NXT2机械手册.pdf - 第548页
9. 测定和调整 QD145-13 524 NXT II 机械手册 ·按下 「印刷」后, 印刷结果表。 印刷时请输入用户名和 生产编号。如果结 果的数 值在公差范围之外就不能印刷。 最终修正表 显示出按吸嘴头的贴装角度的手 动最终修正值 (X, Y, Q) 。此外,红色所显 示的数值表示 在公差范围以外。 输出补正值文件 1. 从最终修正表输出补正值文件。根据测定 或者输出的条件方法有所不同。 a. 开始以 PAM 执行的时候 ·请执行…
QD145-13 9. 测定和调整
NXT II 机械手册 523
9.1.12 补正贴装精度 ( 最终修正值反映方式 )
创建运算数据
1. 请打开应用程序 CD 内收存的 PAM 数据计算 Excal 文件夹
·:\Documents\PAM\ PamToFinalOffset_v***.xls
备注 )打开文件时,请选择 「使宏有效」按键。
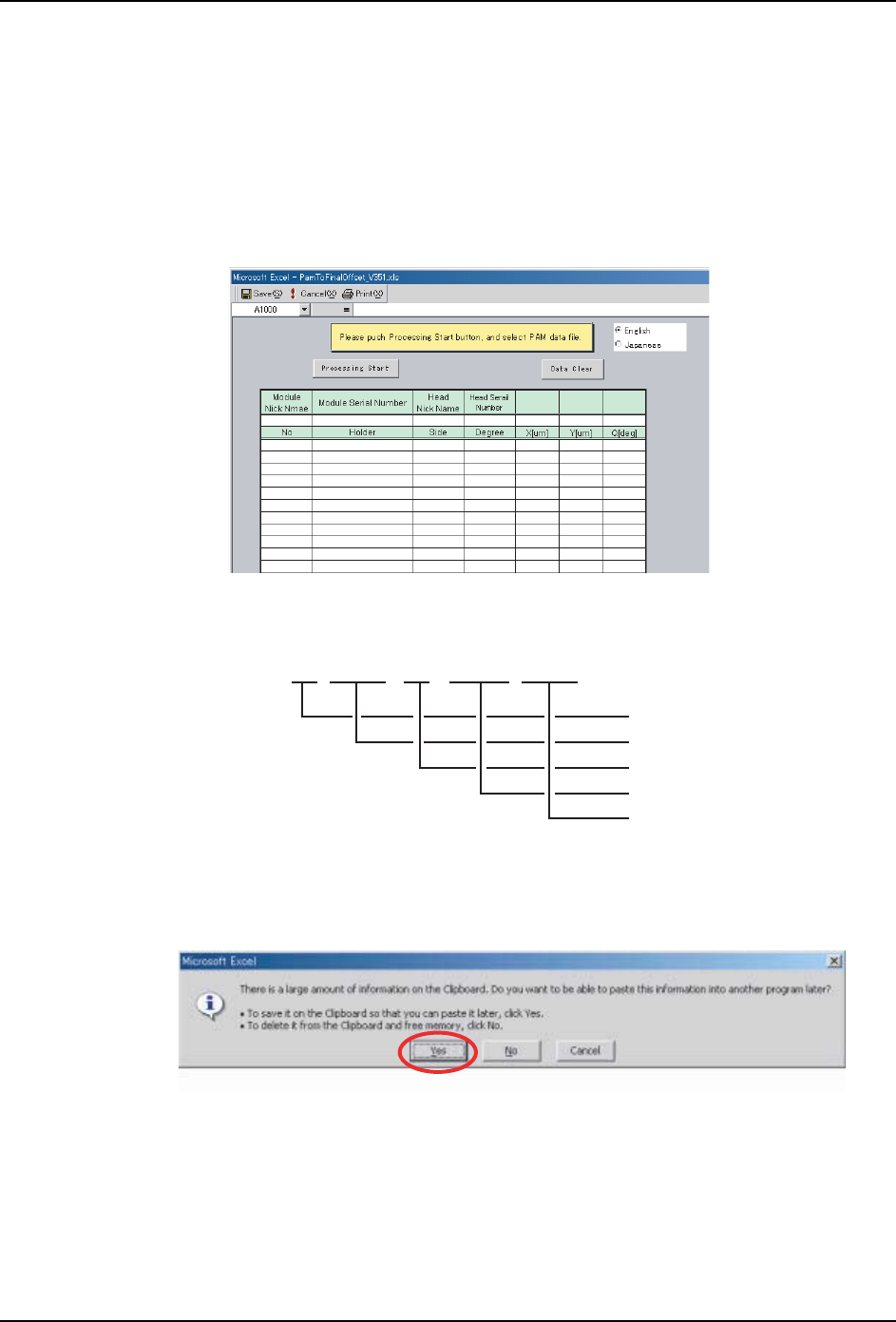
2. 使用选择的语言后,按下 「开始运算」键,请选择测定的 PAM.dat 文件。
备注 )dat 文件如下命名。请确认模组和工作头的串行号 No. 请选择适当的文件。确认模组和
工作头的串行号 No. 时,请通过操作画面的手动模式执行信息指令。
3. 选择 dat 文件时显示出对话框,请选择 「Yes」。
4. 下载了 PAM 测定结果,完成了结果表和最终修正设定表。
结果表
在完成的结果表中,显示出全体、角度、吸嘴头、角度以及吸嘴头的平均贴装精度(3σ)。
此外,红色所显示的数值表示在公差范围以外。
·按下 「CPK 系数」后,可以变更 CPK 系数。
NXTOPE144Ea
NXTOPE241Sa
PAM01_M3_XNo01_H01_000020_HBCG.dat
ᴎ఼ᰉ⿄
㒘І㸠ো1R
䌈㺙Ꮉ༈㉏ൟ
䌈㺙Ꮉ༈І㸠ো1R
䗝乍
䗝乍㧦+%&&Ў⏋ড়᷵ℷ⌟ᅮ21ᯊ⫼ܗӊⱘ⌟ᅮ
+%&*Ў⏋ড়᷵ℷ⌟ᅮ21ᯊ⫼⦏⩗ܗӊⱘ⌟ᅮ
NXTOPE242E
9. 测定和调整 QD145-13
524 NXT II 机械手册
·按下 「印刷」后,印刷结果表。印刷时请输入用户名和生产编号。如果结果的数
值在公差范围之外就不能印刷。
最终修正表
显示出按吸嘴头的贴装角度的手动最终修正值 (X, Y, Q)。此外,红色所显示的数值表示
在公差范围以外。
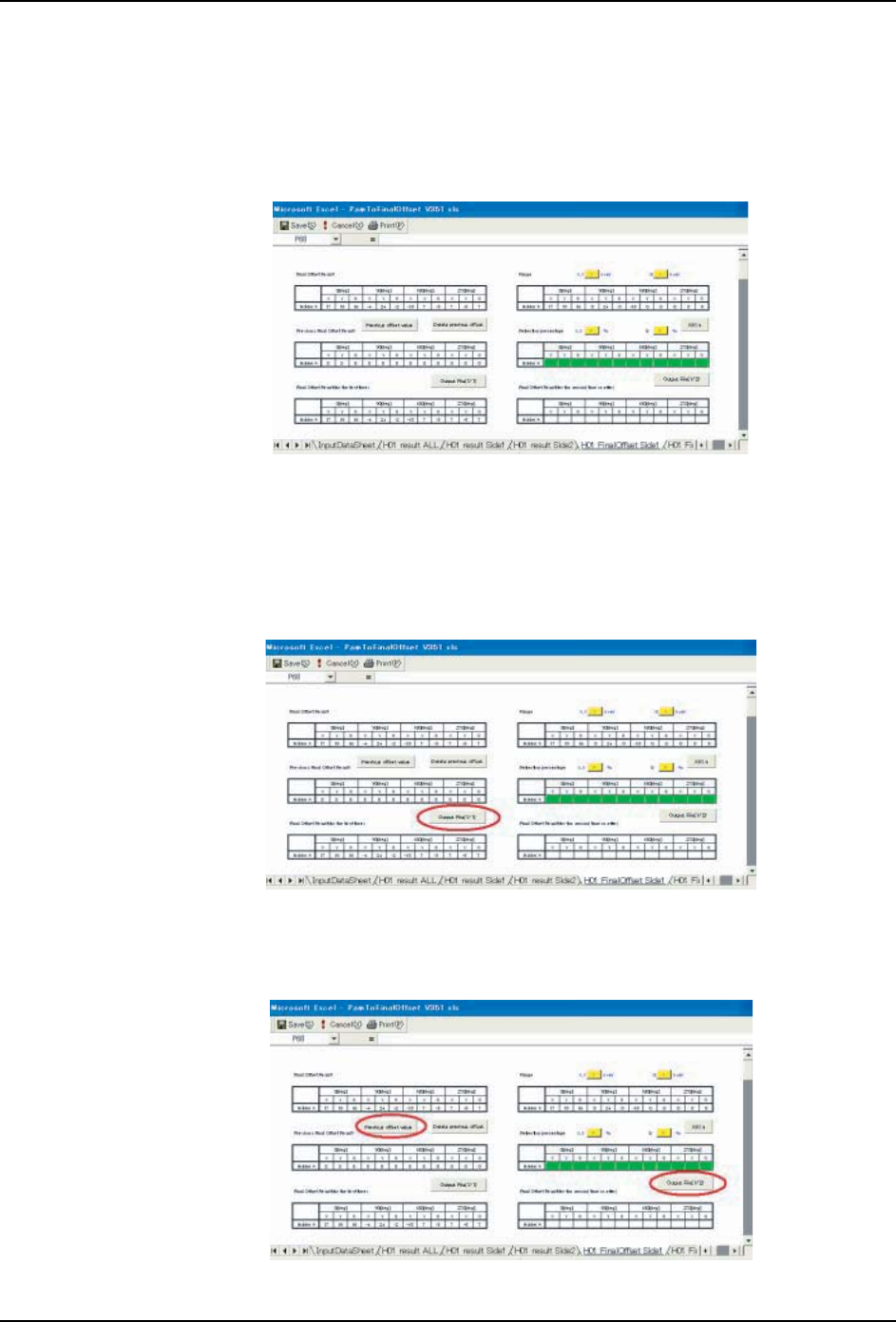
输出补正值文件
1. 从最终修正表输出补正值文件。根据测定或者输出的条件方法有所不同。
a. 开始以 PAM 执行的时候
·请执行 「全部输出文件」
b. 2 次以上执行 PAM 的模组的时候
·请执行 「读取上次的补正值」- 「一半输出文件」。
NXTOPE244E
NXTOPE245E
NXTOPE246E
QD145-13 9. 测定和调整
NXT II 机械手册 525
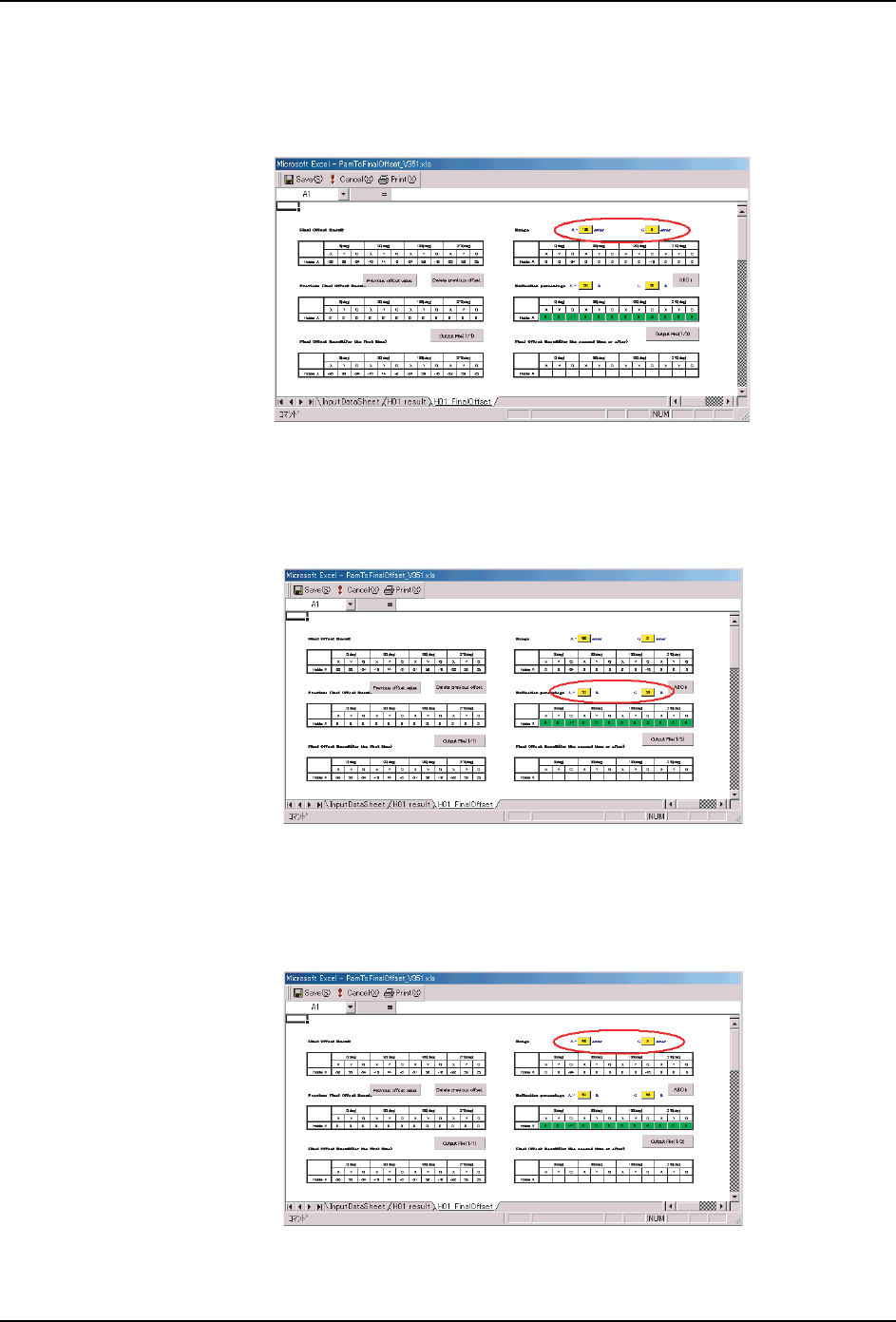
c. 在 2 次以后的 PAM 上并且仅仅是超过特定的值的东西时要变更手动修正值的时候。
·请按下各自的 「补正范围」按键,输入希望的数值。
·请执行 「一半输出文件」。
d. 在2次以后的PAM上并且要反映将测定结果的一部分反映到上次的测定结果中的时候。
·请按下各自的 「补正范围」按键,输入希望的数值。
·请执行 「一半输出文件」。
e. 在 2 次以后的 PAM 上并且仅仅是特定的地方要变更手动修正值的时候。
·请将要变更的地方的反转按钮设定为 「OFF」(绿色)。
·请执行 「一半输出文件」。
NXTOPE247
NXTOPE248
NXTOPE247