YSD_Users_K.pdf - 第103页
2-42 2 █ 모 니터 : 높 이보정 ( 옵 션 ) 모니터 높이보정 68 22 5 -N 7- 0 0 █ 레이저 • 커런트 현재 의 레 이 저 높이를 측 정 한 결과를 표시 합니 다 . 이 는 , 샘플 횟수 와 장비 설정 에 의 존 합니 다 . 수치 는 레 이저 0 점 설정 리셋 값에서의 옵 셋 량을 표시합니 다 . 레 이저 0 점 설정 리셋 값을 기 판면과 같게 할 경우 , 기판면 높이에서…
2-41
2
█
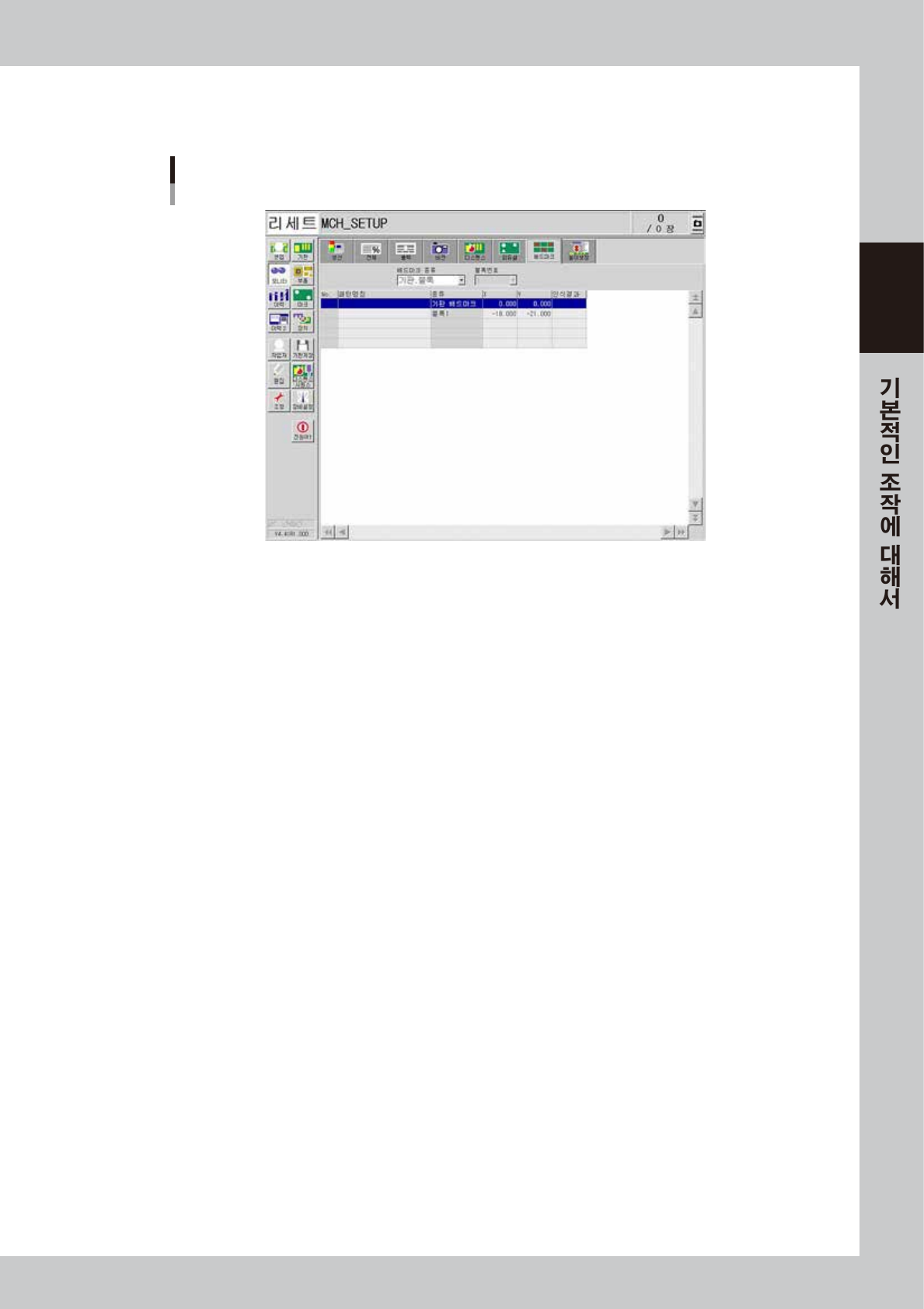
모니터 : 배드마크
「기판 , 블록」, 「로컬」등의 배드마크 인식결과를 표시합니다 .
모니터
배드마크
68224-N7- 0 0
•
X, Y
기판데이터 입력값 ( 블록 옵셋량 고려 ) 을 표시합니다 .
•
인식결과
실제로 마크를 인식한 결과에 따라서 「OK」또는 「NG」판단을 합니다 .
OK: 배드마크 인식에 실패한 경우 , 작업을 하는 것을 의미합니다 .
NG: 배드마크 인식에 성공한 경우 , 작업을 하지 않는 것을 의미합니다 .
2-42
2
█
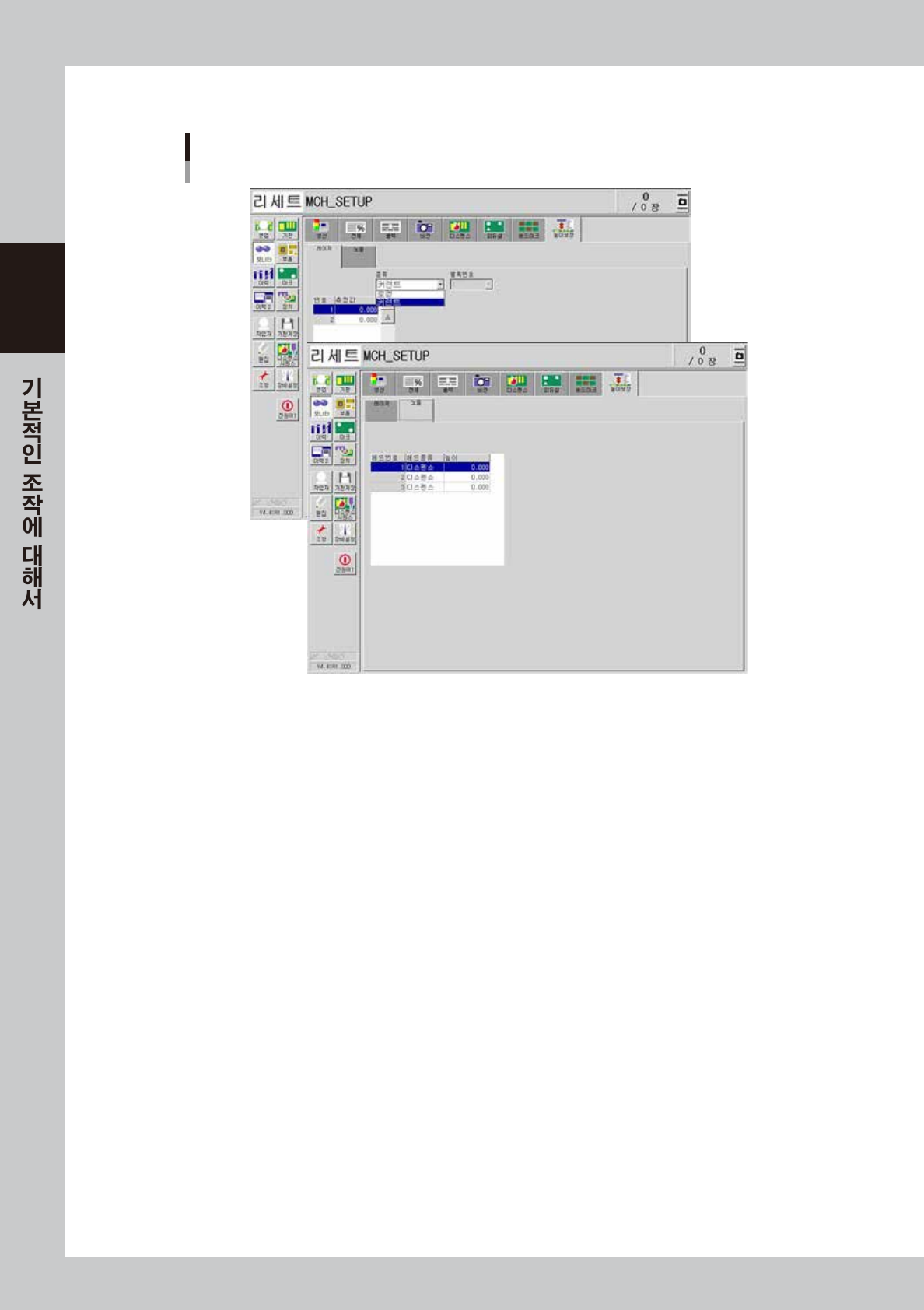
모니터 : 높이보정 ( 옵션 )
모니터
높이보정
68225-N7-00
█
레이저
• 커런트
현재의 레이저 높이를 측정한 결과를 표시합니다 . 이는 , 샘플 횟수와 장비 설정에 의존합니다 . 수치는 레이저 0 점 설정
리셋값에서의 옵셋량을 표시합니다 .
레이저 0 점 설정 리셋값을 기판면과 같게 할 경우 , 기판면 높이에서의 옵셋량이 표시됩니다 . 플러스 마이너스 관계는 ,
헤드 Z 축과 같습니다 .
• 로컬
측정한 결과를 샘플링 횟수로 평균처리한 값을 표시합니다 . 번호는「도트 디스펜스」탭내의 높이 보정란의 번호가 표시됩니
다 . 수치는 레이저 0 점 설정 리셋값에서의 옵셋량을 표시합니다 .
레이저 0 점 설정 리셋값을 기판면과 같게 할 경우 , 기판면 높이에서의 옵셋량이 표시됩니다 . 플러스 마이너스 관계는 ,
헤드 Z 축과 같습니다 .
█
노즐
• 높이
셋업 화면의 유틸리티내의 [ 노즐높이 계측 ] 버튼을 눌러서 계측한 결과를 표시합니다 .
표시하고 있는 값은 , 장비 데이터의 기준높이에서의 옵셋량이 됩니다 .

2-43
2
3.10 생산의 종료
다음과 같이 기판의 생산을 종료하는 방법에 대해서 설명합니다.
1
운전을 중지합니다 .
운전을 중지하는 방법에는 다음의 4 가지가 있습니다 .
e
1. Emergency stop 버튼
비상시에 사용합니다 . 평상시는 사용하지 말아 주십시오 .
2. 「STOP」버튼 ( 오퍼레이션 패널 )
비상정지 버튼과 같이 무조건 운전이 중단되지만 ,「START」버튼을 누르면 운전이 재개됩니다 .
3. [ 실장후 정지 ] 버튼 ( 조작화면 )
현재의 기판 실장이 완료되면 , 장비가 정지합니다 .
4. [ 반송후 정지 ] 버튼 ( 조작화면 )
현재 컨베이어내에 있는 기판을 생산하고 종료시키고 싶은 경우에 사용합니다 .
컨베이어내에 있는 기판은 모두 실장 , 반출되고 상류측 장비에서 기판이 들어오지 않습니다 .
c
주의
자동 운전중에 , 비상시 이외에는 비상정지 버튼을 누르지 마십시오 .
2
운전을 리세트합니다 .
오퍼레이션 패널의 「RESET」버튼을 누르면 , 기판생산 준비상태로 돌아갑니다 .
e
3
백업핀을 탈착합니다 .
비상정지 상태에서 , 커버를 열고 백업핀을 탈착해 주십시오 .
4
비상정지 상태를 해제합니다 .
커버를 닫고 , 비상정지 상태를 해제한 후에 ,「READY」버튼을 눌러 주십시오 .