00195725-0102_UM_X-Serie_SR605_ES.pdf - 第462页
6 Ampliaciones de estación Instrucciones de servicio SIPLACE Serie-X 6.20 SIPLACE Productivity-Lift A partir de la versión de software SR.605.xx Edición 07/2008 ES 462 6.20 SIPLACE Productivity-Lif t Artículo N° 001 1931…
Instrucciones de servicio SIPLACE Serie-X 6 Ampliaciones de estación
A partir de la versión de software SR.605.xx 6.19 Módulo láser coplanario 3D
Edición 07/2008 ES
461
quinas automáticas con la unidad de ejes A363 no es posible.
– En cada máquina automática puede instalarse solamente un módulo láser coplanario. Es de-
cir, el módulo láser coplanario - 3D no puede encontrarse en servicio con el módulo utilizado
hasta ahora (ver apartado 6.18
, página 453).
– El módulo láser coplanario - 3D puede instalarse solamente en la posición 3.
– El módulo láser coplanario 3D puede funcionar solamente con el TwinHead.
– El módulo láser coplanario - 3D no puede equiparse cuando en esta zona de colocación está
instalado un cabezal Collect&Place.
6.19.6 Ordenador de análisis
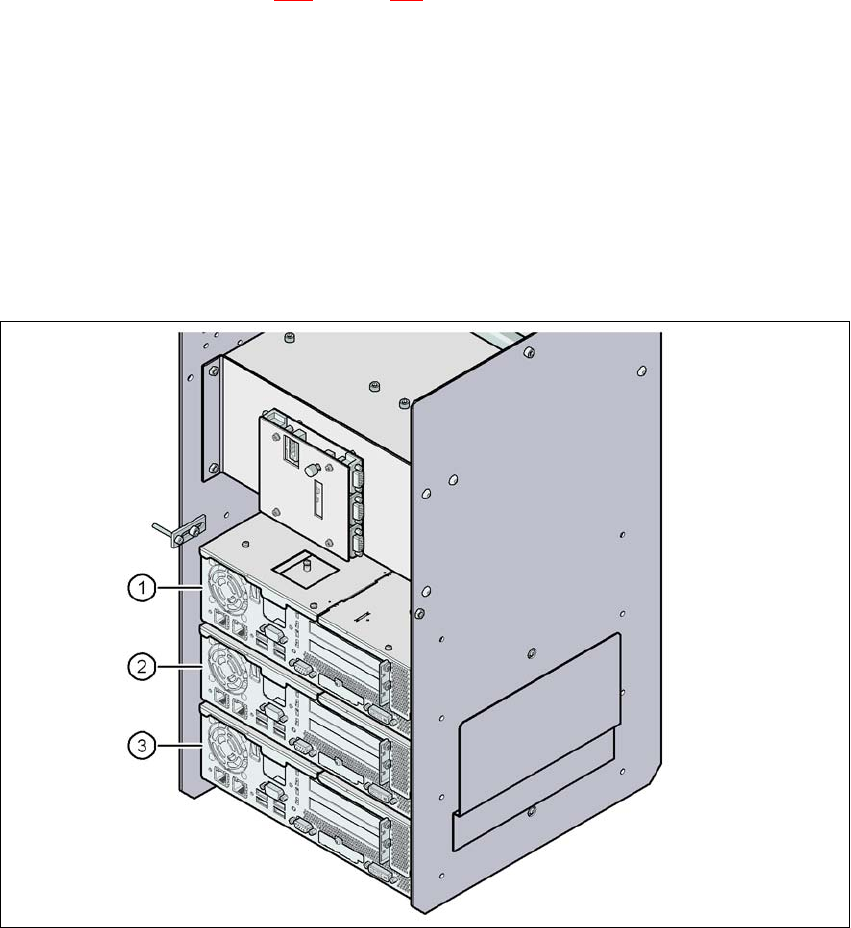
Un Box-PC sirve como ordenador de análisis. Éste está montado con el ordenador de mando y
el controlador de la máquina en el lado de entrada.
6
Fig. 6.19 - 2 Box-PC para el módulo láser coplanario - 3D
(1) Ordenador de mando
(2) Controlador de la máquina
(3) Ordenador de análisis del módulo láser coplanario - 3D
6 Ampliaciones de estación Instrucciones de servicio SIPLACE Serie-X
6.20 SIPLACE Productivity-Lift A partir de la versión de software SR.605.xx
Edición 07/2008 ES
462
6.20 SIPLACE Productivity-Lift
Artículo N° 00119314-xx Elevador Productivity Tramo por debajo del piso de la máquina -
transporte doble
Artículo N° 00116325-xx Elevador Productivity Shuttle - HV con transporte doble - cinta de
emergencia
Artículo N°. 00116310-xx Elevador Productivity Shuttle - HV con transporte sencillo - cinta de
emergencia
Artículo N° 00119316-xx Elevador Productivity Tramo por debajo del piso de la máquina -
transporte sencillo
Artículo N° 00116326-xx Elevador Productivity V-Shuttle con transporte sencillo - cinta de
emergencia
Artículo N° 00116316-xx Elevador Productivity Paquete de accesorios 1 (1 x por cada línea en
la utilización de una cinta de transporte abierta sin cubierta de segu-
ridad antes o después de elevador SIPLACE Productivity
Artículo N° 00116317-xx Elevador Productivity Paquete de accesorios 2 (1 x por cada línea en
la utilización de una cinta de transporte abierta sin cubierta de segu-
ridad antes o después de elevador SIPLACE Productivity
Artículo N° 00119635-xx Elevador Productivity Paquete de accesorios serie-HF, serie-X (para
enlazar la máquina automática al circuito de seguridad del elevador
SIPLACE Productivity)
6.20.1 Concepto de la colocación en paralelo
Por regla general las líneas de colocación están dispuestas una tras otra y encadenadas en
serie. El programa de colocación se procesa de forma secuencial mientras las tarjetas de circui-
tos impresos son transportadas de una máquina a la siguiente. Esto significa que la dotación de
una tarjeta de circuitos impresos se distribuye en diferentes máquinas automáticas.
En el encadenamiento paralelo el contenido de colocación de máquinas individuales se reúne.
Varias máquinas automáticas trabajan el mismo programa de colocación. Estas colocan todos los
componentes en una máquina que en el procesamiento en serie están distribuidos en varias má-
quinas automáticas. Si la capacidad de una máquina automática está utilizada plenamente las
tarjetas de circuitos impresos son transportadas a la siguiente máquina con el mismo programa
de colocación, y allí dotadas. Esta combinación de máquinas con el mismo contenido de coloca-
ción se denomina grupo o cluster.
6.20.2 Realización de la colocación paralela
Como las líneas con máquinas automáticas dispuestas de forma paralela exigen más superficie
de instalación, se realizó el concepto de colocación paralela con transporte por debajo del piso
Instrucciones de servicio SIPLACE Serie-X 6 Ampliaciones de estación
A partir de la versión de software SR.605.xx 6.20 SIPLACE Productivity-Lift
Edición 07/2008 ES
463
de la máquina y elevador horizontal / vertical (Shuttle - HV). Para ello las máquinas automáticas
siguen ordenadas en serie, pero a través de unidades de elevador y transporte por debajo del
piso de la máquina es posible el servicio paralelo de la línea. De esta forma se mantienen prácti-
camente las dimensiones compactas de las líneas SIPLACE.
6
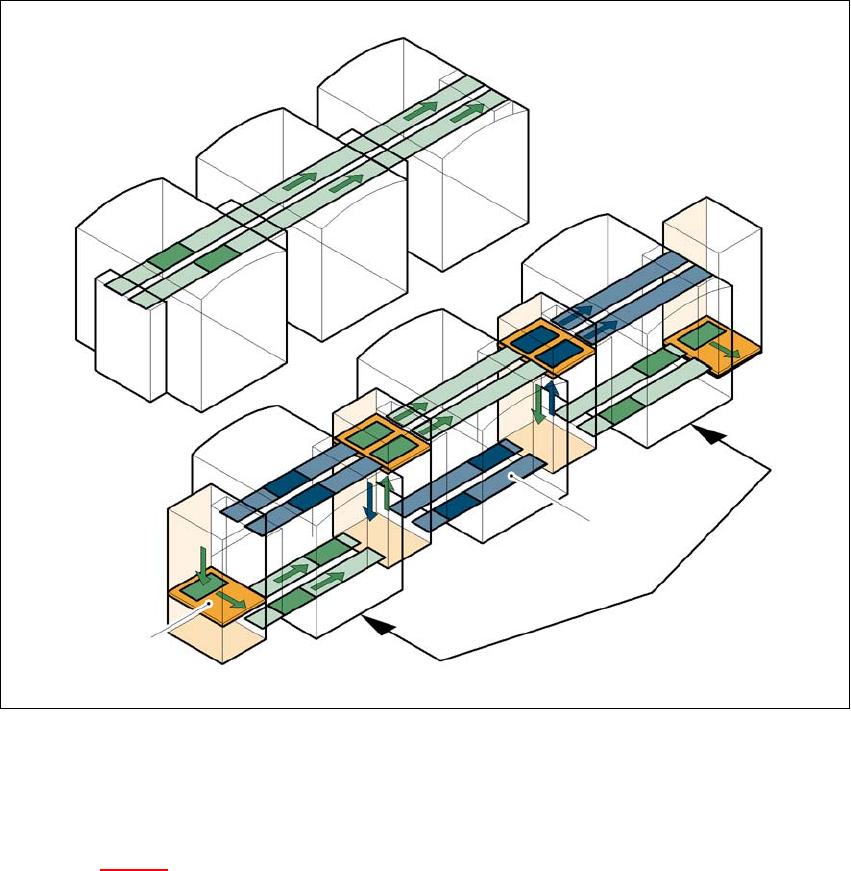
Fig. 6.20 - 1 Comparación de líneas en serie y en paralelo
6.20.2.1 Transporte bajo el piso de la máquina
Dos cintas transportan tarjetas de circuitos impresos vacías o dotadas por debajo de la máquina
(ver la Fig. 6.20 - 1
). En ello la altura del componente debe tener una valor de máximo 17 mm.
6.20.2.2 Elevador horizontal/vertical (Shuttle horizontal/vertical)
Un shuttle – HV está ordenado al inicio de la línea, entre las máquinas automáticas y al final de
la línea. Este transporta las tarjetas de circuitos impresos entre el nivel por debajo del piso de la
máquina y el nivel de proceso y entre las dos pistas del transporte por debajo del piso de la má-
quina.
Línea en serie
Línea en paralelo
Transporte bajo el piso
de la máquina
Grupo (Cluster)
Elevador
horizontal/vertical