1OM-1064-002.pdf - 第88页
6.4 Placement Heads Basically , the cycle *1 through *6 is repeated alternately on both Beams A and B (placement heads). The placement heads work according to the condition specified in the pattern program, etc. *1 P .C.…
• Selection of “PLACE REF.”
Described below are the actions taken when “PLACE REF.” is set in the
“P.C.B. LOCATE MODE” data box at the “P.C.B. TRANSFER MODE SET-
UP” display. (Hierarchical Sequence: “DATA EDIT” Display →
“DEVICE
DATA” Display → “P.C.B. TRANSFER MODE SET-UP” Display).
Note: This function can be used effectively when P.C.B. positioning is
corrected through P.E.C. recognition.
Sufficient accuracy of P.C.B. positioning cannot be expected with-
out P.E.C. recognition.
P.C.B. Transfer Reference: Rear Side of Machine
P.C.B. Transfer Direction: L → R
P.C.B. Positioning Reference: L-BACK
“PLACE REF.”
6. Outline of System Operation
9910-001 1-57 Tg0246-PM-OP
Fig. 1.24-3
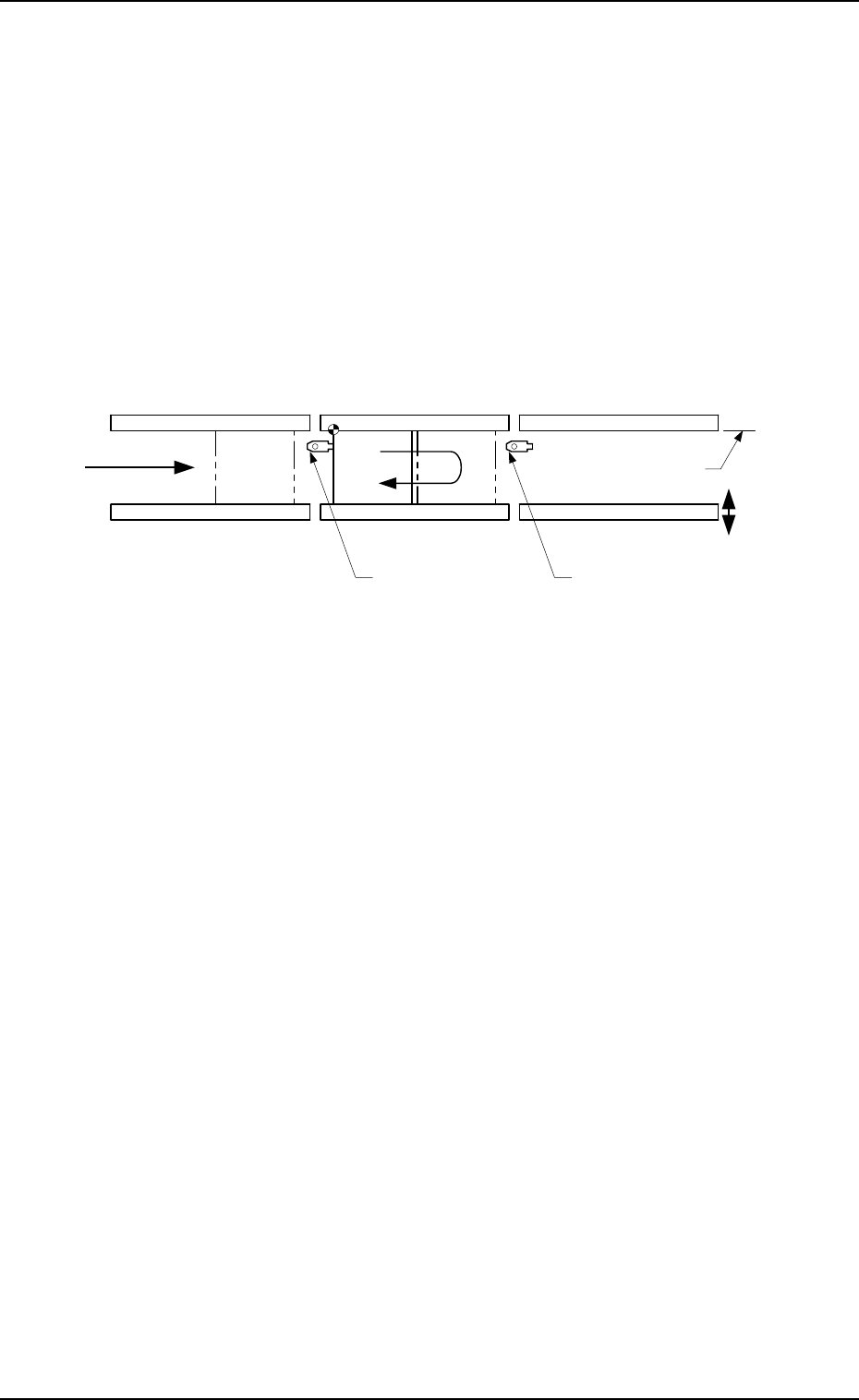
Outline of System Operation
(1) The P.C.B. transferred from the input machine is sent to the P.C.B. stop-
per of the L conveyor and stops there.
(2) After the P.C.B. at the P.C.B. positioning section has been discharged, the
PCB stopper of the L conveyor descends and the P.C.B. at position A is
transferred ahead of the P.C.B. stopper of the L conveyor.
(3) The P.C.B. stopper of the L conveyor rises and then the P.C.B. is returned
to the P.C.B. stopper of the L conveyor and stops there.
(4) The backup base rises and works to position the vertically and to align it
in the Y direction.
The amount of the backup base rise is numeric-controlled by the servo-
motor.
(5) The is positioned in Y direction.
(6) After the P.C.B. positioning has been completed, the machine starts the
P.E.C. recognition operation and component placement.
(7) After the placement operation has been completed, the positioning is can-
celled, the backup base descends, and the P.C.B. is transferred to the R
conveyor.
(8) When the backup base lowering has been completed, the P.C.B. discharged
onto the R conveyor is transferred to the output machine, using the R
conveyor.
L Conveyor
(Input Conveyor)
R Conveyor
(Output Conveyor)
L Conveyor
P.C.B. Stopper
R Conveyor
P.C.B. Stopper
P Conveyor
(P.C.B. Positioning Section)
Movable Side
P.C.B.
P.C.B. Flow Direction
P.C.B. Transfer Reference
A
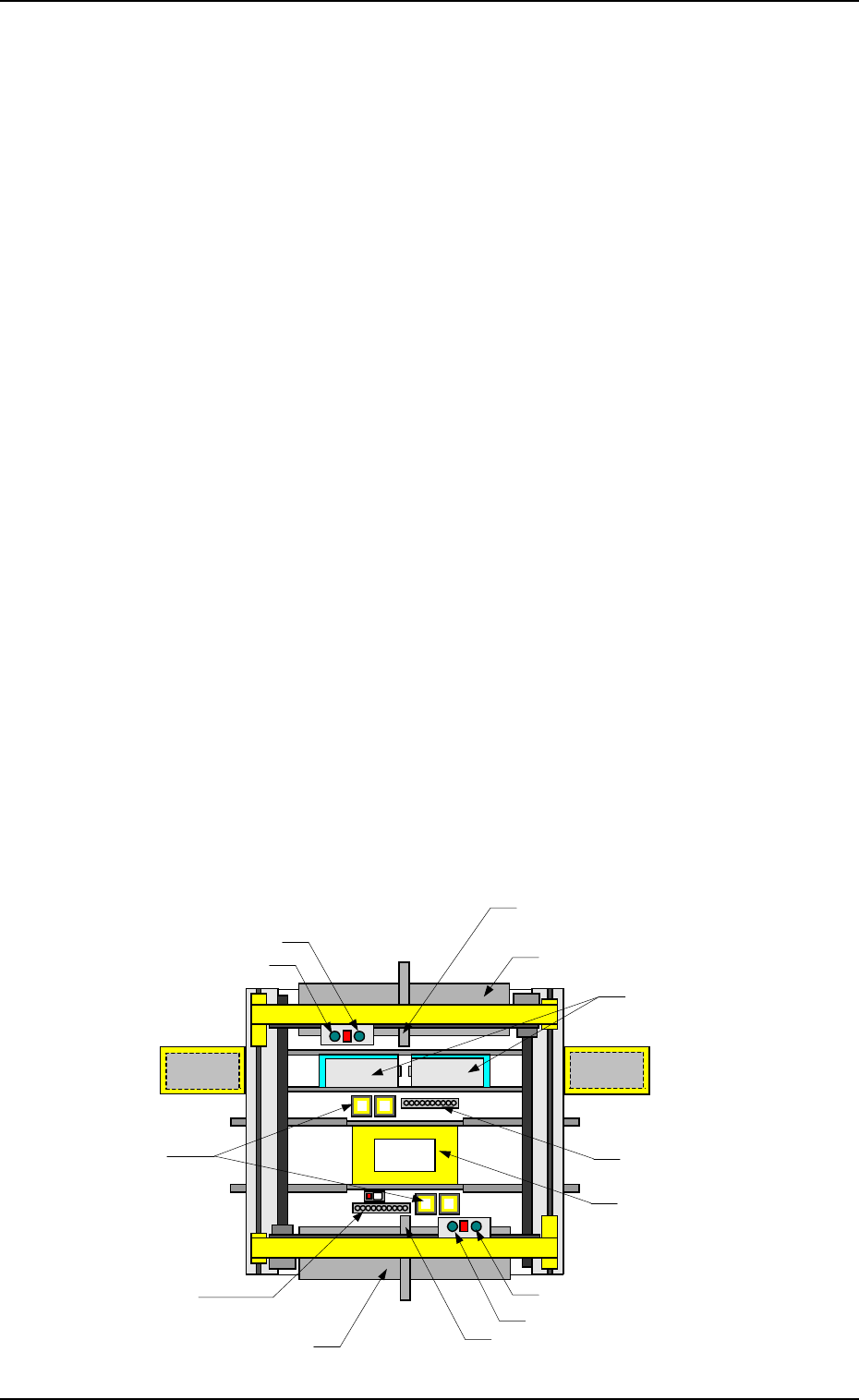
6.4 Placement Heads
Basically, the cycle *1 through *6 is repeated alternately on both Beams A and
B (placement heads).
The placement heads work according to the condition specified in the pattern
program, etc.
*1 P.C.B. Recognition (Placement Position)
Individual components on the P.C.B. are recognized to detect the positional
deviations (deviations of component placement positions).
(This recognition is performed only when the function is enabled in the
pattern program.)
*2 Nozzle Change Operation
A proper vacuum nozzle is selected for components and the attached nozzle
is replaced with the proper one.
The vacuum nozzle on the placement head is stored in the nozzle stocker
and the required vacuum nozzle is taken out of the stocker.
*3 Component Pick-Up (Tape Feeder, Vibratory Stick Feeder,
Multi-Layer Tray Feeder)
Components are supplied from the feeder which corresponds to the pattern
program and the vacuum nozzle picks them up.
In normal cases, one beam is used to pick up two pieces of components of
Heads #1 and #2.
Tape feeders, vibratory stick feeders, and multi-layer tray feeders are pre-
pared. (Each feeder is optional.)
*4 Component Recognition
The image of the picked component is captured by the component recogni-
tion camera and recognized by the recognition unit to detect the deviation
in the pick-up position.
*5 Component Placement
Components are placed.
The machine corrects the deviations of the P.C.B. and the components de-
termined through P.E.C. and component recognition and places the compo-
nents accurately on the specified positions.
In normal cases, one beam is used to place two pieces of components of
Heads #1 and #2.
*6 Rejected Component Discharge Operation
The components rejected as a recognition error are discharged.
6. Outline of System Operation
9910-001 1-58 Tg0246-PM-OP
*6
Rejected Component Discharge
(Component Storage Box)
*3
Component Pick-Up
(Tray)
*2
Nozzle Change Operation
(Nozzle Stocker)
*1
P.C.B. Recognition
(P.E.C. Camera)
*5
Component Placement
*4
Component Recognition
(Component Recog-
nition Camera)
Head #2
Beam A Side
*3
Component Pick-Up
(Tape and Vibratory Stick Feeders)
Beam B Side
Head #1
*2
Nozzle Change Operation
(Nozzle Stocker)
*6
Rejected Component Discharge
(Component Storage Box)
Head #2
Head #1
*3
Component Pick-Up
(Tape and Vibratory Stick Feeders)
Fig. 1.25
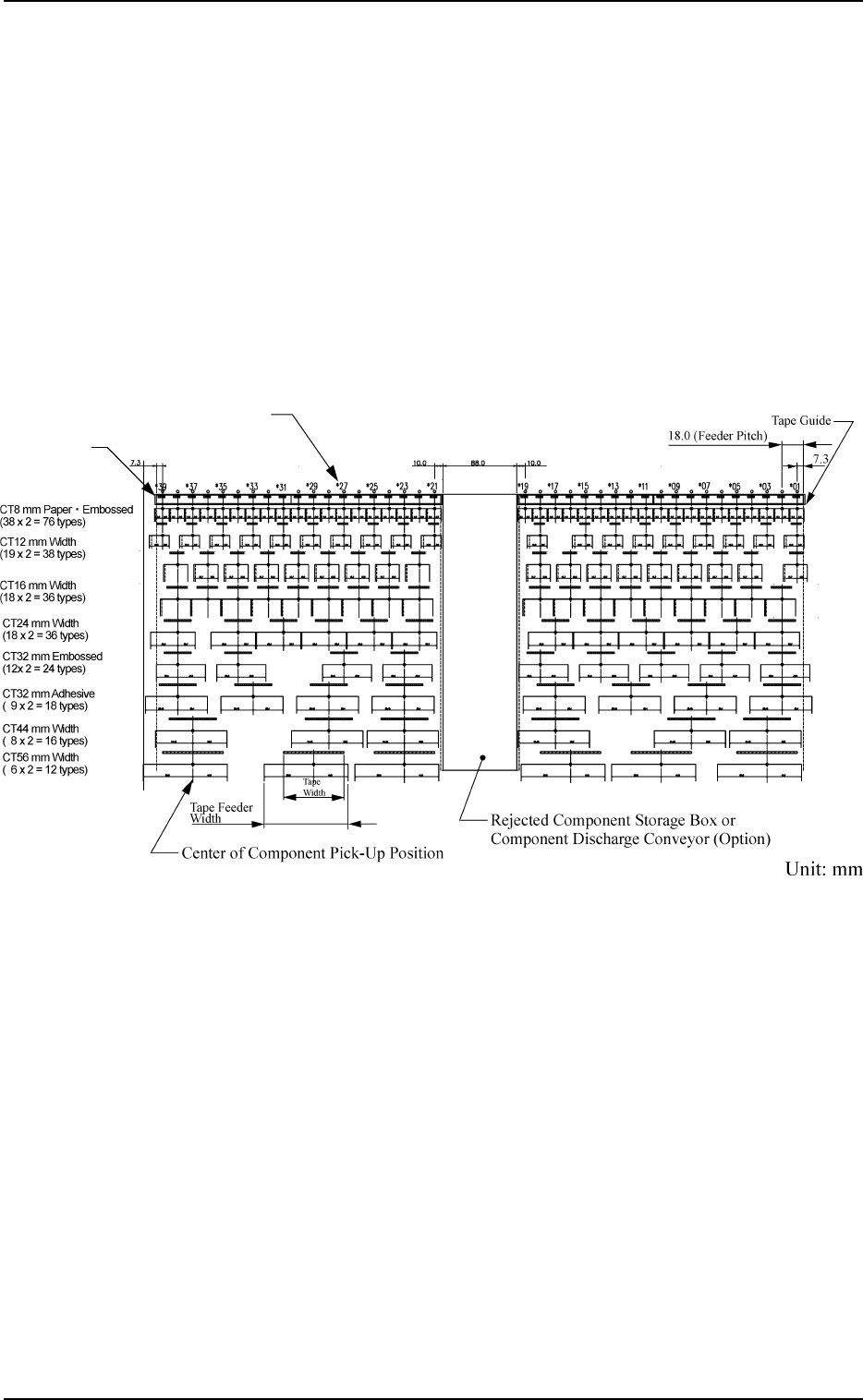
7. Construction of Feeder Carriages
Number of Installable Feeders
(1) Tape Feeders
Max. 76 feeders (when only 8 mm tape feeders are used)
(Max. 38 feeders when only 12 mm tape feeders are used)
(Max. 36 feeders when only 16 mm tape feeders are used)
(Max. 36 feeders when only 24 mm tape feeders are used)
(Max. 24 feeders when only 32 mm tape feeders are used)
(Max. 18 feeders when only 32 mm adhesive tape feeders are used)
(Max. 16 feeders when only 44 mm tape feeders are used)
(Max. 12 feeders when only 56 mm tape feeders are used)
(Max. 12 feeders when only 72 mm tape feeders are used)
Tape Guide
FDR No. (Feeder Slot No.)
Fig. 1.26
Note: Fig. 1.26 shows the maximum number of installable feeders, assuming
that the same type of feeders are installed. The location of tape feeders
is just one example.
Maximum Number of Installable Feeders = Number of Installable Feed-
ers on Beam A or B × 2
7. Construction of Feeder Carriages
0103-003 1-59 Tg0246-PM-OP