NXT2机械手册.pdf - 第182页
5. 基本操作 QD145-13 158 NXT II 机械手册 7. 请握住模组的手柄,慢慢地将模组拉出到 阻停块的位置。 8. V12 工作头使用附带元件侧面识别功能的 工作头, 在将搬运轨道的最大宽度指定为 230mm 以下进行运用时, 请移动到贴装工作头的位置。 (详细 请参考 「5.8 贴装工作头的拆除 / 安装」 ) 9. 请从贴装工作头上拆下导线插头 。V12 工作头时,请按照插头 1、插头 2、插头 3 的顺序 进行拆除…
QD145-13 5. 基本操作
NXT II 机械手册 157
5.8.2 拆除方法
贴装工作头和吸嘴置放台使用相互对应的型号和组合。
1. 停止模组的运转,使其处于 START 等待状态。
2. 按下操作面板的 「MANUAL」按钮。显示出手动指令。
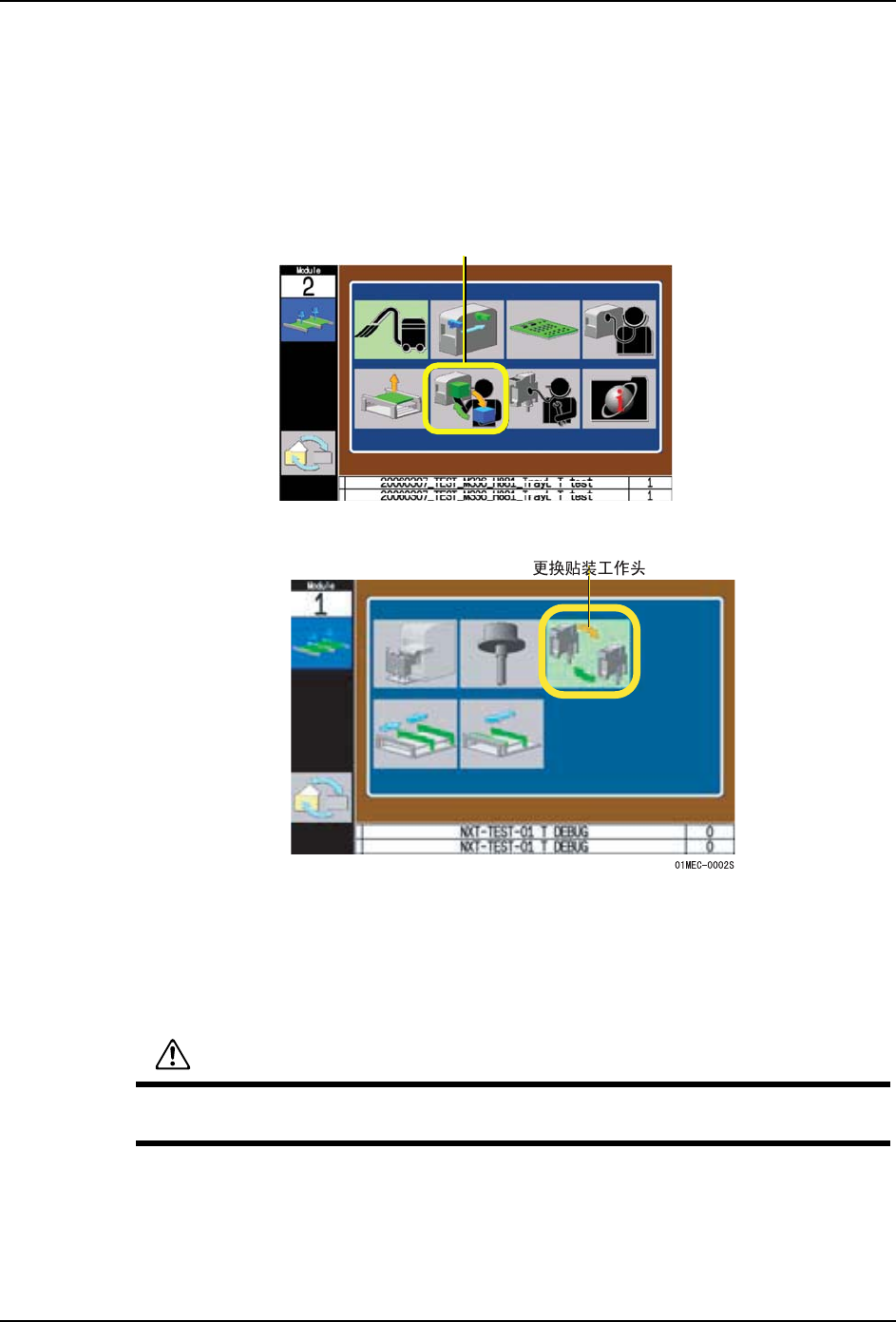
3. 使用箭头键,选择更换单元示意图。按下 「OK」按钮。
4. 使用箭头键,选择更换贴装头示意图。按下 OK 按键。
5. 按下 START 按钮后,贴装工作头移动到更换位置, 贴装工作头的电源被切断。
备注 )在模组上搭载有料盘单元 -L 时,此时显示出拆除料盘单元的向导画面。
6. 在确认模组前侧是否有障碍物以后按下 「OK」按钮。夹紧被解除后,模组自动向前移动
一些距离。
备注 )模组没有被松开时,请依据所显示的信息调查原因。在 M3-2 模组上,可以考虑是 XS
轴的位置不正确 ( 突入相邻的模组内 ) 等原因。
6<66
ᤶऩܗ
注意
按下 「OK」按钮后,模组主体会向己方前进几厘米。请注意不要碰到身体或其他障碍
物。
5. 基本操作 QD145-13
158 NXT II 机械手册
7. 请握住模组的手柄,慢慢地将模组拉出到阻停块的位置。
8. V12 工作头使用附带元件侧面识别功能的工作头,在将搬运轨道的最大宽度指定为 230mm
以下进行运用时,请移动到贴装工作头的位置。(详细请参考 「5.8 贴装工作头的拆除 /
安装」)
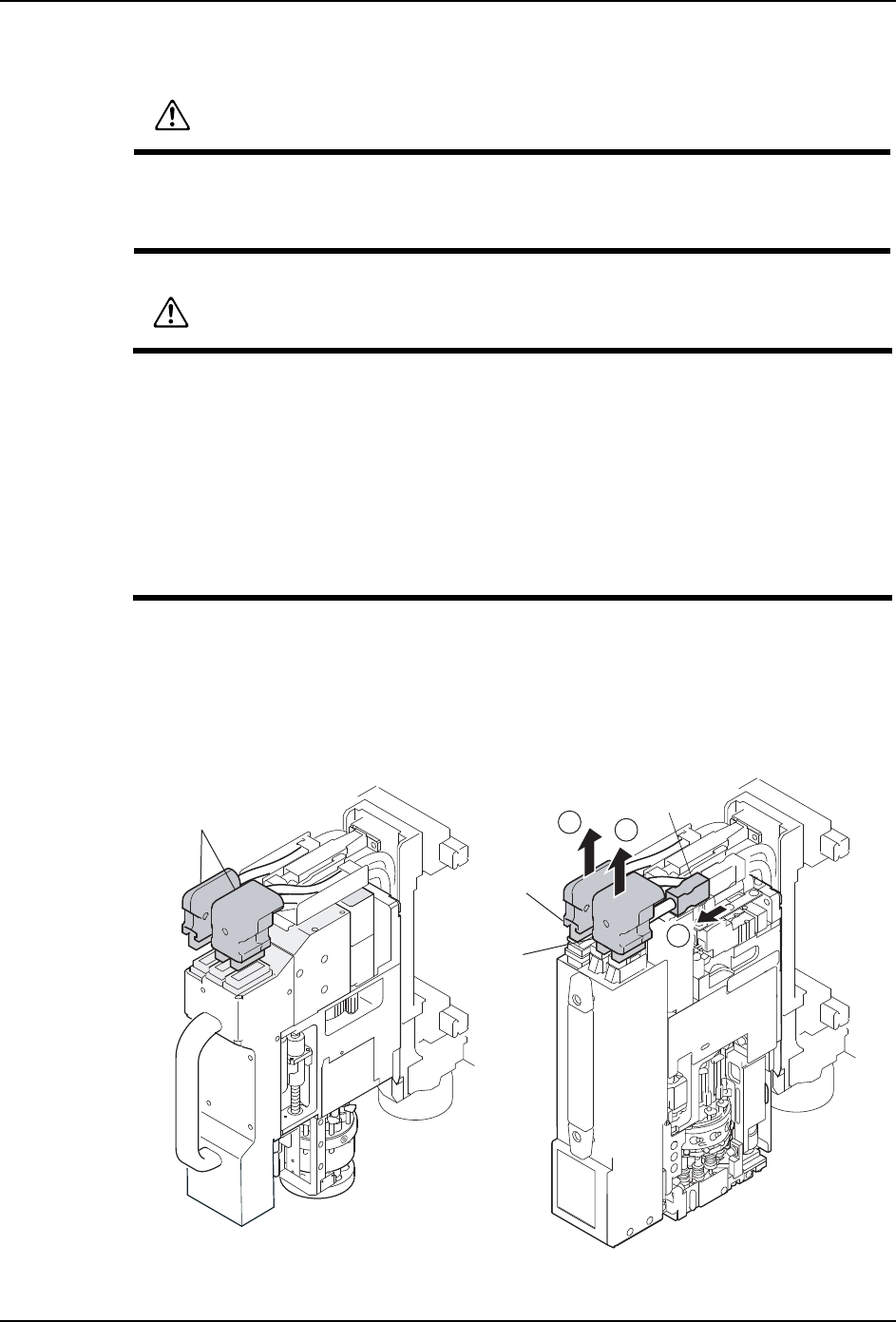
9. 请从贴装工作头上拆下导线插头。V12 工作头时,请按照插头 1、插头 2、插头 3 的顺序
进行拆除。
警告
在将几台模组处于半拉出的状态时,可以拉出的模组台数有限制 (在 4M-2 基座上 M3-
2 的模组到 2 台为止)。
当超出限制台数拉出模组时,机器整体会向前倾斜,有可能受到打击等伤害。
注意
请不要将手指放入到模组侧面的侧盖板和基座的空隙中。拉出模组时,有可能夹住手
指。
拉出 / 插入模组时,请不要强行拉出或压入而撞到停止块上。请慢慢地移动。有可能
导致机器的安装位置偏移。
在料盘单元 -M、料盘供料器、部件排出搬运轨道安装的状态下,进行拉出 / 插入模组
的时候,请慢慢地移动,操作后请确认元件的状态。有元件偏移或从料盘飞出的可能
性。
01MEC-0838S
ᦦ༈
ᦦ༈
9Ꮉ༈!
ᦦ༈
ᦦ༈
QD145-13 5. 基本操作
NXT II 机械手册 159
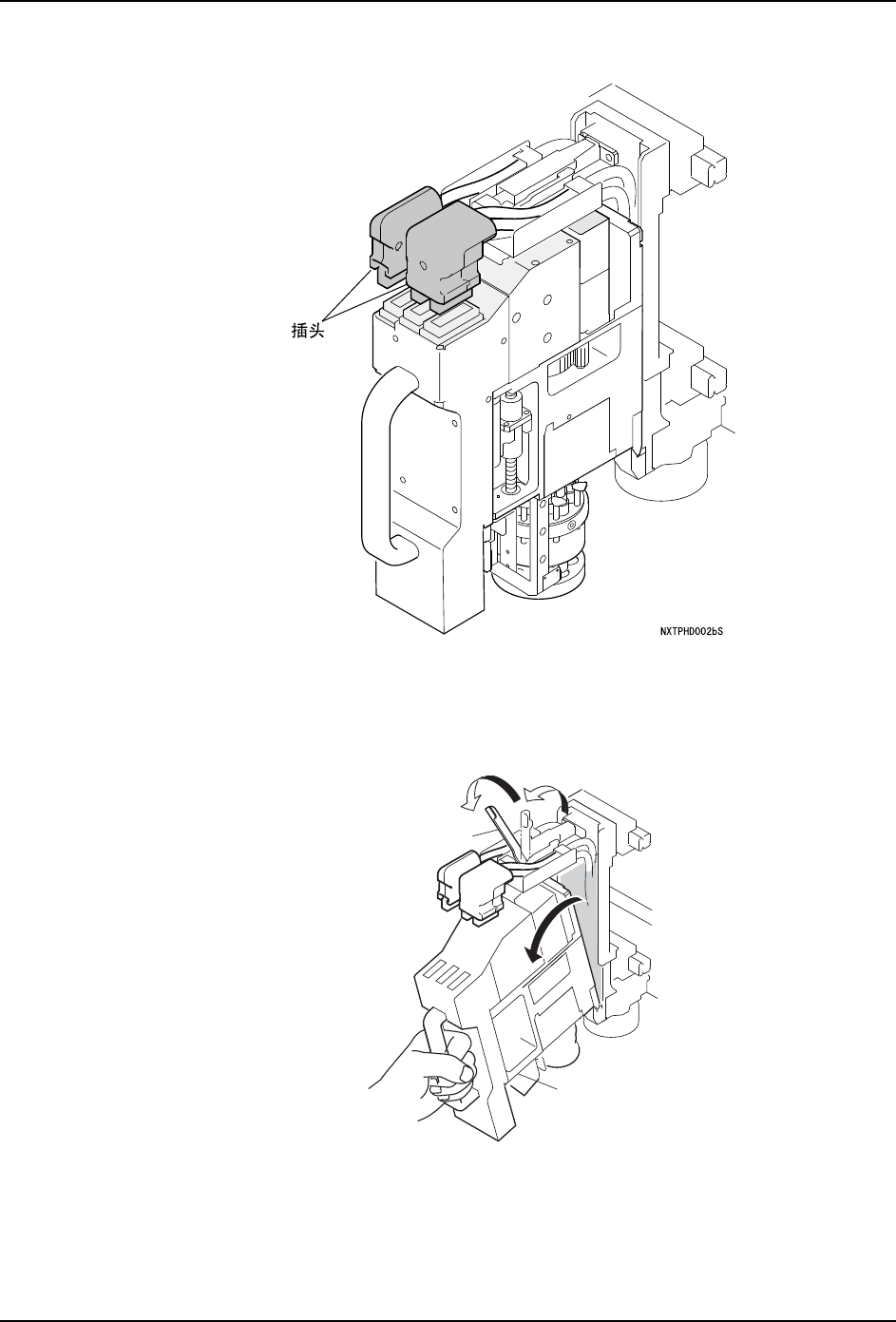
10.从贴装工作头上拆下导线插头。
11.抓住贴装工作头的手柄。拉起拉杆并向左倾倒。把贴装工作头向己方拉出,从吸嘴头上
卸下。
备注 )有时因残留在贴装工作头内部的真空而使工作头和吸嘴头较难脱离。此时,请将工作
头向上方稍微滑动一些后放掉真空。
备注 )请把卸下的工作头安装在选项的工作头维修台上,或者不要使吸嘴弯曲横放在操作台
上。
1;73+'6E
ᢝᴚ
䌈㺙Ꮉ༈