1OM-1064-002.pdf - 第137页
5. Preparation and Confirmation before Operation Fig. 2.24-1 Fig. 2.24-2 Fig. 2.24-3 CAUTION When the automatic set-up operation is imple- mented with the movable chute (solid line) lo- cated at the position shown in Fig…
5. Preparation and Confirmation before Operation
To set up the P.C.B. support pins with power turned OFF
CAUTION
The load power to the motor, etc. is shut off,
but the setting operation must be performed
carefully, protect your hands from moving
mechanism inside the machine.
The purpose for setting up the PCB support pins, is to hold the height of
the PCB upper surface at the proper position and to stabilize the machine.
(1) Check the condition of the P.C.B.’s to be handled.
(Check the size and thickness of the P.C.B.’s and whether or not com-
ponents are previously placed on the back.)
(2) Determine whether or not the set-up operation must be performed.
• When the set-up operation is not required (the same condition as
that of the current production can be applied), perform the pro-
gram change operation for the automatic operation.
• When the set-up operation is required (different condition from
that of the current production), proceed to Step (3).
(3) Stop the operation and set the power breaker to “OFF”.
CAUTION
To prevent the power breaker from being set
to “ON” by mistake, lock the power breaker us-
ing a padlock kept by the person in charge.
Follow the instructions described in “5.1 Power
Breaker Box of Section 1”.
(4) Open the supply cover and detach all feeders.
(5) Detach the safety bar on Beam B and open the maintenance cover.
Refer to “1.5 Opening and Closing of Supply Cover of Section 2”
and “1.6 Opening and Closing of Maintenance Cover of Section 2”
for details on how to open or close the covers and follow the instruc-
tions for safe operations.
(6) Move Beam B to the Beam A side by pushing.
(7) Remove the P.C.B. support pins.
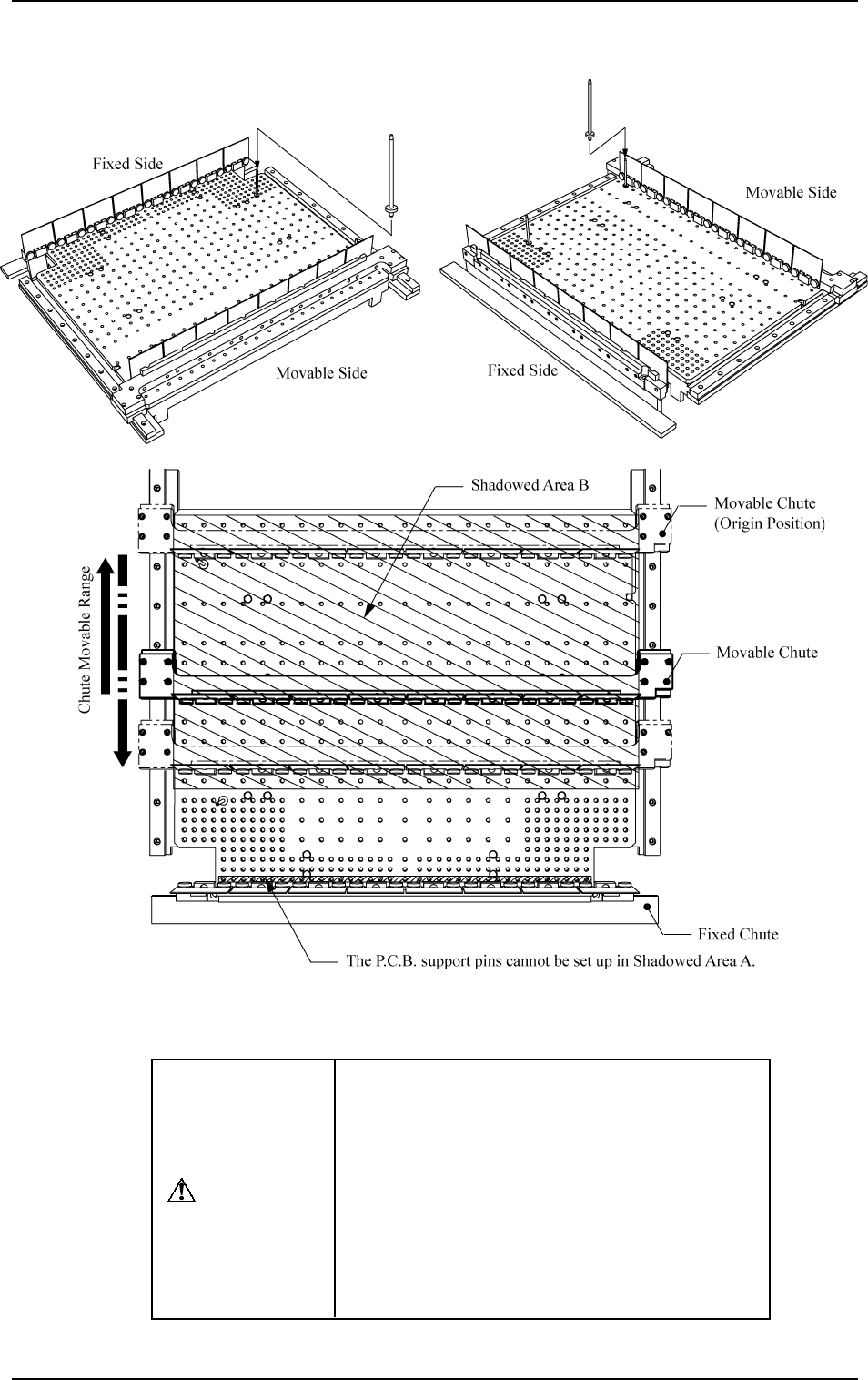
Ref.: If the P.C.B. support pins are not removed, the movable chute
will collide with the pins during the set-up operation. (See
Fig. 2.24-3.)
(8) Check that a P.C.B. support pin, etc., is not left behind on the backup
table.
(9) Check that no component or dust, etc., has fallen into the holes on
the backup table.
(10) Close the maintenance cover and then the supply cover. After that,
attach the safety bar.
(11) Set the power breaker to “ON”.
(12) After zeroing, set up the conveyor width.
(Refer to “Section 4 Manual Mode Menus” for details.)
(13) Follow the procedure similar to Step (3) and turn off the power.
(14) Detach the safety bar on the Beam B side, open the supply cover, and
then the maintenance cover.
(15) Move Beam B to the Beam A side by pushing.
(16) Insert the P.C.B. support pins vertically into the holes on the PCB
backup table. The pins are installed so that they are dispersed equally
over the P.C.B. to be supported.
0103-003 2-38 Tg0246-PM-OP
5. Preparation and Confirmation before Operation
Fig. 2.24-1 Fig. 2.24-2
Fig. 2.24-3
CAUTION
When the automatic set-up operation is imple-
mented with the movable chute (solid line) lo-
cated at the position shown in Fig. 2.24-3, do
not keep the P.C.B. support pins inserted in
Shadowed Area B.
Otherwise, the movable chute may collide with
the P.C.B. support pins because the movable
chute slides out (opening direction) once and
then slides in (closing direction) according to
the program.
9910-001 2-39 Tg0246-PM-OP
Precautions for PCB Support Pin Installation and Removal
5. Preparation and Confirmation before Operation
0103-002 2-40 Tg0246-PM-OP
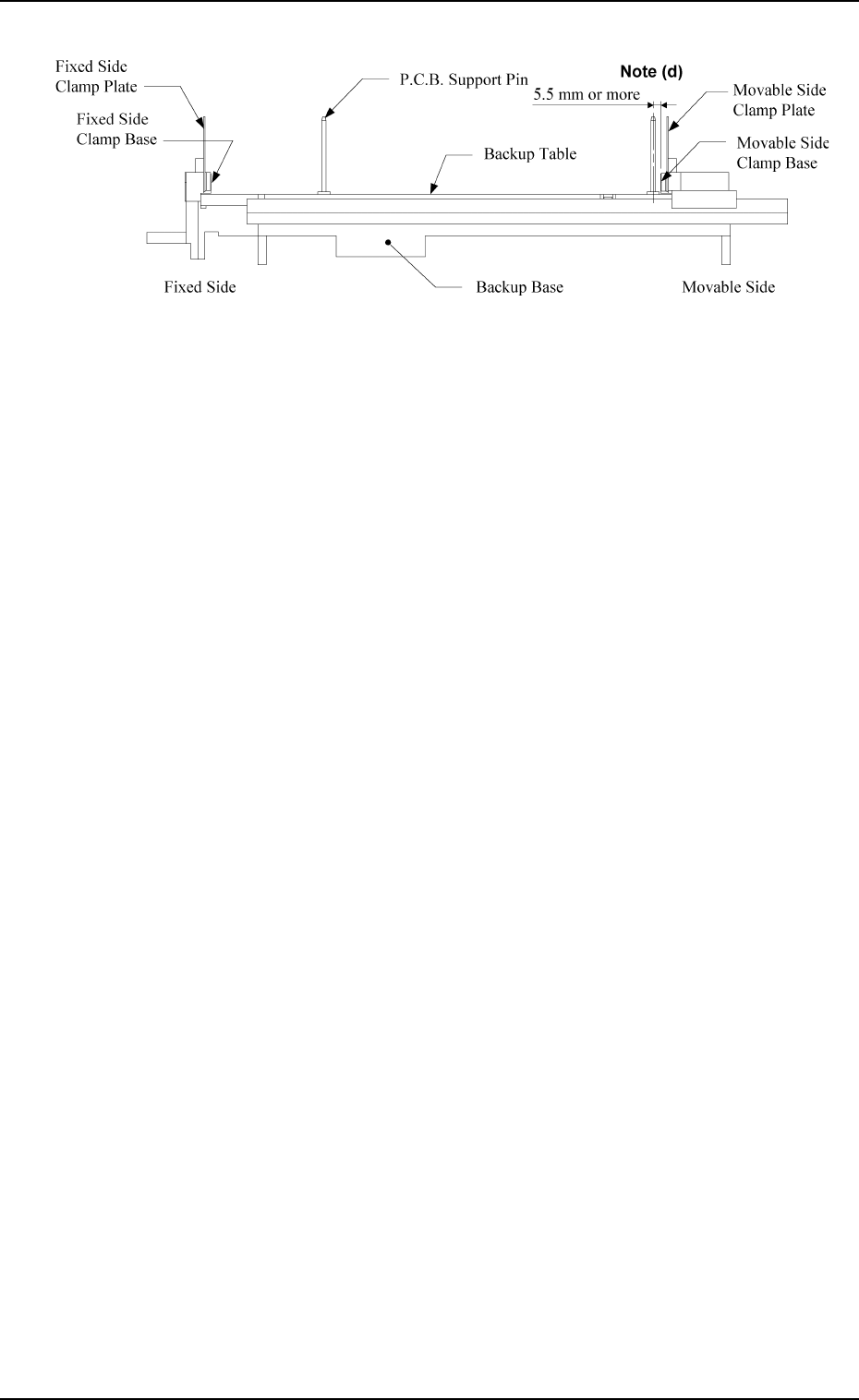
Fig. 2.24-4
Notes: (a) When some components are previously placed on the back of the
P.C.B. and P.C.B. support pins are inserted, make sure that no pin
touches a component.
(b) P.C.B. support pins cannot be inserted into the holes on the backup
table which are located closest to the clamp plate on the fixed
side.
(c) When a component is trapped or dust has accumulated on the
backup table, the height of the P.C.B. support pins cannot be set
correctly. In this case, remove the component or dust with a vacuum
cleaner, etc. (Air Blowing Prohibited)
(d) When the P.C.B. support pins are inserted near the clamp plate on
the movable side, the distance between the center of the holes on
the backup table and the clamp base must be 5.5 mm or more.