00193332-01.pdf - 第496页
Manuale operatore del calcolatore di linea UNIX 16 MaDaMaS Versione software 503.xx Edizione 0 2/2002 16.1 Introduzione 495 I t I I 16 MaDaMaS 16.1 Introduzione Oltre a malfuzionamenti tecnic i, durante la produzione SMD…
15 Controllo / Sistema di segnalazione errori Manuale operatore del calcolatore di linea UNIX
15.1 Ambiente di lavoro Sistema di segnalazione errori Versione software 503.xx Edizione 02/2002
494
I
t I I
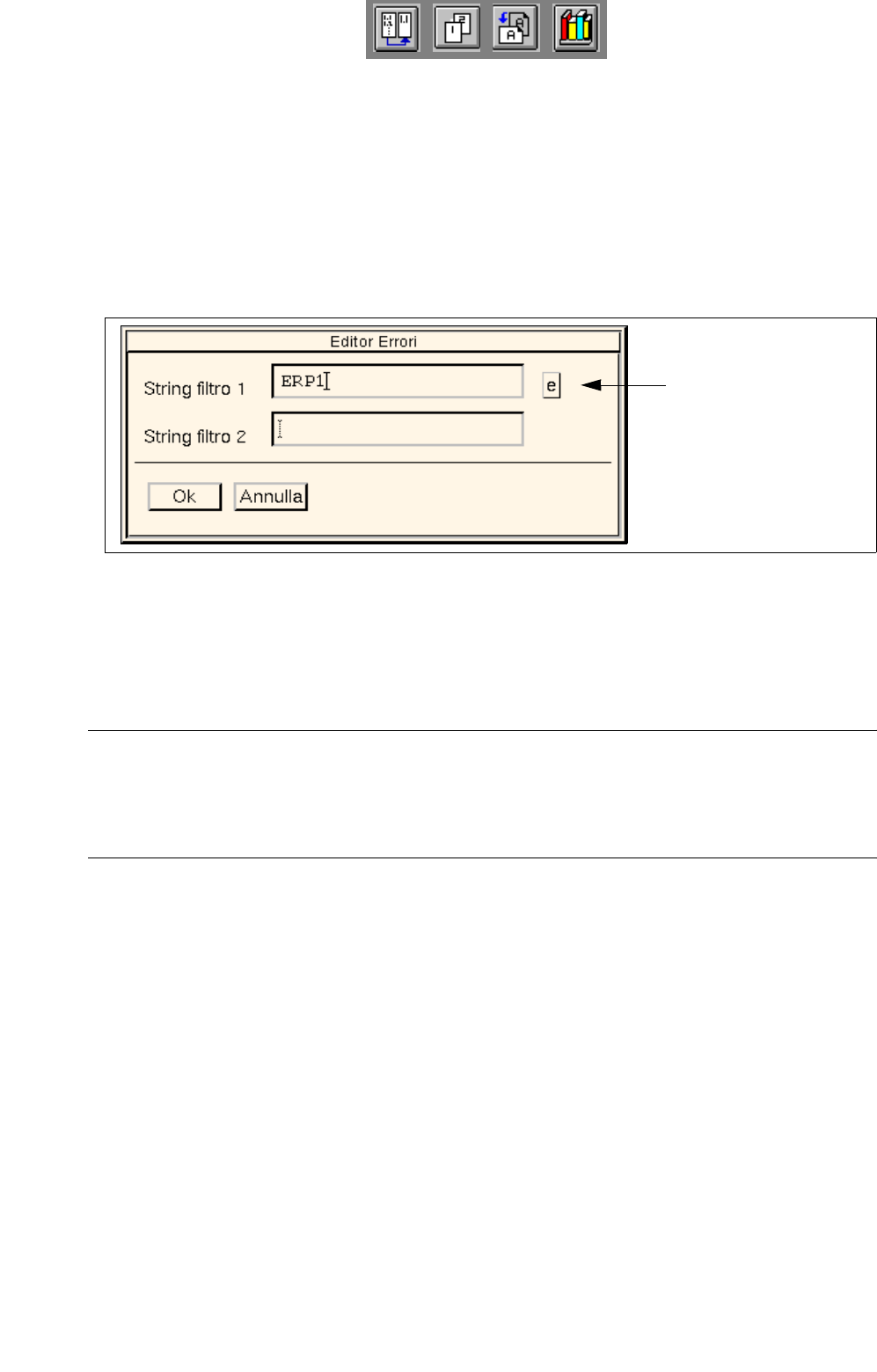
- Filtro
Grazie a questo voce di menu è possibile limitare le segnalazioni visualizzate secondo determinati cri-
teri, inserendo fino a due sequenze di caratteri che possono venire associate ad "e" ossia "o".
° Filtro significa che il filtro è disattivato.
¤ Filtro significa che il filtro è attivato.
● Sulla barra del menu fare clic su FILE --> Filtro --> Descrizione.
Si aprirà la seguente finestra per inserire il filtro.
● Nella casella di testo "String filtro 1" digitare la prima sequenza di caratteri, secondo la quale
vanno filtrate le segnalazioni visualizzate.
● Event. digitare nella casella di testo "String filtro 2" una seconda sequenza di caratteri.
● Fare clic sul pulsante software e ossia o per impostare l’associazione richiesta.
AVVISO
Se si imposta "e", i testi delle segnalazioni verranno filtrati secondo le due sequenze di caratteri inse-
rite, se invece si imposta "o" essi verranno filtrati o in base alla prima o in base alla seconda
sequenza di caratteri.
● Confermare le impostazione del filtro con Ok.
● Fare clic su FILE --> Filtro --> accendi.
Il filtro impostato è ora attivo.
Se si vuole nuovamente spegnere il filtro,
● fare clic su FILE --> Filtro --> spegni.
pulsante software per
associazione e/o

Manuale operatore del calcolatore di linea UNIX 16 MaDaMaS
Versione software 503.xx Edizione 02/2002 16.1 Introduzione
495
I
t I I
16 MaDaMaS
16.1 Introduzione
Oltre a malfuzionamenti tecnici, durante la produzione SMD si verificano soprattutto punti vulnerabili nell’am-
biente organizzativo. Questi risultano spesso a causa da componenti mancanti, deficienze nel flusso di
informazioni e disquilibri delle stazioni di una linea. La rimozione controllata di detti punti vulnerabili premette
l’esatta cognizione delle cause che si possono accertare solo mediante un permanente monitoraggio automa-
tico.
Il Ma
chine-Data-Management-System (MaDaMaS, Sistema Management Dati Macchina) raccoglie tutti i dati
rilevanti dell’impianto e offre la possibilità di rappresentare graficamente il comportamento operativo. In questo
modo, non appena un circuito stampato ha lasciato la stazione, può venire indicata una raffigurazione attuale
del comportamento operativo di una linea completa o delle singole stazioni, il che consente un intervento
controllato in caso di malfunzionamenti, errori o disquilibri.
Nella presente versione MaDaMaS, tutti i dati di produzione rilevati si possono valutare nei tre seguenti intervalli
di tempo (base di tempo):
- valutazione dal momento dell’ultimo cambio di allestimento fino al momento attuale
- valutazione dal momento dell’ultimo cambio del tipo di CS (cambio scheda) fino al momento attuale
- valutazione dal momento dell’ultimo Reset fino al momento attuale
I dati di valutazione consentono affermazioni sui seguenti ambiti tematici:
- resa di montaggio (errori di traccia, montaggi giusti)
- suddivisione del tempo totale di elaborazione di un circuito stampato nelle classi di circostanze
(in moto, attende, bloccata, interrotta, guasta)
- rilevamento di malfunzionamenti riconosciuti automaticamente
Ogni stazione rileva automaticamente tutti i montaggi buoni e gli errori di traccia occorsi nella elaborazione di
un circuito stampato. Inoltre, per determinati stati della macchina, vengono gestiti dei contatori di tempo.

16 MaDaMaS Manuale operatore del calcolatore di linea UNIX
16.1 Introduzione Versione software 503.xx Edizione 02/2002
496
I
t I I
16.1.1 Definizione dei tempi rilevati dalla stazione
La stazione rileva sia malfunzionamenti che stati normali della macchina. Dato che più eventi possono verificarsi
contemporaneamente, si procede alla distribuzione di priorità degli stessi. Ne segue una suddivisione in 4
gruppi, dei quali il gruppo 4 detenie la priorità massima e il gruppo 1 la priorità minore.
16.1.1.1 Tipi di eventi
Gli eventi vengono rilevati e rappresentati sull’ambiente valutazione del MaDaMaS (v. sottocap. 16.2.8.5) sotto
i termini (motivazioni) seguenti descritti nei singoli gruppi.
Gruppo 1 Interruzione:
Questo gruppo contiene tutte le cause delle fermate della macchina rilevate, verificatesi a seguito di
un intervento dell’operatore.
Entro il gruppo 1 la massima priorità è assegnata al malfunzionamento che giunge per primo.
Finché non si termina
detto malfunzionamento (azionando il tasto START ovvero continua il montaggio), non vengono valutati
i malfunzionamenti che figurano successivamente.
Tipo di evento: Stato:
Azionato il tasto Interr. (annulla) interrotta
Funzione singola/Menu Vision interrotta
Azionato il tasto STOP interrotta
Azionato EMERGENZA/manca aria compressa interrotta
Modo passo passo attivo interrotta
Copertura di protezione aperta interrotta
In attesa del tasto START interrotta
In attesa di Controllo ON interrotta
Attende fino a copertura chiusa interrotta
Gruppo 2 Stati della macchina nel funzionamento normale:
Questo gruppo comprende tutti gli stati che possono venire assunti dalla macchina durante un normale
corso di montaggio (di incollaggio).
Entro il Gruppo 2 la massima priorità viene assegnata allo stato assunto per ultimo. Lo stato
correntemente in corso viene così concluso.
Tipo di eventi: Stato:
Alimentazione dati attende
In attesa di CS sul convogl. di entrata attende
In attesa di CS sul convogl. centrale attende
In attesa di CU/CC liberi bloccata
Monta/incolla in moto