1OM-1064-002.pdf - 第81页
• Selection of “PLACE REF .” Described below are the actions taken when “PLACE REF .” is set in the “P .C.B. LOCA TE MODE” data box at the “P .C.B. TRANSFER MODE SET- UP” display . (Hierarchical Sequence: “DA T A EDIT” D…
P.C.B. Reference: R-BACK
“PLACE REF.” or “PRI PCB STR” can be selected.
Refer to “2. P.C.B. TRANSFER MODE SET-UP Display of Section 3 in Vol-
ume 2” for details.
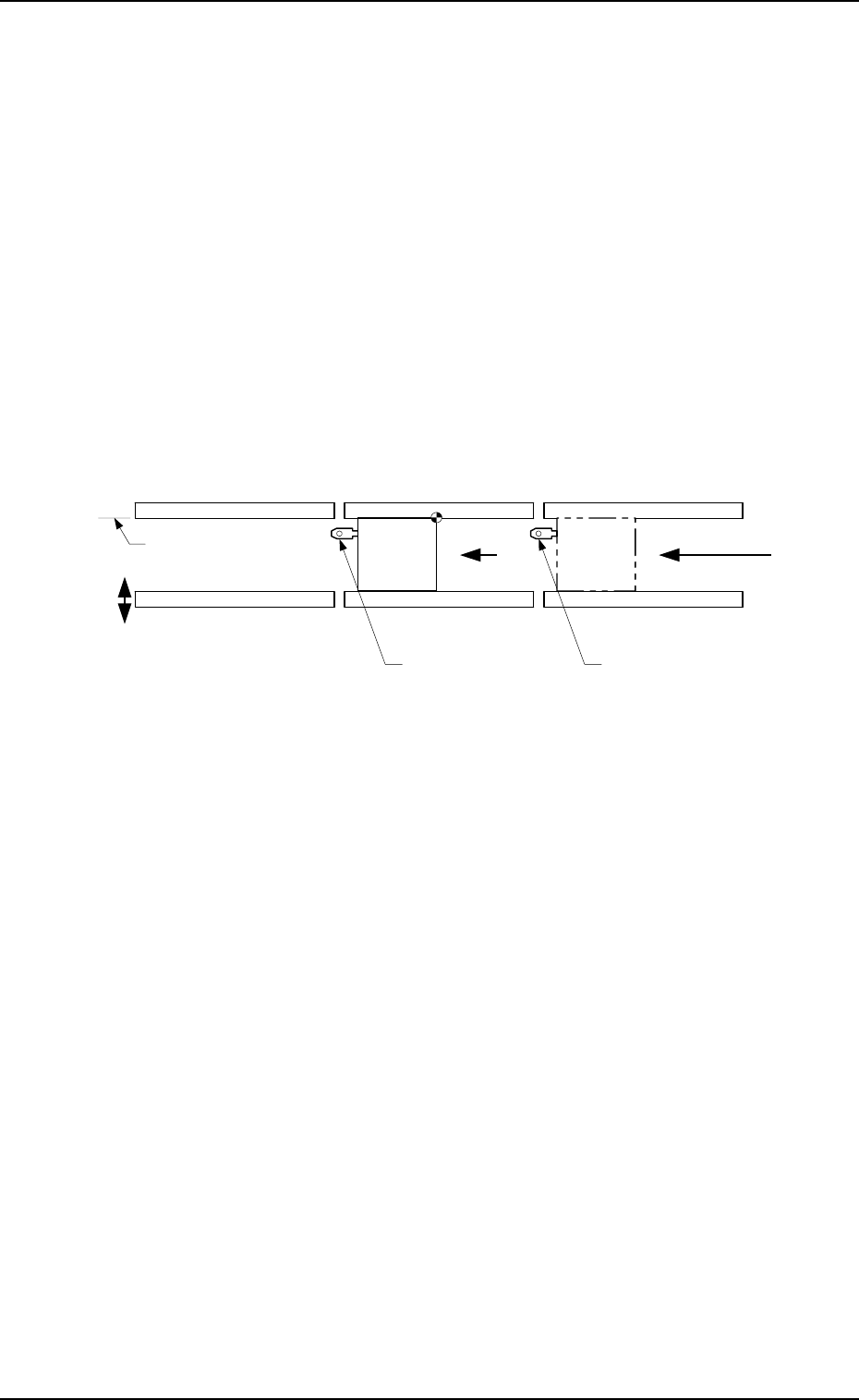
• Selection of “PRI PCB STR”
Described below are the actions taken when “PRI PCB STR” is set in the
“P.C.B. LOCATE MODE” data box at the “P.C.B. TRANSFER MODE SET-
UP” display. (Hierarchical Sequence: “DATA EDIT” Display → “DEVICE
DATA” Display → “P.C.B. TRANSFER MODE SET-UP” Display).
Note: This function can be used effectively when P.C.B. positioning is
corrected through P.E.C. recognition.
Sufficient accuracy of P.C.B. positioning cannot be expected with-
out P.E.C. recognition.
P.C.B. Transfer Reference: Rear Side of Machine
P.C.B. Transfer Direction: R → L
P.C.B. Positioning Reference: R-BACK
“PRI PCB STR”
6. Outline of System Operation
9910-001 1-50 Tg0246-PM-OP
Fig. 1.22-2
Outline of System Operation
(1) The P.C.B. transferred from the input machine is sent to the P.C.B.
stopper of the R conveyor and stops there.
(2) After the P.C.B. at the P.C.B. positioning section has been discharged,
the P.C.B. stopper of the R conveyor descends and the P.C.B. at posi-
tion A is sent to the P.C.B. stopper of the L conveyor.
(3) The backup base rises and works to position the P.C.B. vertically and
to align it in the Y direction.
The amount of the backup base rise is numeric-controlled by the ser-
vomotor.
(4) After the P.C.B. positioning has been completed, the machine starts
the P.E.C. recognition operation and component placement.
(5) After the placement operation has been completed, the positioning is
cancelled, the backup base descends, theP.C.B. stopper of the L con-
veyor also descends, and the P.C.B. is transferred to the L conveyor.
(6) When the backup base lowering has been completed, the P.C.B. dis-
charged onto the L conveyor is transferred to the output machine,
using the L conveyor.
R Conveyor
(Input Conveyor)
L Conveyor
(Output Conveyor)
L Conveyor
P.C.B. Stopper
R Conveyor
P.C.B. Stopper
P Conveyor
(P.C.B. Positioning Section)
Movable Side
P.C.B.
P.C.B. Flow Direction
P.C.B. Transfer Reference
A
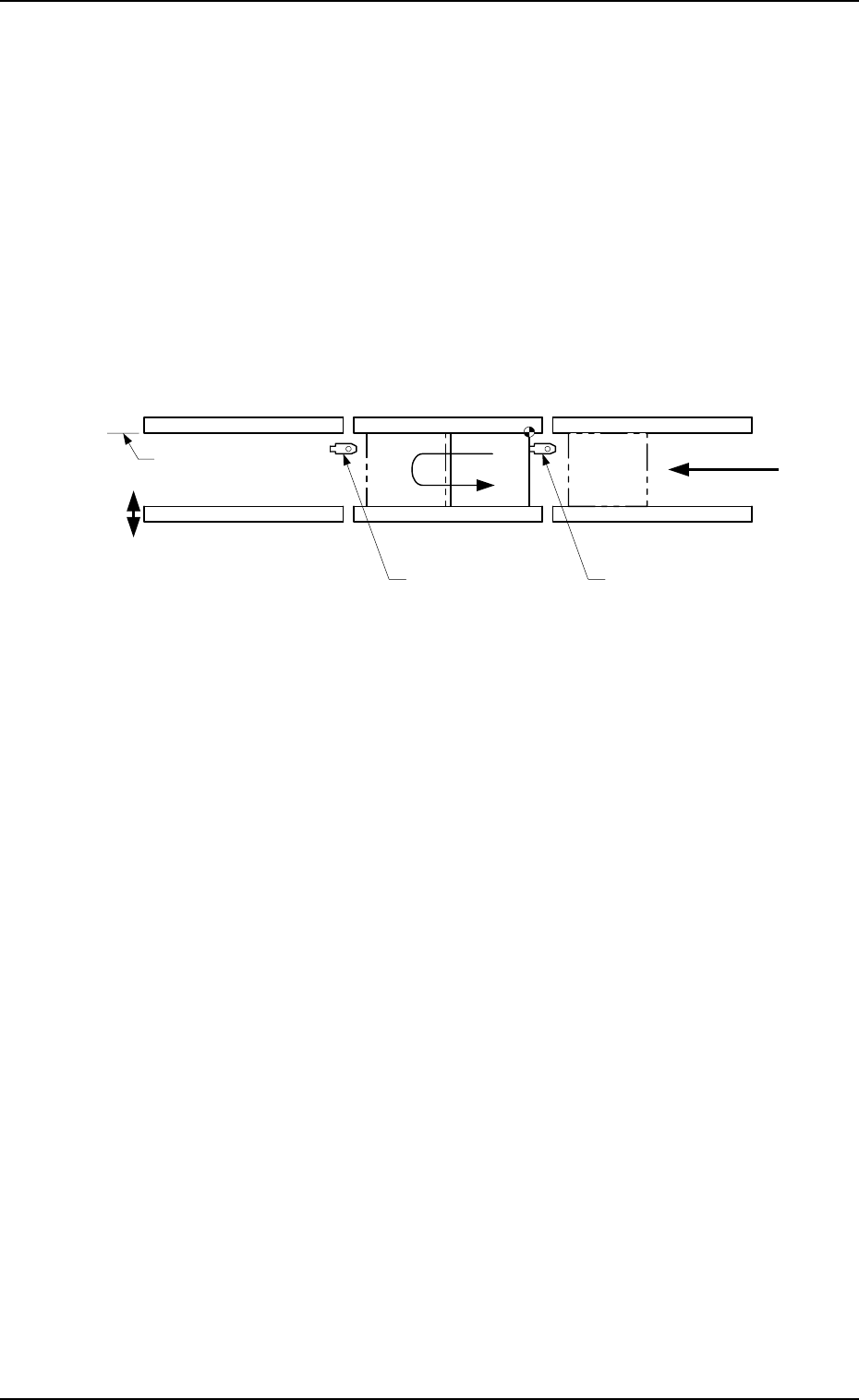
• Selection of “PLACE REF.”
Described below are the actions taken when “PLACE REF.” is set in the
“P.C.B. LOCATE MODE” data box at the “P.C.B. TRANSFER MODE SET-
UP” display. (Hierarchical Sequence: “DATA EDIT” Display → “DEVICE
DATA” Display → “P.C.B. TRANSFER MODE SET-UP” Display).
Note: This function can be used effectively when P.C.B. positioning is
corrected through P.E.C. recognition.
Sufficient accuracy of P.C.B. positioning cannot be expected with-
out P.E.C. recognition.
P.C.B. Transfer Reference: Rear Side of Machine
P.C.B. Transfer Direction: R → L
P.C.B. Positioning Reference: R-BACK
“PLACE REF.”
6. Outline of System Operation
9910-001 1-51 Tg0246-PM-OP
Fig. 1.22-3
Outline of System Operation
(1) The P.C.B. transferred from the input machine is sent to the P.C.B. stop-
per of the R conveyor and stops there.
(2) After the P.C.B. at the P.C.B. positioning section has been discharged, the
P.C.B. stopper of the R conveyor descends and the P.C.B. at position A is
transferred ahead of the P.C.B. stopper of the R conveyor.
(3) The P.C.B. stopper of the R conveyor rises and then the P.C.B. is returned
to the P.C.B. stopper of the R conveyor and stops there.
(4) The backup base rises and works to position the P.C.B. vertically and to
align it in the Y direction.
The amount of the backup base rise is numeric-controlled by the servo-
motor.
(5) The P.C.B. is positioned in Y direction.
(6) After the P.C.B. positioning has been completed, the machine starts the
P.E.C. recognition operation and component placement.
(7) After the placement operation has been completed, the positioning is can-
celled, the backup base descends, and the P.C.B. is transferred to the L
conveyor.
(8) When the backup base lowering has been completed, the P.C.B. discharged
onto the L conveyor is transferred to the output machine, using the R
conveyor.
R Conveyor
(Input Conveyor)
L Conveyor
(Output Conveyor)
L Conveyor
P.C.B. Stopper
R Conveyor
P.C.B. Stopper
P Conveyor
(P.C.B. Positioning Section)
Movable Side
P.C.B.
P.C.B. Flow Direction
P.C.B. Transfer Reference
A
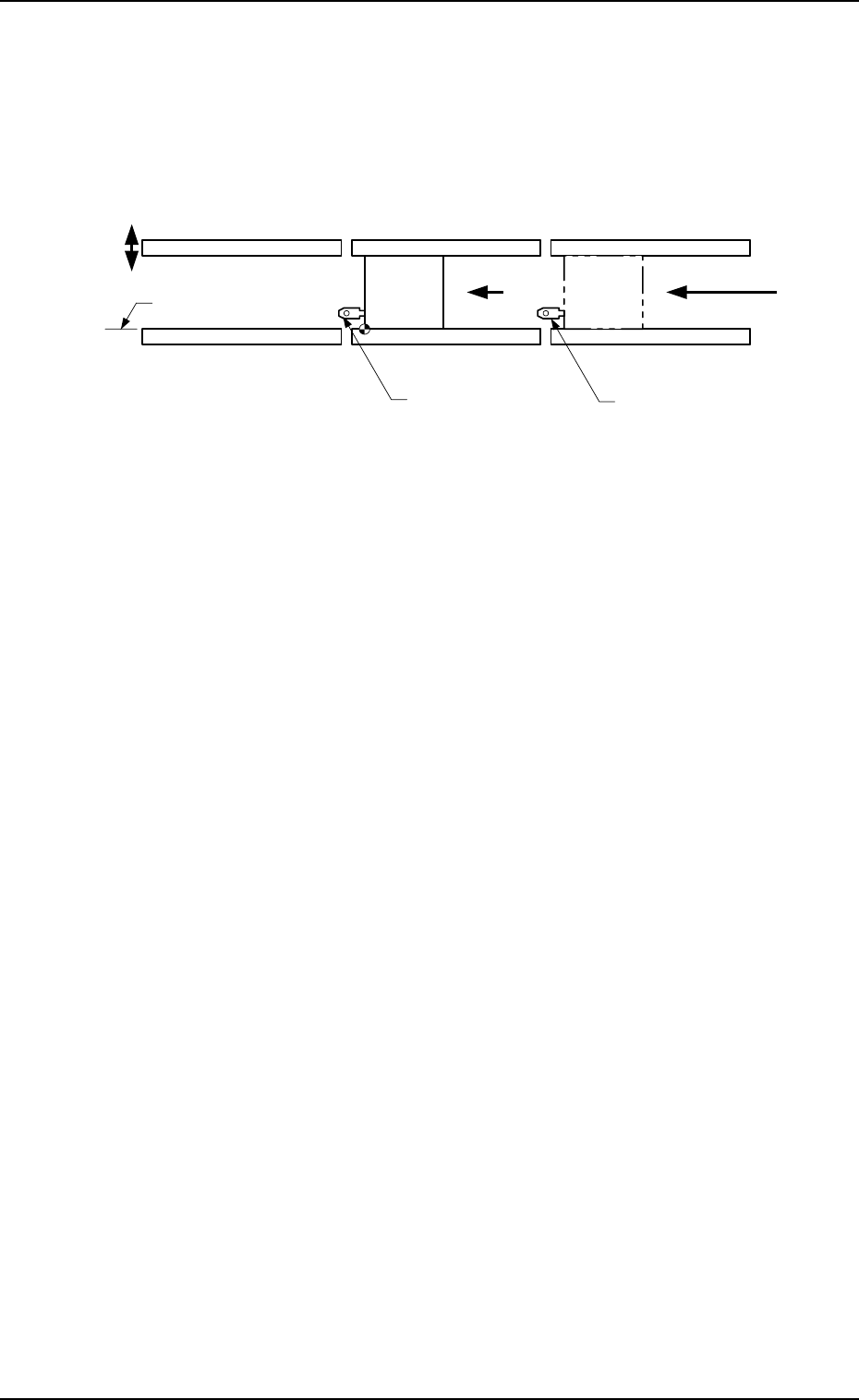
6.3.3 TIM-5100FR
P.C.B. Positioning Reference: L-FRONT
P.C.B. Transfer Reference: Front Side of Machine
P.C.B. Transfer Direction: R → L
P.C.B. Positioning Reference: L-FRONT
6. Outline of System Operation
9910-001 1-52 Tg0246-PM-OP
R Conveyor
(Input Conveyor)
L Conveyor
(Output Conveyor)
L Conveyor
P.C.B. Stopper
R Conveyor
P.C.B. Stopper
P Conveyor
(P.C.B. Positioning Section)
Movable Side
P.C.B.
P.C.B. Flow Direction
P.C.B. Transfer Reference
A
Fig. 1.23-1
Outline of System Operation
(1) The P.C.B. transferred from the input machine is sent to the P.C.B. stop-
per of the R conveyor and stops there.
(2) After the P.C.B. at the P.C.B. positioning section has been discharged, the
P.C.B. stopper of the R conveyor descends and the P.C.B. at the position
A is transferred to the P.C.B. stopper of the L conveyor.
(3) The backup base rises and works to position the P.C.B. vertically and to
align it in the Y direction.
The amount of the backup base rise is numeric-controlled by the servo-
motor.
(4) After the P.C.B. positioning has been completed, the machine starts the
P.E.C. recognition operation and component placement.
(5) After the placement operation has been completed, the positioning is can-
celled, the backup base descends, the P.C.B. stopper of the L conveyor
also descends, and the P.C.B. is transferred to the L conveyor.
(6) When the backup base lowering has been completed, the P.C.B. discharged
onto the L conveyor is transferred to the output machine, using the L
conveyor.