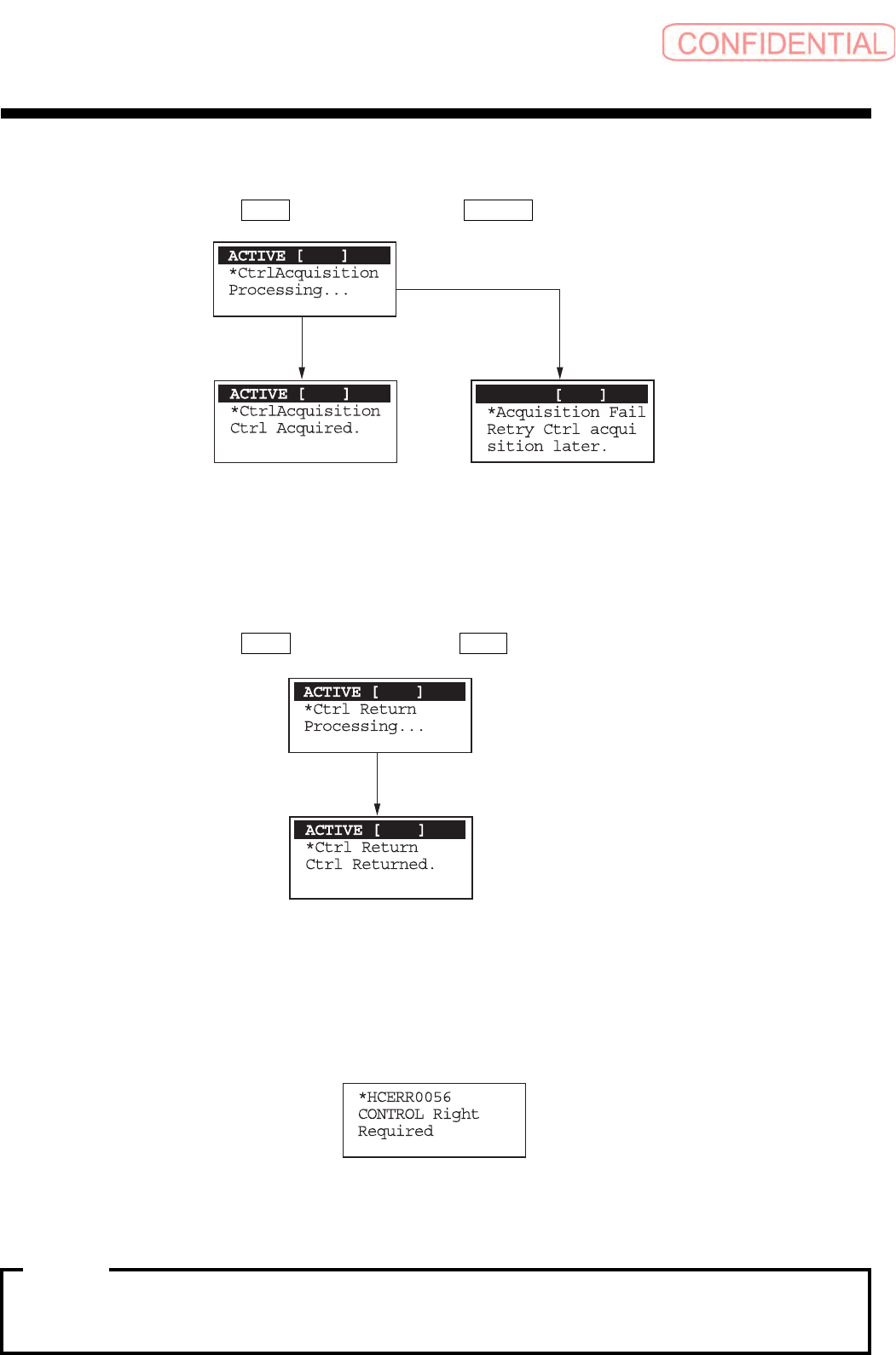
按下手动控制器侧面的
TRG 钮,同时按表面的 ACTV 钮。显示以下的画面。
图
1-1
如果显示左侧画面,在手动控制器中移动控制权,画面上部的确认 LED 亮灯。
如果显示右侧画面,表示手动控制器控制权取得失败。请重新进行取得操作。
(2) 将控制权从手动控制器返还给操作面板的顺序
按下手动控制器侧面的
TRG 钮,同时按表面的 END 钮。显示以下的画面。
图
1-2
从手动控制器向操作面板的控制权返还操作结束。
(3) 针对需要控制权的操作的显示
用手动控制器进行不取得控制权而需要控制权的操作时,显示以下的画面。
图
1-3
为了获取控制权请按照上面的 「(1) 手動控制器獲取控制權之順序」 ((1) 手动控制器获取控制
权的顺序
) 进行控制权取得。
互锁
OFF
时控制权的移动
在互锁为
OFF
状态下进行控制权取得或者返还操作时,
SI-F130
本体的蜂鸣器鸣响大约
1
秒
钟。
获取失败时
获取成功时
1 秒钟显示1 秒钟显示
1 秒钟显示
注意
注意注意
注意 :