NXT2机械手册.pdf - 第441页
QD145-13 7. 消耗品的更换 NXT II 机械手册 417 8 . 把塞尺插入到可动刀刃和固定刀刃之间的间隙中调查间隙量 。 公差条件是在厚度为 0.02mm 可以进入,而在 0.10mm 不能进入。间隙量请在各个刀刃的 2 处进行确认。 9. 间隙量如果不能满足公差条件时,请调整 固定刀刃的高度。 a. 请松开未满足公差条件的测定位置周围的 固定刀刃的安装螺丝和调整螺丝的螺母。 b. 在固定刀刃安装螺丝附近的固定刀 刃和底座…
7. 消耗品的更换 QD145-13
416 NXT II 机械手册
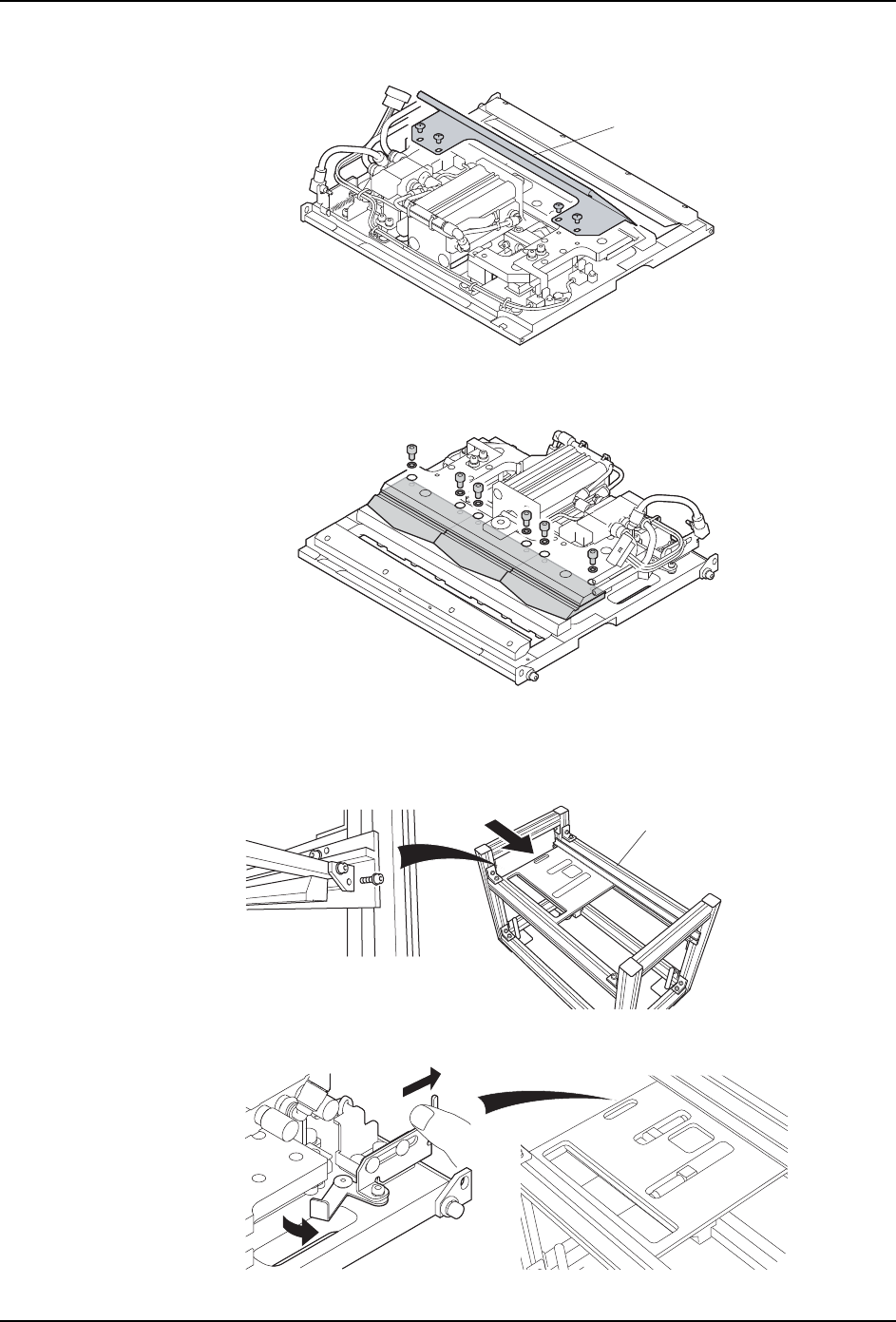
4. 请拧下螺栓,取下滑槽盖板。
5. 请拧下螺栓,更换新的可动刀刃。此外,可动刀刃用于 M3-2 中是 3 个,用于 M6-2 中是
5 个。更换时请将安装的所有可动刀刃全部更换。
固定刀刃和可动刀刃的间隙调整
6. 安装废料带处理单元到刀刃对齐调整治具上。请沿着沟槽插入废料带处理单元,用螺栓
固定。
7. 请移动安全手柄,解除锁定使可动刀刃前进。
01MEC-0810Sa
⒥ῑⲪᵓ
01MEC-0812a
01MEC-0598S
ߔߗᇍ唤䇗ᭈ⊏
01MEC-0811
QD145-13 7. 消耗品的更换
NXT II 机械手册 417
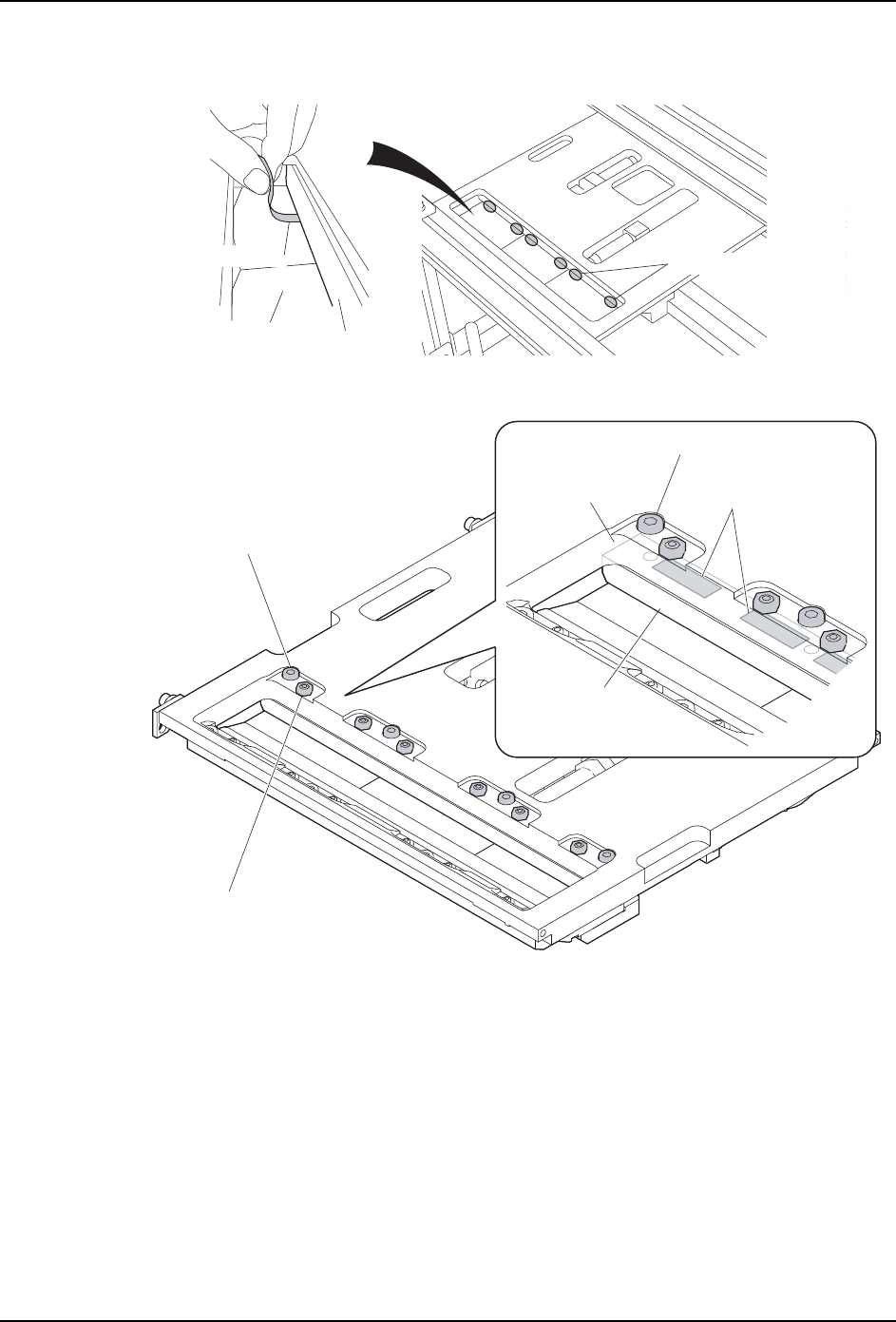
8. 把塞尺插入到可动刀刃和固定刀刃之间的间隙中调查间隙量。公差条件是在厚度为
0.02mm 可以进入,而在 0.10mm 不能进入。间隙量请在各个刀刃的 2 处进行确认。
9. 间隙量如果不能满足公差条件时,请调整固定刀刃的高度。
a. 请松开未满足公差条件的测定位置周围的固定刀刃的安装螺丝和调整螺丝的螺母。
b. 在固定刀刃安装螺丝附近的固定刀刃和底座板之间放入恰当厚度的垫片,并临时拧紧
固定刀刃的安装螺丝。
备注 )插图中的垫片配置是一个例子。请根据情况,变更放入垫片的地方和垫片的大小。
c. 请用步骤 8 方法确认间隙量。
d. 不满足公差条件的时候,变更垫片的厚度,请确认间隙量。
e. 直到满足公差条件为止,请反复进行从步骤 a 到步骤 d 的操作。即使变更垫片的厚度
也不能满足公差条件的时候,请旋转调整螺丝进行调整。
f. 请拧紧固定刀刃安装螺丝和调整螺丝的螺母,确认全部的测定位置间隙量满足公差条
件。如果偏离公差条件,请重新调整。
01MEC-0816S
าሎ
ৃࡼߔߗ
ᅮߔߗ
⌟ᅮԡ㕂
01MEC-0800Sa
ᅝ㺙ᅮߔߗ㶎ᷧ
ൿ⠛
ᅮߔߗ
ᑩᑻᵓ
ᅝ㺙ᅮߔߗ㶎ϱ
0⫼໘ˈ0⫼໘
䇗ᭈ㶎ᷧ㶎↡
0⫼໘ˈ0⫼໘
7. 消耗品的更换 QD145-13
418 NXT II 机械手册
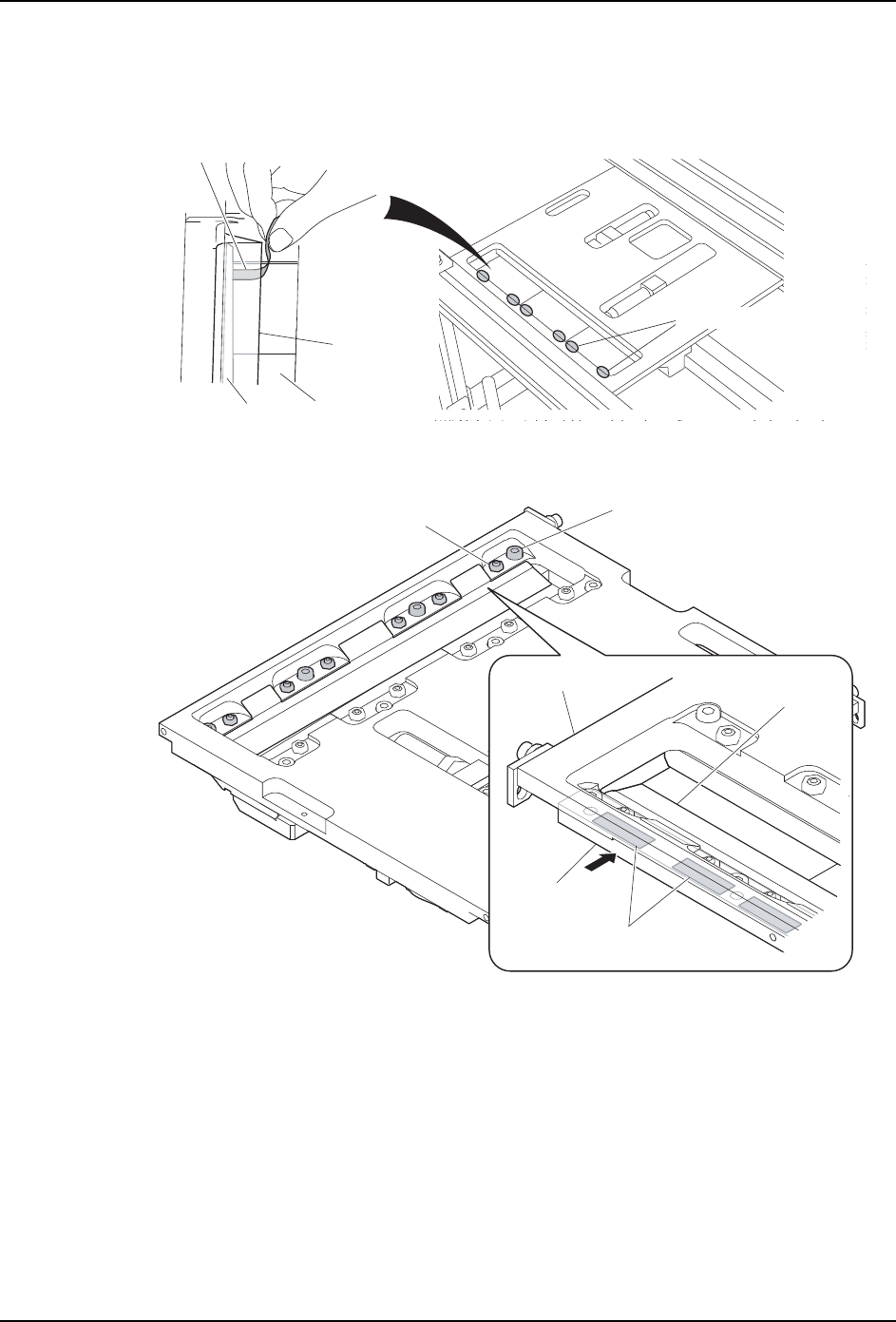
10.请在固定刀刃和可动刀刃之间插入塞尺,调查间隙量。厚度公差条件是厚度为 0.02mm 可
以进入,0.06mm 不能进入的间隙量。请在各刀刃的 2 处确认间隙量。
注意 )在带有刷子的时候,请从刷子下面插入塞尺。
11.间隙量没有满足公差条件的时候,请调整固定刀刃的高度。
a. 请松开未满足公差条件的测定位置周围的固定刀刃的安装螺丝和调整螺丝的螺母。
b. 在固定刀刃安装螺丝附近的固定刀刃和底座板之间放入恰当厚度的垫片,并临时拧紧
固定刀刃的安装螺丝。
备注 )带有刷子的时候,请从没有安装刷子的一侧插入垫片。
插图中的垫片配置是一个例子。请根据情况,变更放入垫片的地方和垫片的大小。
c. 请用步骤 10 方法确认间隙量。
d. 不满足公差条件的时候,变更垫片的厚度,请确认间隙量。
e. 直到满足公差条件为止,请反复进行从步骤 a 到步骤 d 的操作。即使变更垫片的厚度
也不能满足公差条件的时候,请旋转调整螺丝进行调整。
01MEC-0793Sa
᷹ቯ⟎
ࠋᄤ
าሎ
ৃࡼߔߗ
ᅮߔߗ
01MEC-0795Sa
ࠋᄤ
ൿ⠛
ᅮߔߗ
ᑩᑻᵓ
ᅝ㺙ᅮߔߗ㶎ᷧ
0⫼໘ˈ0⫼໘
䇗ᭈ㶎ᷧ㶎↡
0⫼໘ˈ0⫼໘