1OM-1064-002.pdf - 第127页
4. Thorough Procedures (from starting through ending operations including preparation).... 0004-002 2-29 Tg0246-PM-OP 4.2 P ASS Mode Follow the procedures (outline) below when P .C.B.’ s should be transferred to the outp…
4. Thorough Procedures (from starting through ending operations including preparation)....
Section 2 6.6 Interruption of Automatic Operation
6.6.1 How to Interrupt the Automatic Operation
6.6.2 Function of [SYS CLR] Button
Section 2 6.7 Emergency Stop
6.7.1 Cause and Symptom of Emergency Stop
6.7.2 Reset and Start Procedure from Emergency Stop
Section 2 6.8 Stop Operation
6.8.1 General Stop Procedure
6.8.2 Automatic Stop Procedure
6.8.3 Emergency Stop Procedure
Section 2 8. Shut-Down Operation (End of Production)
Section 2 6. Starting, Emergency Stop, and Temporary Stop (Pause) Operations
for Automatic Operation (“PLACE” Mode)
6.1 General Start Procedure
6.2 Temporary Stop Procedure
6.3 Start Procedure from “PAUSE” Mode
6.4 Component Supply during Automatic Operation
Tape Feeders
Vibratory Stick Feeders
Multi-Layer Tray Feeders (Option)
6.5 Operational Displays during Automatic Operation
9910-001 2-28 Tg0246-PM-OP
4. Thorough Procedures (from starting through ending operations including preparation)....
0004-002 2-29 Tg0246-PM-OP
4.2 PASS Mode
Follow the procedures (outline) below when P.C.B.’s should be transferred to
the output machine without being produced.
Refer to “Items 5. through of 8. Section 2” for details.
Section 2 5.1 Preparation of Pattern Program
5.1.2 Creation of Pattern Program for Production Model
5.1.3 Registration (Storage in Memory) of Pattern Program
for Production Model
Section 2 5.2 Program Change Operation
5.2.1 Selection of Current Pattern Program (Program Change)
5.2.2 Adjustment of P.C.B. Positioning Section
Section 2 7. Starting, Emergency Stop, and Temporary Stop (Pause)
Operations for Automatic Operation (“PASS” Mode)
7.2 Start Procedure
7.3 Stop Procedure
7.3.1 General Stop Procedure
7.3.2 Automatic Stop Procedure
7.3.3 Emergency Stop Procedure
Section 2 8. Shut-Down Operation (End of Production)
5. Preparation and Confirmation before Operation
5. Preparation and Confirmation before Operation
5.1 Preparation of Pattern Program
Component library data, nozzle data, placement head/nozzle data, and a pat-
tern program are required for automatic operation of the machine.
Data can be created using the optional programming device (sold separately).
The created data can be transferred to the machine side and stored in memory.
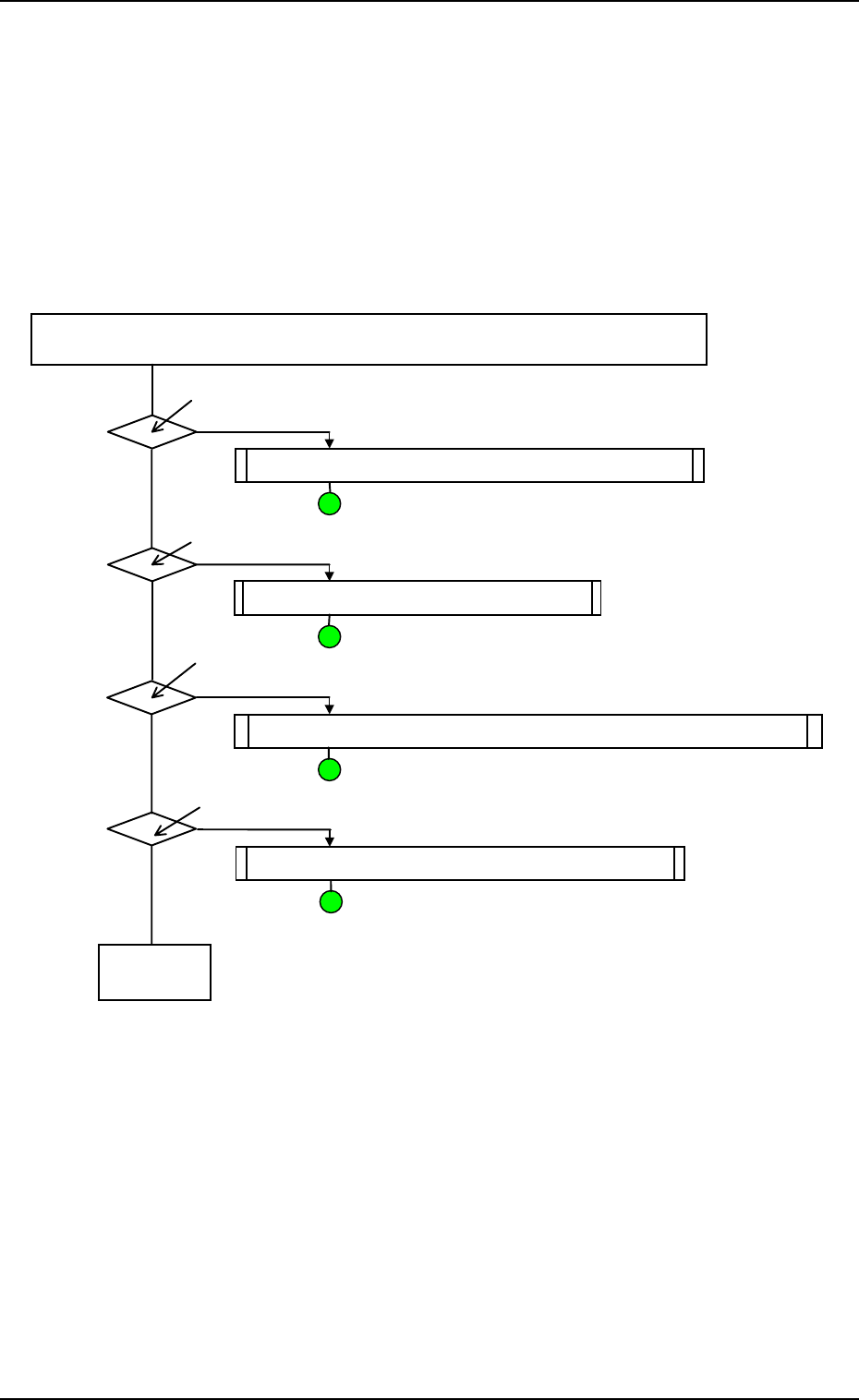
Check the data required for the machine to place components.
Is all the component library data already registered in the
machine for the components to be placed ?
No
Yes
Creation and Registration of Component Library Data
The nozzle data of the vacuum nozzle to be used is already registered
in the machine.
Creation and Registration of Nozzle Data
No
Yes
Is the placement head/nozzle data already registered in the machine
for the nozzle stocker section ? (All vacuum nozzles to be used)
Registration of placement head/Nozzle Data and Setting of Nozzles
Yes
No
Automatic
Operation
Is the pattern program data already registered in the machine ?
Creation and Registration of Pattern Program Data
Yes
No
5.1.1 Preparation of Component Library
Component library data must be created for each type of components to be
placed.
Refer to “COMPONENT LIBRARY” for details on how to create a new com-
ponent library.
In normal cases, a component library is created with the programming device
(option). The created library data is transferred to the machine side and stored
in memory.
0004-002 2-30 Tg0246-PM-OP