NXT2机械手册.pdf - 第540页
9. 测定和调整 QD145-13 516 NXT II 机械手册 9.1.8 PAM 测定模式设定 在机上 PAM 时,有以下 2 个模式,请选择符合目的的模式。 a. 测定贴装精度后进行初始修正值算出、反 映的 「PAM 模式」 。 b. 仅仅进行贴装精度的确认的 「贴装精度确认模式」 (V5 .11 开始对应) 。 备注 )关于在此说明的附加软件的操作方法, 请参考 「NXT 附加软件操作手册」 (在线手册) 的 「机上 PAM …
QD145-13 9. 测定和调整
NXT II 机械手册 515
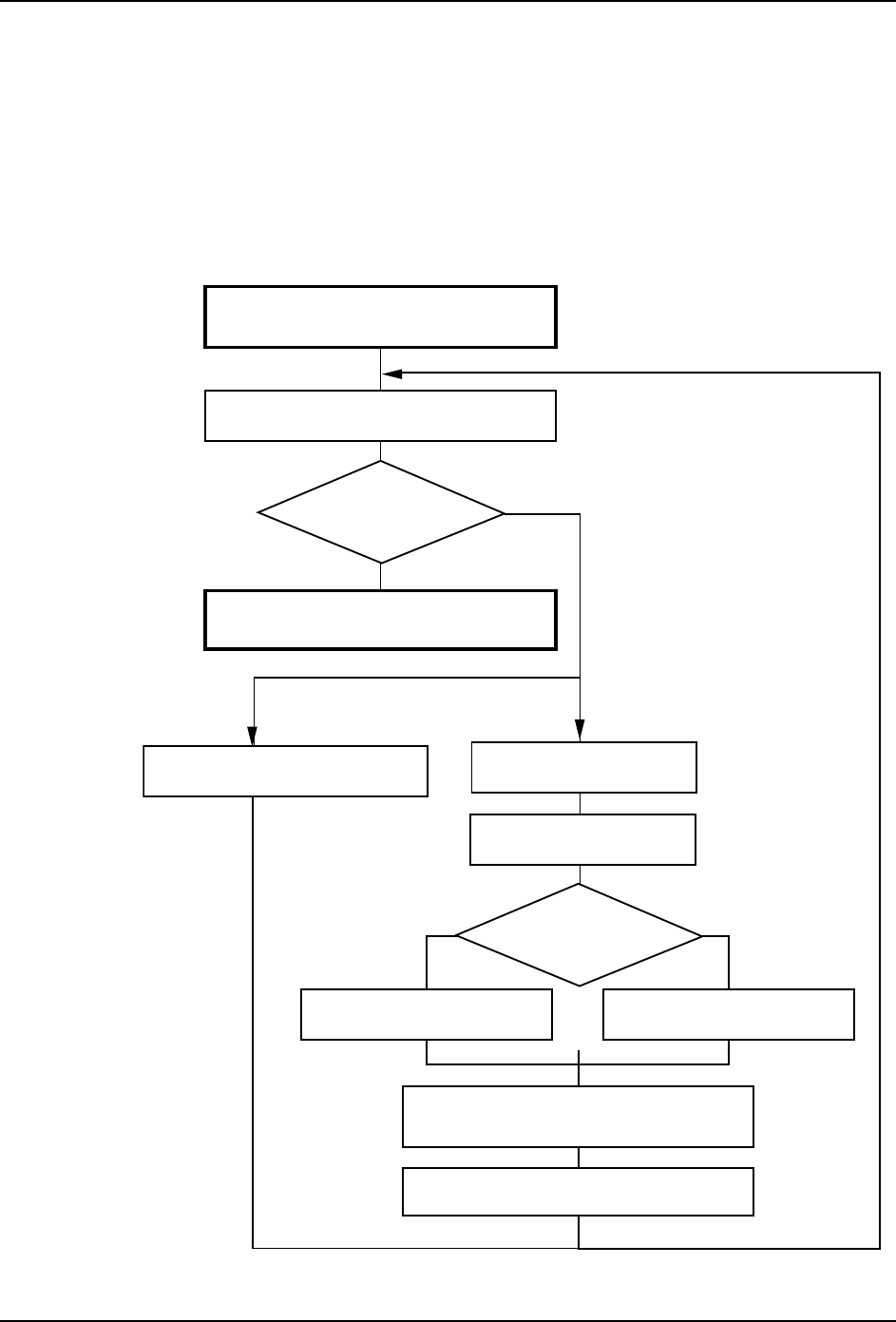
9.1.7 PAM 操作流程
PAM 测定按各个工作头执行。
PAM 测定时,清除模组的精度校正数据,请在执行精度校正的重新测定后进行 PAM。
在确认已经进行了 PAM 找出精度的机器的精度时,请不要删除相应的工作头的最终的修正值
文件进行 PAM。只有在贴装精度不是很好的情况下,才删除最终修正值文件执行 PAM。
如果使混合校正测定功能生效后生产,请在混合校正测定功能的设定有效状态下做 PAM 测
定。设定方法的详细内容请参照 「9.2.4 设定方法」。
䆒ᅮЎ3$0ᓣ
䖯㸠3$0⌟ᅮ
㒧ᵰᰃ৺2.
"
<HV
1R
㧔䞡ᮄ䖯㸠3$0⌟ᅮ㧕
পᕫ㸹ℷؐ᭛ӊ
䗝ᢽࡼ߯ᓎᣛҸˈ
পᕫ⌟ᅮ㒧ᵰ᭄
䖤ㅫ⌟ᅮ㒧ᵰ᭄
3$0⌟ᅮᰃ
"
佪 Ѡҹৢ
⫼
ޟᬒܹϔञ᭛ӊޠˈ䕧ߎ
㸹ℷؐ᭛ӊ
⫼ޟᬒܹܼ䚼᭛ӊޠˈ䕧ߎ
㸹ℷؐ᭛ӊ
㾷䰸3$0ᓣ
䕧ߎѠ䖯ࠊ᭛ӊ᭛ᴀ᭛ӊ
ᇚѠ䖯ࠊ᭛ӊӴ䗕ǃডࠄᴎ఼Ϟ
1;73$06
㧔ࡼ߯ᓎׂℷؐ᭛ӊᯊ㧕
㧔ㅔᯧ߯ᓎׂℷؐ᭛ӊᯊ㧕
䗝ᢽㅔᯧ߯ᓎᣛҸˈ
ᡞׂℷؐ᭛ӊডࠄᴎ఼Ϟ
9. 测定和调整 QD145-13
516 NXT II 机械手册
9.1.8 PAM 测定模式设定
在机上 PAM 时,有以下 2 个模式,请选择符合目的的模式。
a. 测定贴装精度后进行初始修正值算出、反映的 「PAM 模式」。
b. 仅仅进行贴装精度的确认的 「贴装精度确认模式」(V5.11 开始对应)。
备注 )关于在此说明的附加软件的操作方法,请参考 「NXT 附加软件操作手册」(在线手册)
的 「机上 PAM 测定」一项。
PAM 测定模式的设定前的确认
在设定 PAM 测定模式前,请确认以下事项。
a. 在通常模式的状态下,生产 Job 已经传送到机器上。
b. 工作头的吸嘴全部返还到吸嘴置放台上。如果没有返还的话,请用吸嘴置放台更换指
令执行此项。
c. 在支撑板上没有安装支撑销。
d. 附件软件机器设定画面的 「机器功能设定」- 「电路板搬运设定」的 「最大电路板指
定」在通道 1、通道 2 上都设定为 「50-280mm」。
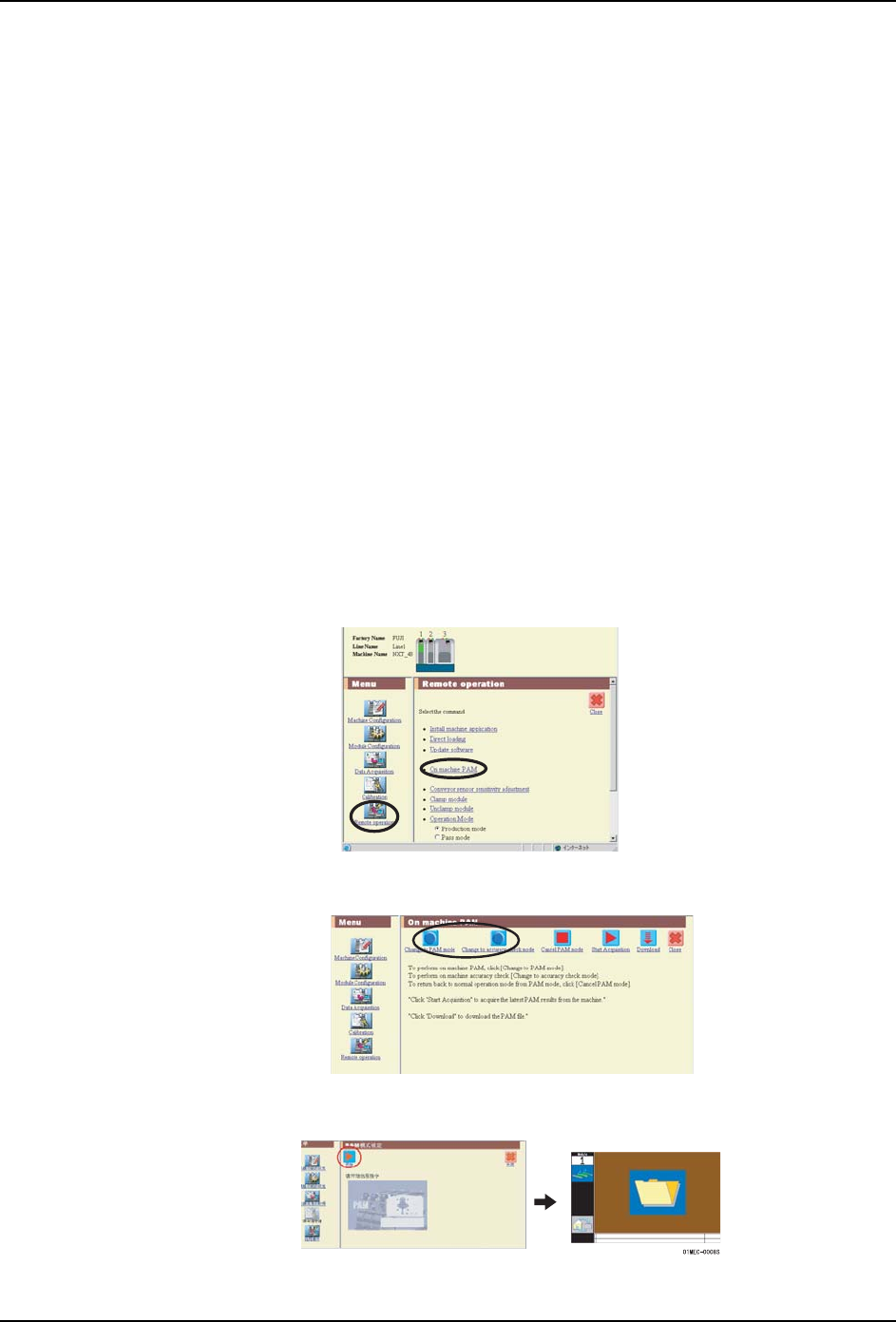
设定方法
1. 在附加软件的机器设定画面上,选择执行 PAM 的模组,单击 「远程操作」。
2. 请选择 「PAM 模式设定」。
3. 请选择 「PAM 模式设定」,「精度确认模式设定」中的某一个。
4. 请选择 「开始」,模式设定结束后,所选择的模式的操作画面变为 PAM 模式。
备注 )PAM 模式上等待 Job 画面的背景色变为褐色。
01MEC-0638E
01MEC-0639E
QD145-13 9. 测定和调整
NXT II 机械手册 517
解除 PAM 测定模式时,请选择 「远程操作」- 「机上 PAM」- 「解除 PAM 模式」。选择 「开
始」- 「返回」时,模组返回通常的运转画面。此外,根据 PAM 测定模式的设定、恢复生产
等,从机器上删除 Job。
9.1.9 测定方法
请按以下步骤进行测定。此外,在支撑板上安装了支撑销的时候,请事前将其除去。
注意 )在安放支撑销的状态下进行测定时,会与治具干涉。
1. 请从 Fuji Flexa 传输 PAM 用的 Job。「精度确认模式」的时候,在传送的 Job 名前显示
为 [CHECK]。
2. 请将供料器用 Job 安装在设定的料站上。
a. 测定 H08、H12(S)、H12HS 或者 V12 贴装头时,请将安装有 1005 白色元件的供料器用
Job 安装到设定的料站上,按下前面盖罩的设定按钮。
b. 在单 · 双搬运轨道搭载机上测定 H01、H02、H04(S)、G04 或者 OF 贴装头时,请安装
送料间距 4mm 的 12mm 宽的空供料器,按下前面盖罩的设定按钮。
c. 如果在三搬运轨道搭载机上测定 H01、H02、H04、H04(S)、G04 或者 OF 贴装头时,请
设置在 Job 上设定了料盘供料器 M 类型的料站,按下前盖板的设置按键。
d. 测定的模组带有料盘 -L/LT/LTC 时,不需要此操作。
3. 请按下在基座上的全部模组的 START 按键。与通常的运转一样,NXT-2 机器以精度校正为
主,与治具板的宽度相吻合,变更搬运轨道的宽度。
备注 )因为有必要变更在基座的全部模组上的搬运轨道宽度,所以对于全部的模组有必要重
新开始生产。
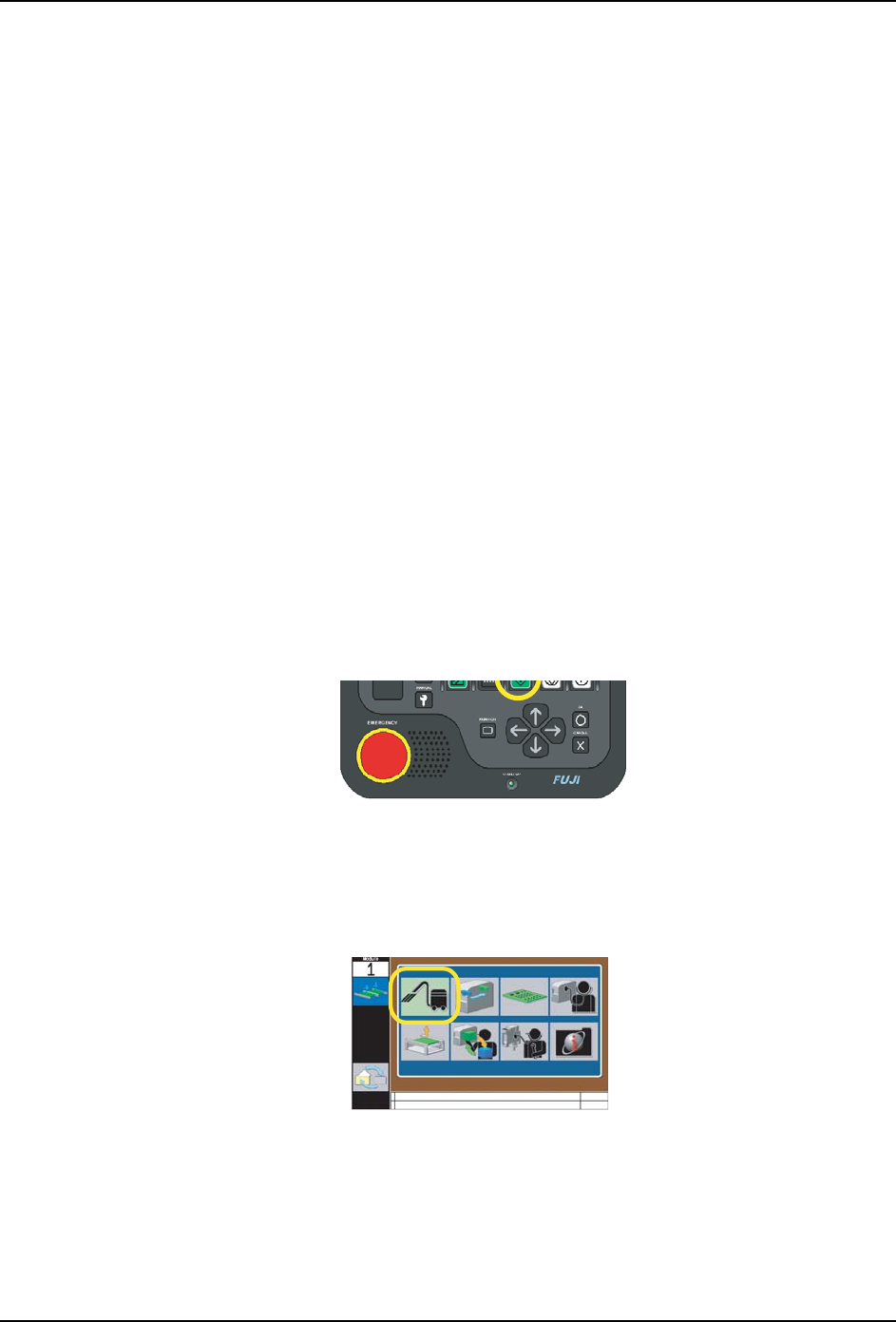
4. 结束精度校正后,处于电路板等待状态。为了安装准备的治具板,请按下全部模组的
CYCLE STOP 按钮。
5. 按下执行 PAM 的模组的 MANUAL 按钮,显示出手动操作指令。
6. 请使用箭头键选择清扫指令,按下 OK 按键。夹紧模组后向前方移动一些。
7. 确认周围的安全,握住模组的手柄,解除刹车。请按原样慢慢地向前方拉出。
8. 请将准备的治具平板 ( 单 · 双搬运轨道搭载机 ) 或者玻璃电路板 ( 三搬运轨道搭载机 )
安装在通道 1 上,测定 H01、H02、H04(S)、G04、OF 贴装头精度时,将玻璃元件安装在
准备好的治具上。
9. 握住模组的手柄解除制动。请保持原样慢慢地将模组插入到后方。
NXTOPE139
01MEC-0007