1OM-1064-002.pdf - 第140页
5. Preparation and Confirmation before Operation 5.2.4 Preparation of Feeders Note : Use the feeders especially prepared for TIM-5000 series. The feeders for another machine cannot be used. T ape Feeders • Check which ty…
5. Preparation and Confirmation before Operation
Beam A Side
Beam B Side
(Front Side of Machine)
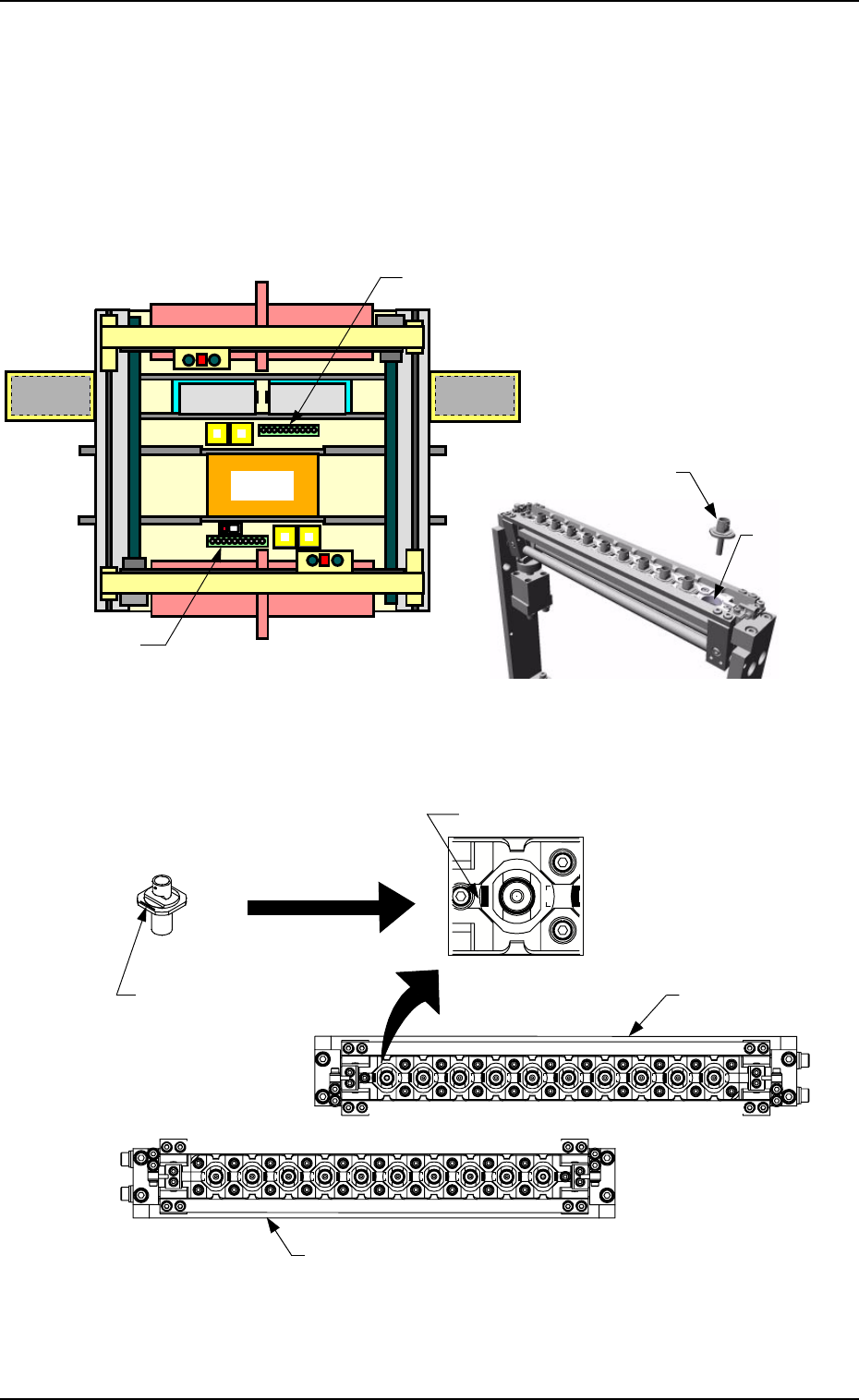
Fig. 2.25-1 Nozzle Stocker Position Fig. 2.25-2 Rough View of Nozzle Stocker
Fig. 2.25-3 Direction of Nozzle Arrangement
Nozzle
Storage Section
Nozzle Stocker B
Nozzle Stocker A
Set the nozzle in the nozzle
stocker, taking care of the
direction of the nozzle.
Imprinted Nozzle ID
Nozzle Stocker A
Nozzle
Imprinted Nozzle ID
Nozzle Stocker
B
Beam B Side
(Front Side of Machine)
5.2.3 Preparation of Nozzle Stocker Section
Set the nozzles (the nozzles to be used in the current program) in the nozzle
storage section of the nozzle stocker.
The nozzles must be set as shown in Fig. 2.25-3.
Direct the imprinted nozzle ID mark as shown in the figure and insert the
nozzle into the groove.
Magnified
View
9910-001 2-41 Tg0246-PM-OP

5. Preparation and Confirmation before Operation
5.2.4 Preparation of Feeders
Note: Use the feeders especially prepared for TIM-5000 series.
The feeders for another machine cannot be used.
Tape Feeders
• Check which type of tape feeder should be installed in which slot No. (FDR
NO.).
• Install tape feeders correctly such that they are seated securely. Otherwise,
errors such as a pick-up error will occur.
Refer to “1.6 Installation and Removal of Tape Feeders on/from Feeder Base”
in the instruction manual of the tape feeders for details.
Vibratory Stick Feeders
Refer to the instruction manual of the vibratory stick feeders.
Multi-Layer Tray Feeders (Option)
Refer to the instruction manual of the multi-layer tray feeders.
9910-001 2-42 Tg0246-PM-OP
5. Preparation and Confirmation before Operation
9910-001 2-43 Tg0246-PM-OP
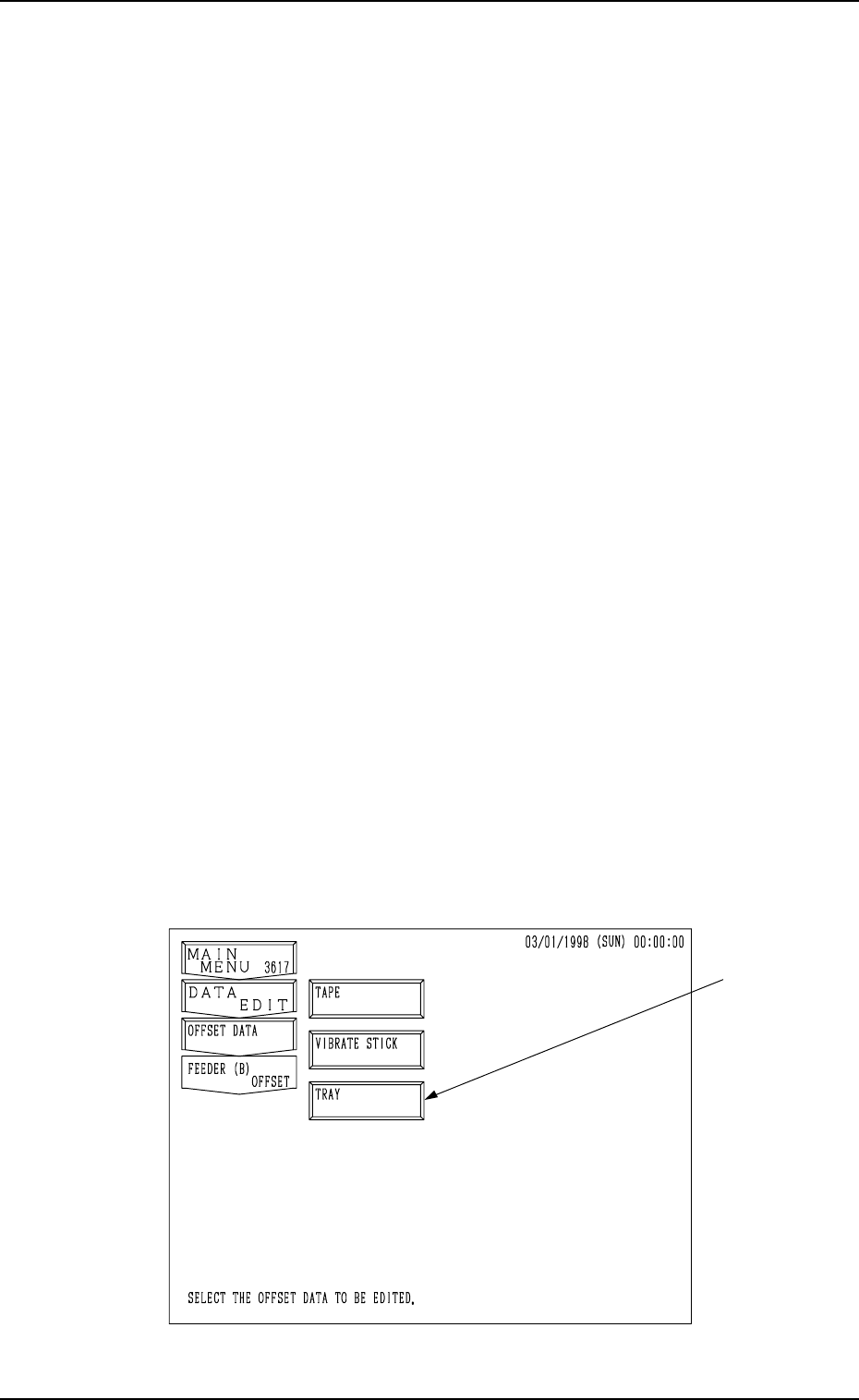
5.2.5 Feeder (B) Offset
The feeder (B) offset data contains the offset data to correct the positional
deviation in component pick-up positions caused due to the variation in tape
feeders.
The offset data is automatically updated through component recognition pro-
cessing during automatic operation (the recognition performed to track the
positional relation between the vacuum nozzle and component centers) such
that components can be picked up at their centers.
Notes: (a) The offset data is updated automatically only when “ENABLE”
is set in the “AUTOMATIC FEEDER AXIS SETTING” data
boxes at the “AUTOMATIC FEEDER AXIS ADJUSTMENT
MODE” display.
To change the data manually, press the related key and enter a
parameter using the ten-key pad. When the [SET] key is pressed,
the entered data is set.
(b) The offset data gives some effect on the pick-up rate, etc. In nor-
mal cases, do not change or delete it unless necessary. Use each
display only to check the parameters.
(c) When some feeders are replaced for a program change, etc., clear
the parameters (the parameters corresponding to the feeder slot
Nos. (FDR NO.) where the replaced feeders are installed) to "0"
(zero).
Clear the parameters in each step to “0” (zero) for the tray feeders
(option).
When the previous value (the value before change) is large, a
component pick-up error will occur.
When the [FEEER (B) OFFSET] key is pressed at the “RECOVERY OPN.
TEACHING OPN.” display, the following display appears on the screen. (Hi-
erarchical Sequence: “AUTO OPN MODE (PLACEMENT)” Display →
“AUTO OPN SUB-MENU” Display → “RECOVERY OPN. TEACHING
OPN.” Display)
Note: The -marked function is optional.
Fig. 2.26