NXT2机械手册.pdf - 第533页
QD145-13 9. 测定和调整 NXT II 机械手册 509 9.1.4 双搬运轨道搭载机的支撑板配置 双搬运轨道的时候, 请根据通道 1 支撑板的种类和测量的通道变 更支撑板的配置。 ( 配置变 更的详细内容,参考 「5.1 0 支撑板的更换 〈双搬运轨道的靠 前生产时〉 」 。) 如果使用通道 1 用的标准支撑板 请与通常的生产一样配置支撑板 。通道 1、通道 2 都可以测定 PAM。 备注 )如果用通道 1 测定 PAM 的…
9. 测定和调整 QD145-13
508 NXT II 机械手册
搭载单搬运轨道、双搬运轨道机器用 Job (软件 V5.11 以前的时候)
备注 )测定 H02、H04(S)、G04 工作头时的贴装数为 64 个。只有 32 个玻璃元件的时候,必要
的贴装数不足。请分割样品 Job 的贴装顺序,创建各贴装 32 个的 Job。请将 Job 分为 2
个,获取必要的贴装数的数据。
搭载三搬运轨道机器用 Job
备注 )在使用三搬运轨道搭载机的玻璃元件的测定中,1 次的测定点数是 32 点。H02 工作头
是 64 点,H04(S)、G04 工作头需要 128 测定点数,请测量 H02 工作头 2 次,H04(S)、
G04 工作头 4 次。
关于 H02、H04、H04(S)、G04 工作头的 Job,准备了与需要要的测定次数相同数量的
Job。请按照 Job 名的 「*」标记所表示的数字的顺序切换、测定 Job。
9.1.3 机上 PAM 的限制事项
测定时有以下的限制。
·不对应双通道的 PAM。在通道 1、通道 2 上都有 Job 时,以通道 1 为优先。要在通
道 2 测定的时候,请仅仅传送通道 2 的 Job。
·在通道 2 侧进行玻璃元件测定时,吸取处请只用治具面前的 32 地方。
·在操作画面上表示的测定结果上显示为 "NaN" 时,有可能发生影像处理异常。在
结果文件中存在 "NaN" 时,请仅将其数据设定为无效。
工作头种类 样品 Job
H01 PAM_H01_Glass_Shuffle_ver4_S~GM6×2~4.JOB
H02 PAM_H02_Glass_Shuffle_ver4_S~GM6×2~4.JOB
H04 PAM_H04_Glass_Shuffle_ver4_S~GM6×2~4.JOB
H04S PAM_H04S_Glass_Shuffle_ver4_S~GM6×2~4.JOB
G04 PAM_G04_Glass_Shuffle_ver4_S~GM6×2~4.JOB
OF PAM_OF_Glass_Shuffle_ver4_S~GM6×2~4.JOB
H08 PAM_H08_1005_ver4_S~GM6×2~4.JOB
H12(S)、H12HS PAM_H12S_1005_ver4_S~GM6×2~4.JOB
工作头 样品 Job
H01 RL2_TFM-PAM_H01_7mmGlass_shuffle_ver6_S~GM3×4~4.JOB
H02 RL2_TFM-PAM_H02_7mmGlass_shuffle_*_ver6_S~GM3×4~4.JOB
H04 RL_TFM-PAM_H04_7mmGlass_shuffle_*_ver6_S~GM3×4~4.JOB
H04S RL_TFM-PAM_H04S_7mmGlass_shuffle_*_ver6_S~GM3×4~4.JOB
G04 RL_TFM-PAM_G04_7mmGlass_shuffle_*_ver6_S~GM3×4~4.JOB
H08 TFM-PAM_H08_1005_ver4_S~GM3×4~4.JOB
H12(S) TFM-PAM_H12S_1005_ver4_S~GM3×4~4.JOB
H12HS TFM-PAM_H12HS_1005_ver4_S~GM3×4~4.JOB
QD145-13 9. 测定和调整
NXT II 机械手册 509
9.1.4 双搬运轨道搭载机的支撑板配置
双搬运轨道的时候,请根据通道 1 支撑板的种类和测量的通道变更支撑板的配置。( 配置变
更的详细内容,参考 「5.10 支撑板的更换 〈双搬运轨道的靠前生产时〉」。)
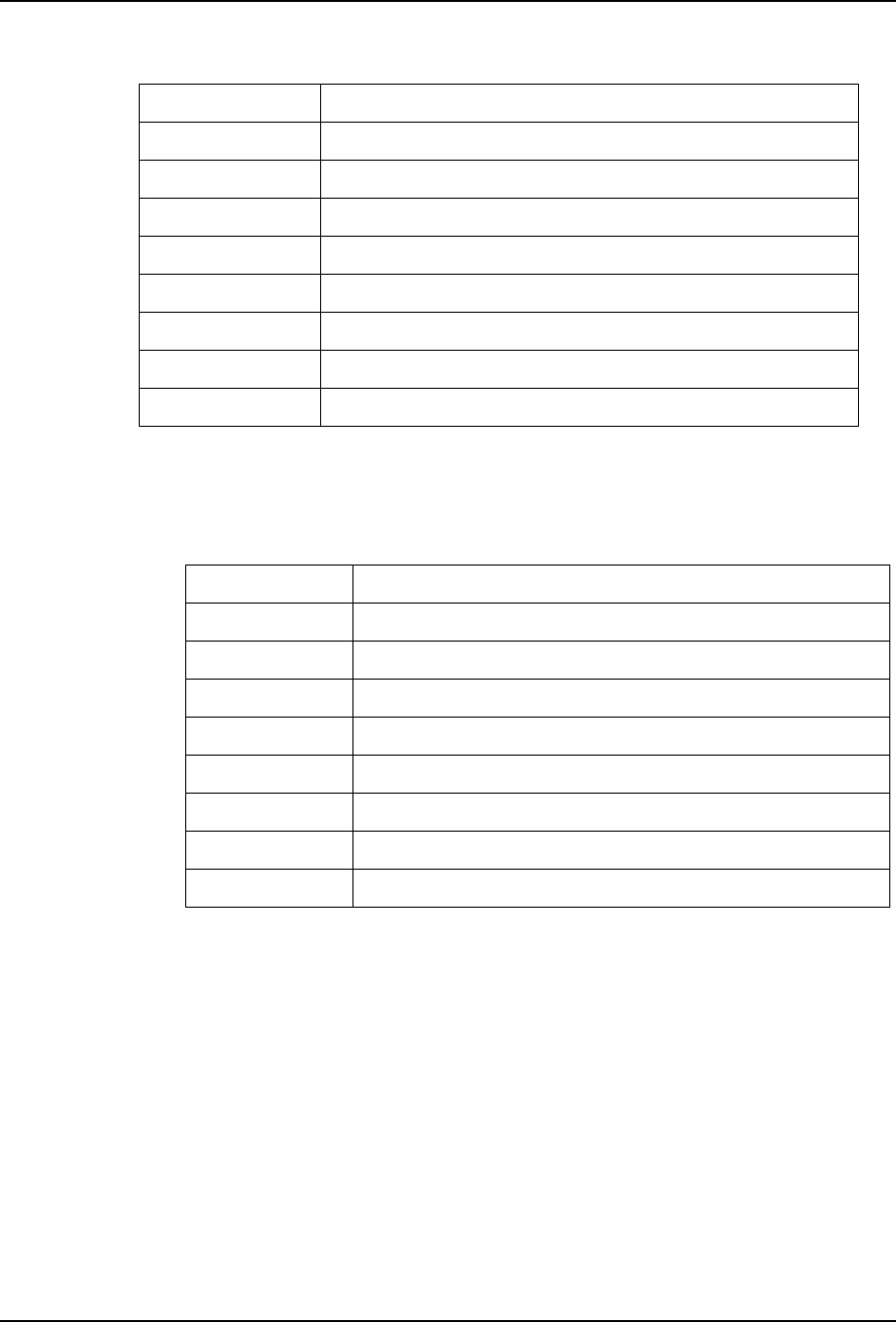
如果使用通道 1 用的标准支撑板
请与通常的生产一样配置支撑板。通道 1、通道 2 都可以测定 PAM。
备注 )如果用通道 1 测定 PAM 的时候,通道 2 也做夹紧动作。
如果使用靠前生产用的支撑板,在通道 1 进行 PAM 测定的时候
请把通道 2 支撑板靠近通道 1 侧。
如果使用靠前生产用的支撑板,在通道 2 进行 PAM 测定的时候
请把通道 2 支撑板滑向后方。请把支撑板前端与支撑板下的平板端面附近对齐。
01MEC-0629S
M6-2㒘
280
280
M3-2㒘
280
280
䗮䘧⫼
䗮䘧⫼
ᷛޚ
01MEC-0630S
280
280
280
280
M6-2㒘
M3-2㒘
䗮䘧⫼
䗮䘧⫼
䴴ࠡ⫳ѻ
0(&6
M6-2㒘
M3-2㒘
䗮䘧⫼
䗮䘧⫼
䴴ࠡ⫳ѻ
9. 测定和调整 QD145-13
510 NXT II 机械手册
9.1.5 测定的准备 (软件版本 V5.11 以后的时候)
在单 · 双搬运轨道上测定 H01、H02、H04(S)、H08M、G04、OF 工作头时
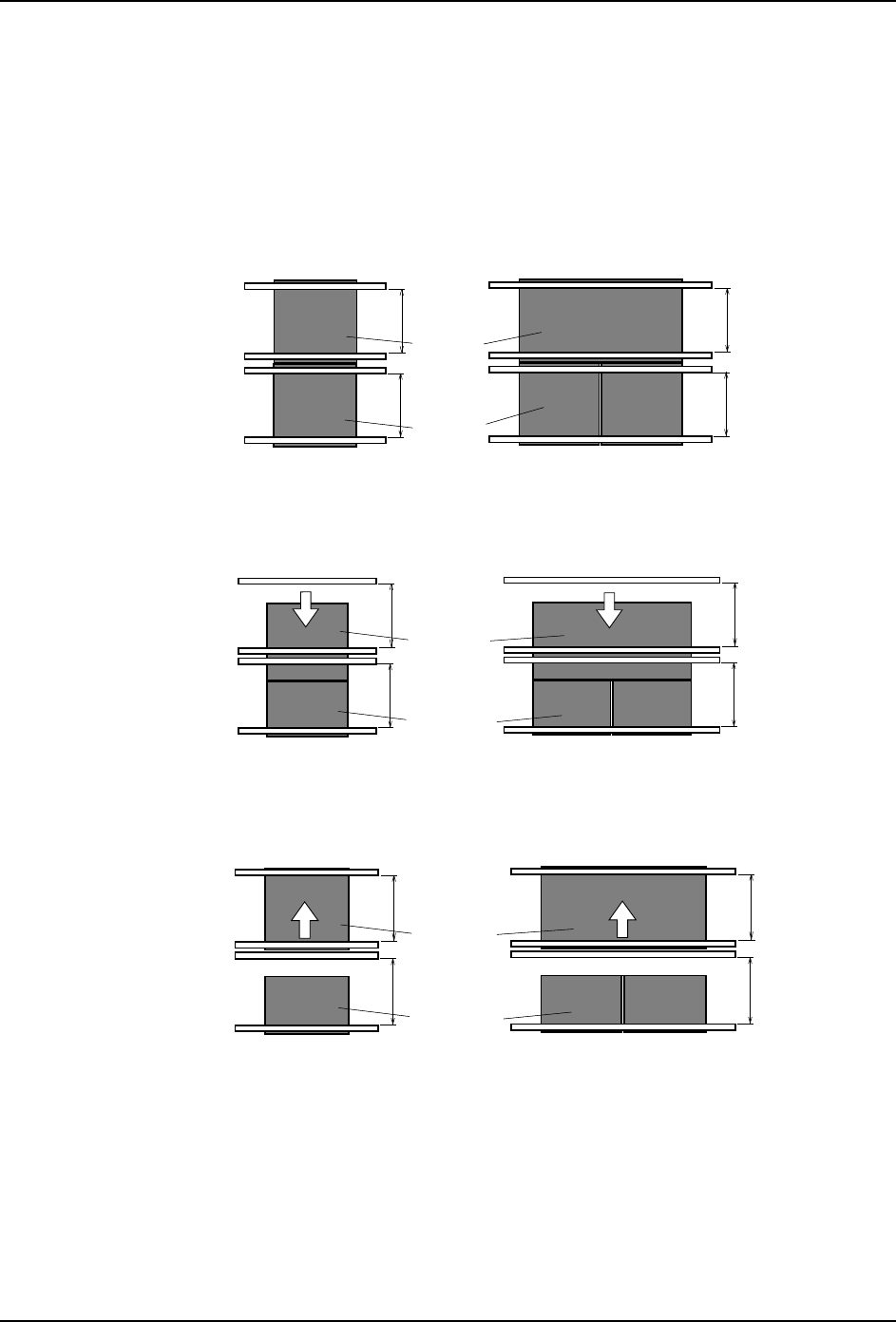
1. 请将与 4 角的定位点相邻的 2 列的定位点用粘纸覆盖住。这是为了防止错误读取在 4 角
的定位点。覆盖的粘纸请贴在玻璃电路板的定位点印刷面。
2. 请将玻璃电路板的定位点印刷面向上安装在治具板上用 4 个螺丝固定。
3. 请在玻璃电路板上贴双面粘纸 (10mm 宽,半透明型)。从上向下空开 5 列覆盖住定位点
的 4 列进行粘贴。空开 2 列后再贴以下的 4 列。请注意在 4 角的定位点上,不要贴双面
粘纸。粘帖粘纸的张数如下所示。
·测定 H01, OF 工作头时 :5 张 测定 H02、H04(S)、H08M、G04 工作头时 :9 张
备注 )请确认在玻璃电路板和双面粘纸之间是否有气泡和异物。
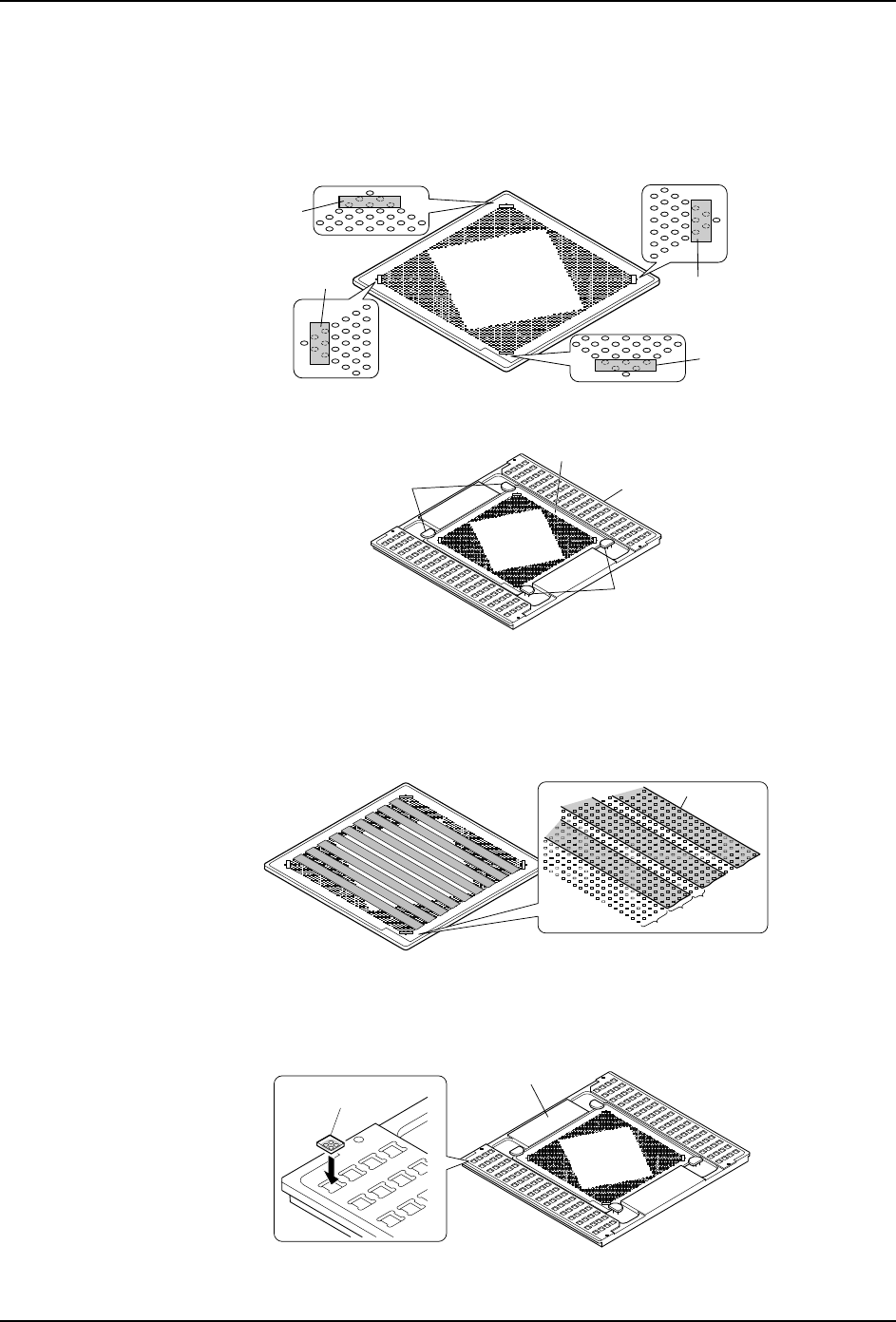
4. 请将玻璃元件安装到治具板上。在 H01、OF 工作头上,己方的 1 列上安装 16 个。在 H04(S)
工作头上安装 64 个。
备注 )玻璃电路板的表面,请经常保持清洁的状态。
NXTBAS188Sa
㉬㒌
㉬㒌
㉬㒌
㉬㒌
01MEC-0632S
⊏ᵓ
⦏⩗⬉䏃ᵓ
⫼Ѣᅮⱘ㶎ϱ
⫼Ѣᅮⱘ㶎ϱ
01MEC-0633S
ঠ䴶㉬㒌
߫
߫
߫
01MEC-0634S
⦏⩗ܗӊ
⊏ᵓ