1OM-1064-002.pdf - 第70页
Component V acuum Nozzle Center of Component X Y 6. Outline of System Operation 9910-001 1-40 Tg0246-PM-OP 6.2 Component Recognition 6.2.1 Scope The machine is provided with three component recognition systems - “Back Li…

(3) The deviation of the positioned P.C.B. is detected by the P.E.C. recogni-
tion function and the machine performs component pick-up and place-
ment operation according to the programmed data (pattern program).
The machine performs component pick-up and placement operations in
the following order.
Case: Setting of Recognition before Component Pick-Up
(3.1) P.E.C. Recognition (Placement Position)
(3.2) Nozzle Change
(3.3) Component Picks from Feeder
(3.4) Component Recognition
When the result is “OK”, the system proceeds to (3.5).
When the result is “NG (No Good)”, the component is dis-
charged.
(3.5) Component Placement
The cycle of (3.2) through (3.5) is repeated alternately on both
A and B beams.
Case: Setting of Recognition after Component Pick-Up
(3.1) Nozzle Change
(3.2) Component Pick from Feeder
(3.3) Component Recognition
When the result is “OK”, the system proceeds to (3.4).
When the result is “NG (No Good)”, the component is dis-
charged.
(3.4) P.C.B. Recognition (Placement Position)
(3.5) Component Placement
The cycle of (3.2) through (3.4) is repeated alternately on both
A and B beams.
(4) The component-placed P.C.B. sent to the R conveyor is transferred to the
output machine by the R conveyor.
6. Outline of System Operation
0004-002 1-39 Tg0246-PM-OP
Component
Vacuum Nozzle
Center of Component
X
Y
6. Outline of System Operation
9910-001 1-40 Tg0246-PM-OP
6.2 Component Recognition
6.2.1 Scope
The machine is provided with three component recognition systems - “Back
Lighting Recognition System”, “Front Lighting Recognition System”, and
“Front Lighting (BGA) Recognition System”. The lighting method specified
in the component library is automatically selected.
The component recognition function is used to recognize the following three
items.
• Component Detection
All components can be detected.
• Component Inspection
Each inspection is made according to the component library.
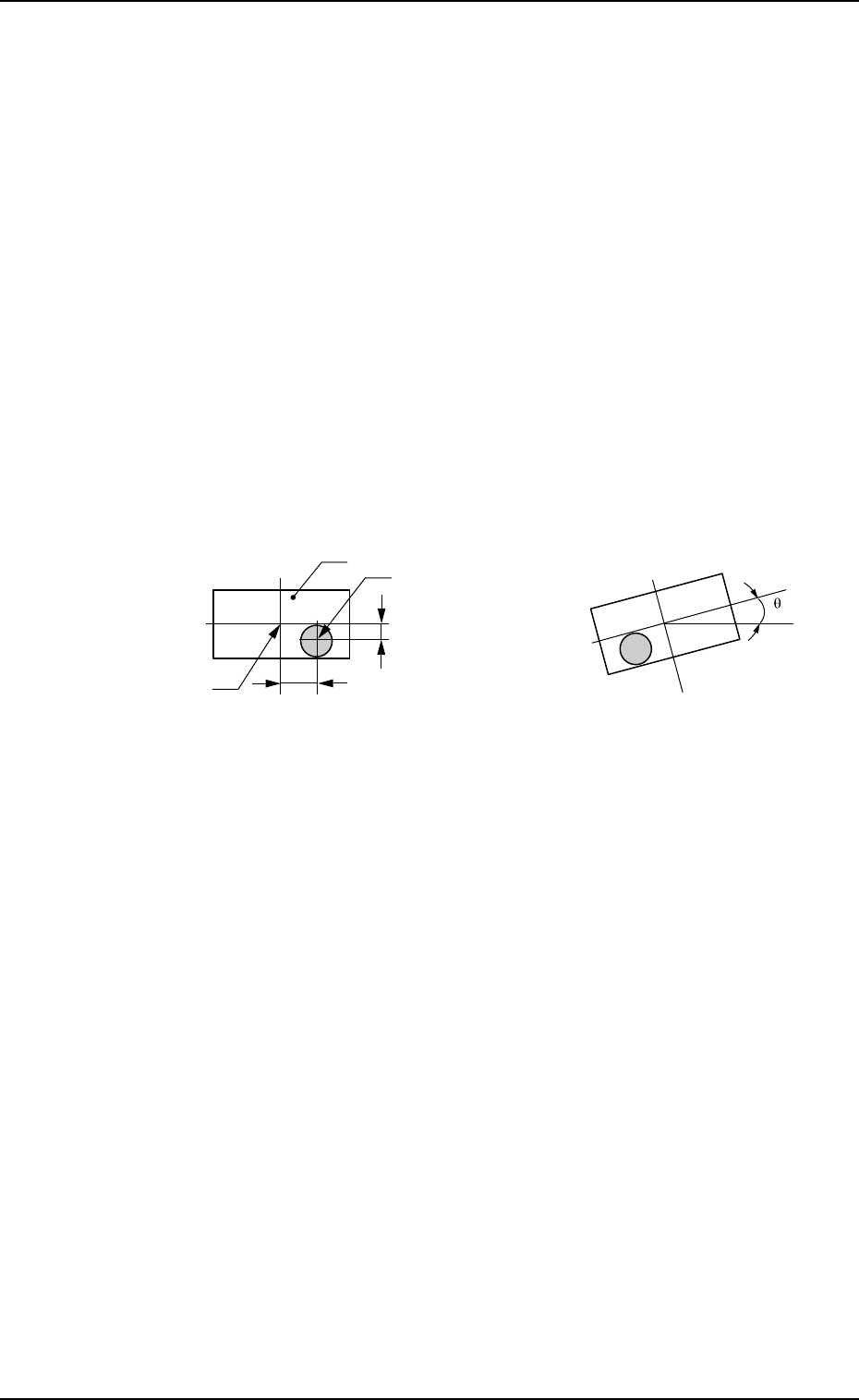
• Measurement of Positional Deviation (X, Y) and Angular Deviation (θ)
between Centers of Recognition Camera and Component
Fig. 1.15 State of Component Picked Up by Vacuum Nozzle
Flow of Component Recognition
The component recognition is made using the component recognition camera.
↓
Angle correction is made.
↓
A component is placed on the P.C.B.
Fig. 1.15-1 Positional Deviation X, Y Fig. 1.15-2 Angular Deviation
θθ
θθ
θ
(deviation in correct direction)
6. Outline of System Operation
9910-001 1-41 Tg0246-PM-OP
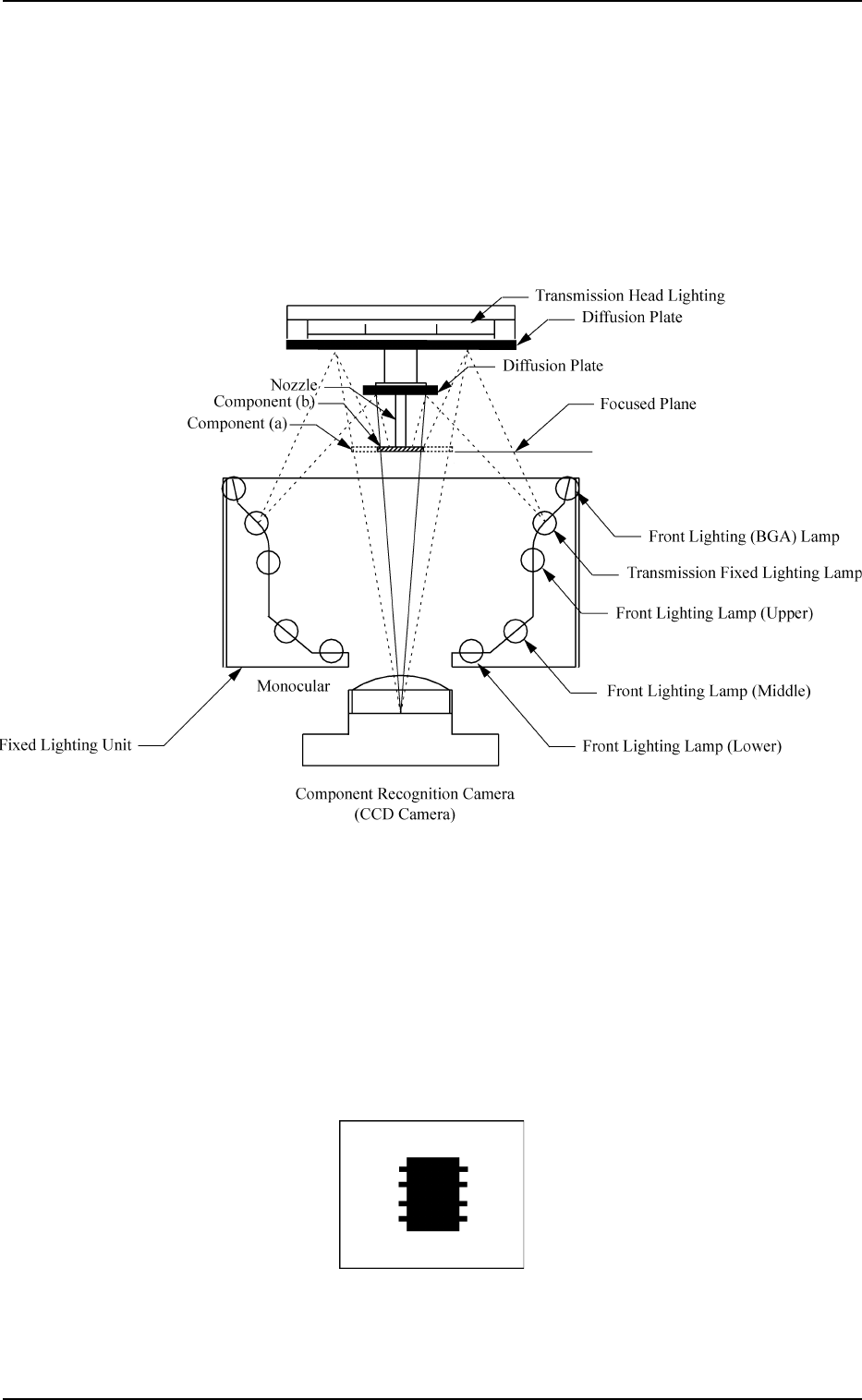
6.2.2 Principle of Recognition
(1) Back Lighting Recognition System
Fig. 1.16 shows the sectional view of the recognition unit and the flow of
recognition light in the back lighting recognition system.
• As for component (a) shown by the dotted line, the outline is recog-
nized through transmission head lighting.
• As for component (b) shown by the diagonal lines, the outline is rec-
ognized through transmission fixed lighting.
Fig. 1.16
The light emitted from the transmission head lighting meets the diffusion plate
(assembled together with the nozzle) and reflects to the component. At this
time, the light which does not meet the component enters into the CCD camera
through the monocular.
The light discharged from the transmission fixed lighting goes through the
diffusion plate and meets the component. The light which is not interrupted by
the component enters into the CCD camera through the monocular.
That is, the CCD camera captures the image of the outline of the component.
Fig. 1.17 Image (Example) on Recognition Monitor