00195725-0102_UM_X-Serie_SR605_ES.pdf - 第464页
6 Ampliaciones de estación Instrucciones de servicio SIPLACE Serie-X 6.20 SIPLACE Productivity-Lift A partir de la versión de software SR.605.xx Edición 07/2008 ES 464 6 Fig. 6.20 - 2 Shuttle horizontal/vertica l (Shuttl…
Instrucciones de servicio SIPLACE Serie-X 6 Ampliaciones de estación
A partir de la versión de software SR.605.xx 6.20 SIPLACE Productivity-Lift
Edición 07/2008 ES
463
de la máquina y elevador horizontal / vertical (Shuttle - HV). Para ello las máquinas automáticas
siguen ordenadas en serie, pero a través de unidades de elevador y transporte por debajo del
piso de la máquina es posible el servicio paralelo de la línea. De esta forma se mantienen prácti-
camente las dimensiones compactas de las líneas SIPLACE.
6
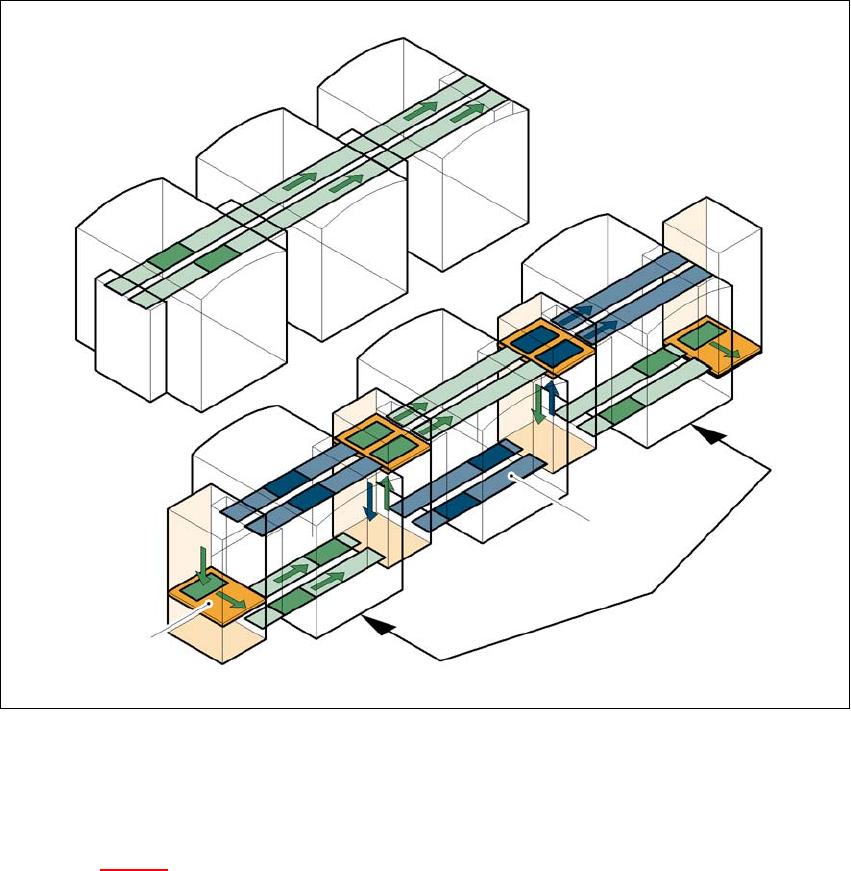
Fig. 6.20 - 1 Comparación de líneas en serie y en paralelo
6.20.2.1 Transporte bajo el piso de la máquina
Dos cintas transportan tarjetas de circuitos impresos vacías o dotadas por debajo de la máquina
(ver la Fig. 6.20 - 1
). En ello la altura del componente debe tener una valor de máximo 17 mm.
6.20.2.2 Elevador horizontal/vertical (Shuttle horizontal/vertical)
Un shuttle – HV está ordenado al inicio de la línea, entre las máquinas automáticas y al final de
la línea. Este transporta las tarjetas de circuitos impresos entre el nivel por debajo del piso de la
máquina y el nivel de proceso y entre las dos pistas del transporte por debajo del piso de la má-
quina.
Línea en serie
Línea en paralelo
Transporte bajo el piso
de la máquina
Grupo (Cluster)
Elevador
horizontal/vertical
6 Ampliaciones de estación Instrucciones de servicio SIPLACE Serie-X
6.20 SIPLACE Productivity-Lift A partir de la versión de software SR.605.xx
Edición 07/2008 ES
464
6
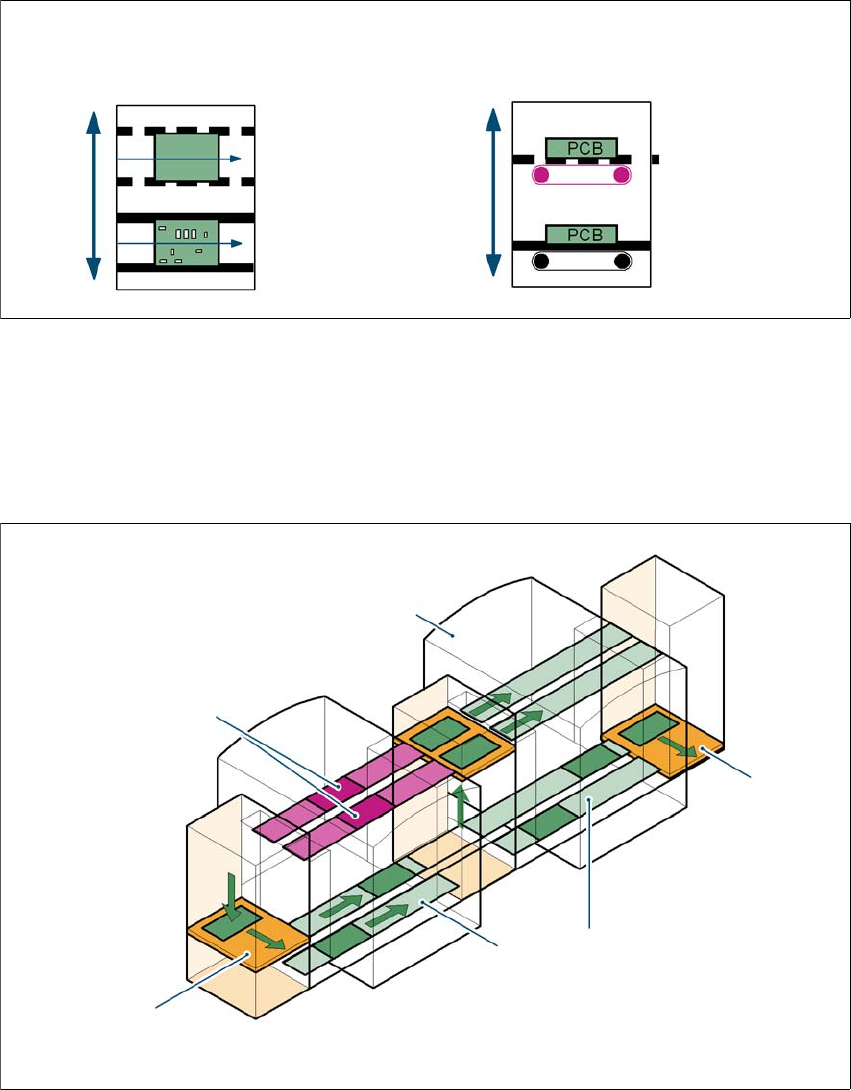
Fig. 6.20 - 2 Shuttle horizontal/vertical (Shuttle-HV), cambio de pista de transporte y funcionamiento del elevador
6.20.3 Ventajas del "Productivity-Lift"
Con el "Productivity-Lift" gracias a la elevada velocidad de colocación de las máquinas automáti-
cas dentro de la línea es posible aumentar la productividad de la línea en general.
6
Fig. 6.20 - 3 "Productivity-Lift", evasión de períodos de parada
6
En líneas encadenadas en paralelo pueden fallar máquinas automáticas individuales sin que la
línea total se pare. Además, es posible el acceso a máquinas individuales mientras el resto de la
línea sigue colocando sin interrupción. Por medio del encadenamiento puede elevarse el conte-
Transporte horizontal
Transporte bajo el piso de la máquina
Funcionamiento del elevador
Transporte vertical
Sin dotar
Dotado
Estándar
nivel de transporte
Nivel de transporte
por debajo del piso de
Transporte bajo el piso de la máquina
Cambio de pista de transporte
Recorrido de transporte – TCI
en el proceso de colocación
Máquina automática de
colocar
Elevador horizontal
y vertical
Transporte bajo el
piso de la máquina
Cambio de
pista
Instrucciones de servicio SIPLACE Serie-X 6 Ampliaciones de estación
A partir de la versión de software SR.605.xx 6.20 SIPLACE Productivity-Lift
Edición 07/2008 ES
465
nido de colocación de cada estación y minimizarse los tiempos muertos de transporte. Esto ge-
nera un rendimiento de colocación mayor de la línea.
Esto es válido por ejemplo para
– investigaciones condicionadas al proceso o servicio de prueba
– programación de marcas – TCI, formas de caja o colocaciones de prueba,
– mantenimiento o reparaciones
– errores de manejo como no empalmar las cintas a tiempo o la falta de componentes.
Otra ventaja es que la línea se puede configurar un número cualquier de veces a través del soft-
ware sin necesidad de reajustar la máquina.