00193332-01.pdf - 第343页
11 Mezzi di produzione / Ottimizzazione M anuale operatore del calcolatore di linea UNIX 11.3 Ottimizzazione dell'allestimento ROPT Ve rsione software 503.xx Edizione 02/2002 342 I t I I Le funzioni dei tempi dipen …
Manuale operatore del calcolatore di linea UNIX 11 Mezzi di produzione / Ottimizzazione
Versione software 503.xx Edizione 02/2002 11.3 Ottimizzazione dell'allestimento ROPT
341
I
t I I
11.3.3.11 Trattamento dei tempi di vibrazione dominanti
Può succedere che il tempo di montaggio dipenda altamente dal tempo di vibrazione dei caricatori. Ciò è sempre
il caso quando un componente deve venire spesso montato da una testa a revolver. La testa a revolver
accede quindi più volte ripetutamente allo stesso scomparto di un caricatore. Dato che la velocità di prelievo è
di massima più alta della velocità di alimentazione del caricatore, si instaurano tempi di attesa. Onde ovviare
a ciò, un componente da montare spesso viene allestito più volte.
Condizioni: Se la quota delle posizioni di montaggio di un CO è più grande di >
20% riferita a tutte le
posizioni di montaggio che la testa a revolver deve montare e il tempo di vibrazione del caricatore
è più grande del ciclo della testa a revolver, allora il CO viene allestito una seconda volta, ammesso
che la capacità della zona caricatori lo permetta.
Qualora un componente dominante non vada installato tante volte a piacere, ad es. perché non sono a
disposizione caricatori sufficienti, si può limitare il numero dei caricatori pro tipo di componente. Ciò ha il
vantaggio che un tipo di componente occuperà un numero limitato di posti, il tempo di produzione potrà però
aumentare, dato che i componenti non sempre si troveranno sui posti ottimali. Inoltre verrano eventualmente
calcolate più famiglie di allestimenti anche se basterebbe solo un allestimento.
Questa impostazione viene intrapresa sui paramentri standard/lavoro con il parametro „Numero massimo a
dominanza“ (v. sottocap. 11.4.3.1).
11.3.3.12Minimizzazione delle pipette
Nel minimizzare le pipette si calcola un numero di pipette pro testa e tipo CS.
● Per la testa IC viene eseguita una minimizzazione delle pipette pro tipo CS.
● Per la testa a revolver viene ugualmente eseguita una minimizzazione delle pipette per ogni tipo di CS.
Inoltre viene anche determinata la configurazione di pipette sulla testa con la quale il numero dei cicli di
montaggio risulti il minimo.
AVVISO
La configurazione delle pipette può venire visualizzata con i risultati di fattibilità.
11.3.3.13Tempi considerati
Con il ROPT si prendono in considerazione i tempi a seguito elencati:
● Tempi di un movimento della testa IC oppure della testa a revolver
Per poter eseguire il più preciso possibile la calcolazione dei tempi di montaggio, sono stati riprese funzioni
dei tempi su macchine per il montaggio automatico rappresentative. Sono state misurate separatamente
per i tipi di macchina SIPLACE 80S/80F e HS-180.

11 Mezzi di produzione / Ottimizzazione Manuale operatore del calcolatore di linea UNIX
11.3 Ottimizzazione dell'allestimento ROPT Versione software 503.xx Edizione 02/2002
342
I
t I I
Le funzioni dei tempi dipendono oltre che dal tipo delle macchine anche dai diversi tipi di testa quali la
testa a revolver e la testa IC e dai tre assi x, y e z.
Le funzioni dei tempi accertate sulle macchine di montaggio automatico vengono direttamente incluse
nella calcolazione dei tempi di montaggio.
● Tempi a vuoto della testa IC e della testa a revolver
L’ottimizzazione dell’allestimento tiene conto dei tempi a vuoto.
Per la testa IC sono stati presi in considerazione i tempi a vuoto per le seguenti procedure:
● centraggio esterno otticodipendente dal sistema di valutazione (tipo sistema sensori)
● misura di coplanarità dipendente dal sistema di valutazione (tipo sistema sensori)
I dati dei tempi a vuoto per i 2 processi suesposti sono contenuti nella descrizione della forma involucri (.gf).
Vengono addizionati come costante dispendio di tempo ammesso al tempo di montaggio di ogni CO da centrare
otticamente, oppure che deve essere sottoposto ad una misura di coplanarità. Con l'assegnazione di un tipo
di sistema sensori i tempi vengono automaticamente immessi nel File GF e non si possono modificare.
Questo tempo rappresenta un dispendio in più nei confronti di un montaggio normale.
● Misura fiducial schede locali
● Scambio vassoi,
in dipendenza dai tipi di pipette necessari (vale a dire che lo scambio dei vassi ha precedenza sullo
scambio delle pipette)
● Tempi di scambio pipette
Per la testa a revolver sono stati presi in considerazione i tempi a vuoto dei seguenti processi:
● Misura fiducial schede locali
● Scambio vassoi
Manuale operatore del calcolatore di linea UNIX 11 Mezzi di produzione / Ottimizzazione
Versione software 503.xx Edizione 02/2002 11.3 Ottimizzazione dell'allestimento ROPT
343
I
t I I
11.3.4 Errori nella procedura di ottimizzazione
Se con la procedura di ottimizzazione il programma ROPT riscontra errori, vale a dire che la capacità della
linea per il montaggio del componente "YZ" non è sufficiente, viene creato un File errori ".error". Questo file è
memorizzaro sul path Dati lavori/Losplanung/xx.lose/* e può essere valutato grazie alla visualizzazione del file
(v. cap. 4, sottocap. 4.5).
A seguito viene rappresentato e spiegato con un esempio il contenuto di un File errori.
Esempio del contenuto di un File errori (segnalazione di erore):
OPP_RdRiRs.c(2578): Errore: capacità della linea per il componente "YZ"
non sufficiente.
Il componente "YZ" nella forma involucri "xxx" pone le seguenti richieste:
1 = Stazione "HS180_1", testa ~S_HS180_B, ZC~fissa posto~fisso.
2 = Stazione "HS180_1", testa~S_HS180_B, ZC~mobile posto~mobile.
3 = Stazione "HS180_1", testa~S_HS180_B, FB~SAV posto~fisso.
4 = Statzione "SIPL_80S_1", testa~SP_12_6xx_S15, ZC~80S posto~<_1_>.
5 = Stazione "SIPL_80S_1", testa~SP_12_6xx_S15, ZC~80S posto~<_3_>.
6 = Stazione "SIPL_80S_2", testa~SP_12_6xx_S15, ZC~80S posto~<_1_>.
7 = Stazione "SIPL_80S_2", testa~SP_12_6xx_S15, ZC~80S posto~<_3_>.
Lavoro "/Losplanung/xx.lose" viene eseguito senza attrezzaggio fisso.
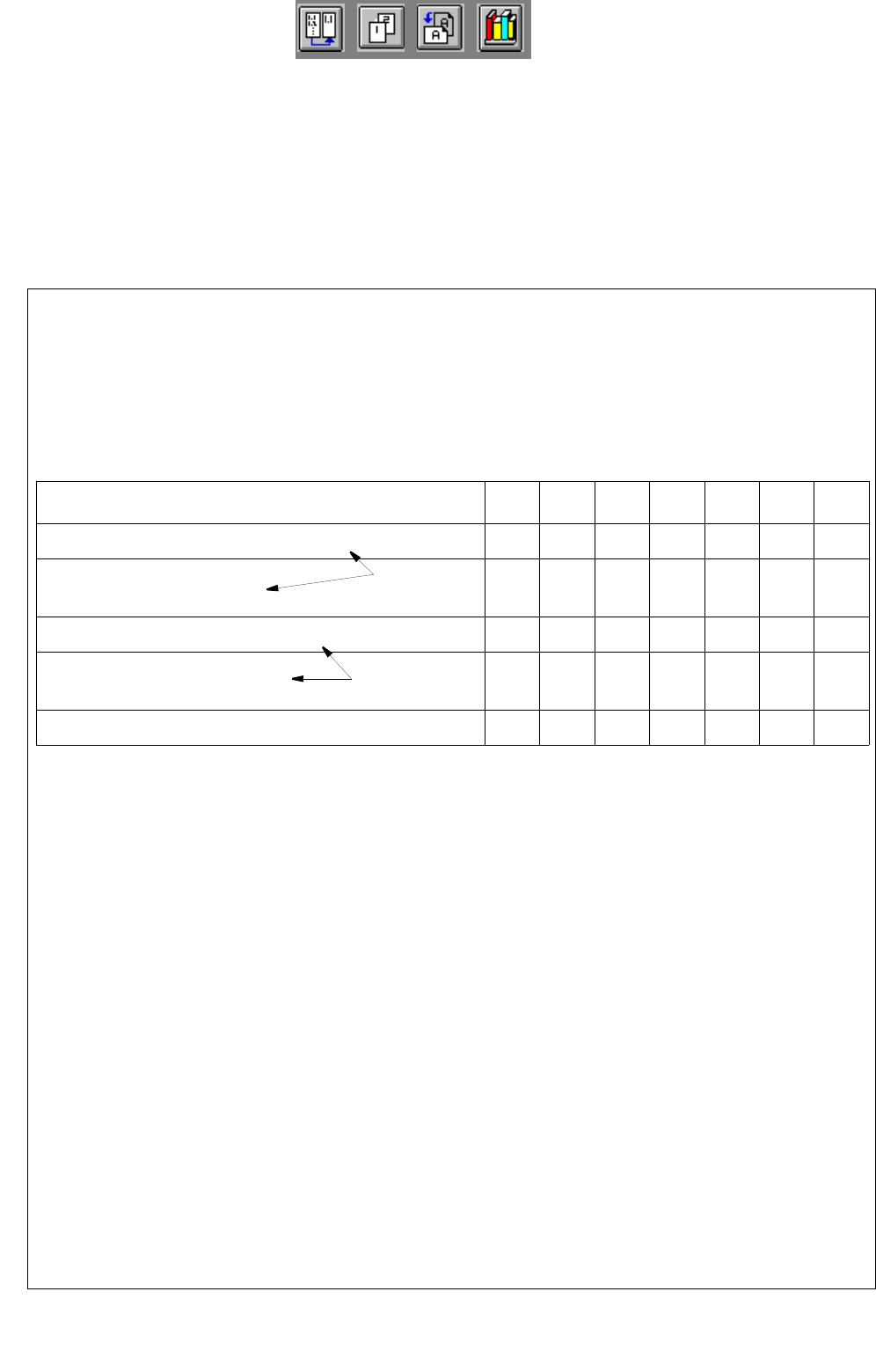
Spiegazione dei segni:
1a colonna: grequisiti posti dalla forma involucri e componente
n. colonna: il requisito può essere esaudito dalla testa di montaggio sulla zona caricatori se:
in bianco = requisito non viene esaudito
X = requisito viene esaudito
numero telecamera = requisito disponibile con questo sensore
- = posizione di prelievo fuori del campo di traslazione
ultima riga = numero delle tracce disponibili
2 e 6 = tipi di sistema sensori determinati nella descrizione della forma involucri
Richieste/Posto 1 234567
Pipetta "316" X X
Stazione di centraggio
ottico esterna Telecamera testa
222
6666
Direzione di trasporto a sinistra X X X X
Caricatore "S_LIN_30"
Caricatore "S_G_24N" X
X
XXXX
Tracce ancora disponibili 90 6 1 120 0 120 120
Richiesta per
descrizione GF
Richiesta per
restrizioni (.ri/.rs)