NXT2机械手册.pdf - 第434页
7. 消耗品的更换 QD145-13 410 NXT II 机械手册 7.28.2 准备的物品 A 型的时候 B 型的时候 治具 ( 选项 ) 刀刃对齐调整用 治具 AA3HT* * 油灰 工具 六角扳手套件 一字型螺丝刀 榔头 ( 铜或者橡胶制品 ) 其他 秤 塞尺 ( 间隙量规 ) 厚 0.02mm 、0.06mm 手套 ( 橡胶及布制 ) 脱脂剂 治具 ( 选项 ) 刀刃对齐调整用治具 AA3HT** 垫片 0.02mm 2M K…
QD145-13 7. 消耗品的更换
NXT II 机械手册 409
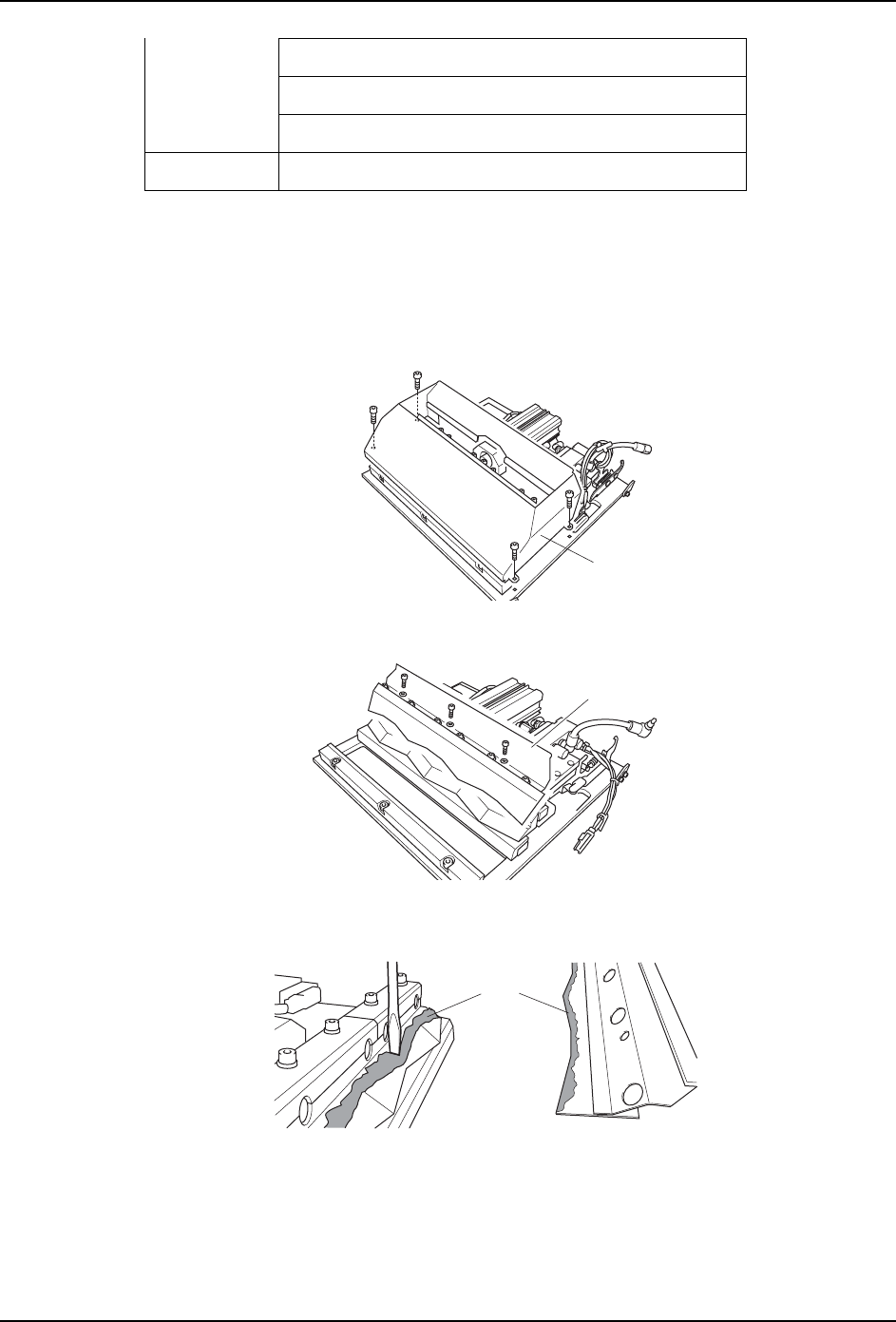
7.28 废料带处理单元的可动刀刃的更换
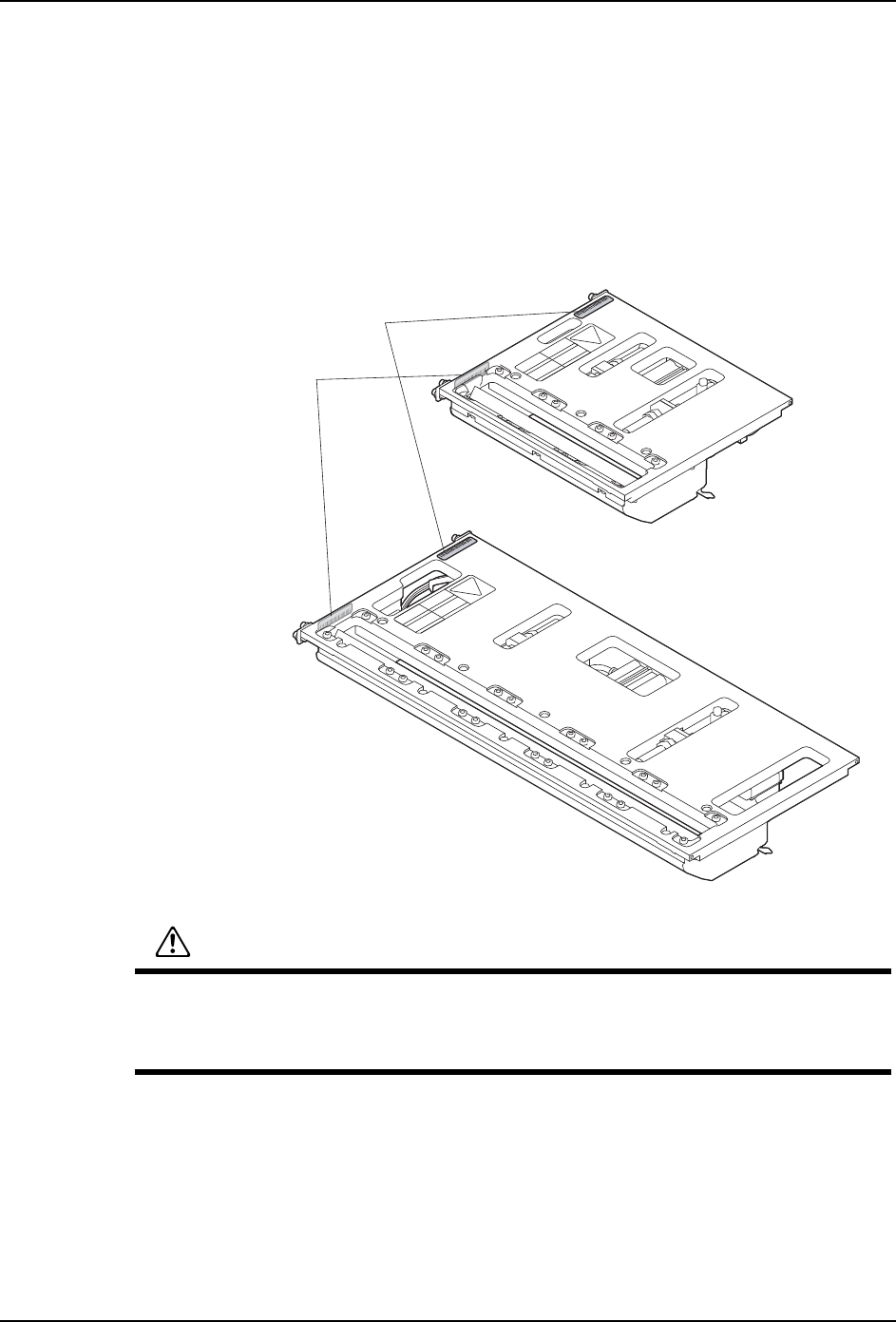
在废料带处理单元上有A型和B型2种,根据销售时期而不同。要区分2种废料带单元时,
请参考粘贴在背面或者侧面的条形码上记载的单元识别记号。
备注 )A 型的条形码粘纸贴在背面。B 型根据贩卖时期不同,有贴在背面和侧面。
·A 型单元的种类识别记号:M3-2 用 TCM3A、M6-2 用 TCM6A
·B 型单元的种类识别记号:M3-2 用 TCM3B、M6-2 用 TCM6B
7.28.1 更换时期
在可动刀刃残缺、刀口变钝等需要更换的时候。
01MEC-0981Sa
M3-2⫼
M6-2⫼
ᴵᔶⷕ㉬㒌
˄㚠䴶ⱘ㉬䌈ԡ㕂˅
ᴵᔶⷕ㉬㒌
˄ջ䴶ⱘ㉬䌈ԡ㕂˅
警告
请别拔把手指等放入废料带处理单元的开口部,有受伤的可能。
除去调整间隙时,操作中请在可动刀刃和固定刀刃之间放入胶纸带等。因为有可能受
伤。
7. 消耗品的更换 QD145-13
410 NXT II 机械手册
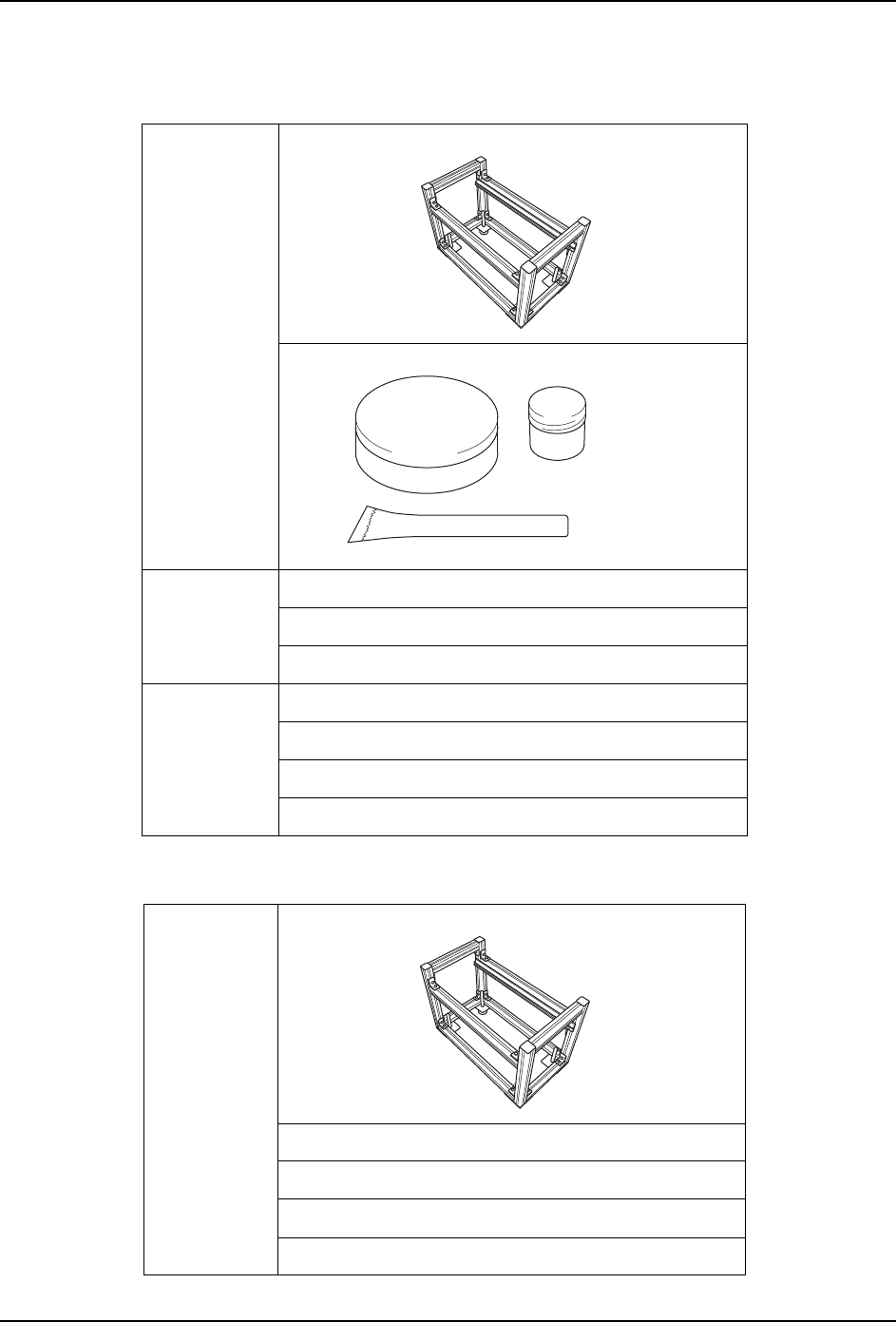
7.28.2 准备的物品
A 型的时候
B 型的时候
治具 ( 选项 ) 刀刃对齐调整用治具 AA3HT**
油灰
工具 六角扳手套件
一字型螺丝刀
榔头 ( 铜或者橡胶制品 )
其他 秤
塞尺 ( 间隙量规 ) 厚 0.02mm、0.06mm
手套 ( 橡胶及布制 )
脱脂剂
治具 ( 选项 ) 刀刃对齐调整用治具 AA3HT**
垫片 0.02mm 2MKGKPK0021
垫片 0.05mm 2MKGKPK0022
垫片 0.08mm 2MKGKPK0023
垫片 0.10mm 2MKGKPK0024
01MEC-0592
0(&6
ো6%
⎆ࠖ
⹀࣪ࠖ
ࠂߔ
01MEC-0592