YSD_Users_K.pdf - 第202页
5-14 5 4 .1 기판 파라미 터 「기 판 」화 면 의 「기 판 」탭 을 열 고 , 기 판 파 라 미 터 를 확인 또 는 설 정 합 니 다 . 기판 파라미터 화면 68 50 9 -N 7- 0 0 A, B : 기판사이즈 X, Y 기 판의 X Y 방향의 사이즈 를 mm 단위 로 입 력합니 다 . 자 동 운전시 , 컨 베 이 어 폭 ( W 축 ) 이 Y 치수 가 되 도 록 제 어됩 니다 . X…
5-13
5
4. 기판정보의 작성
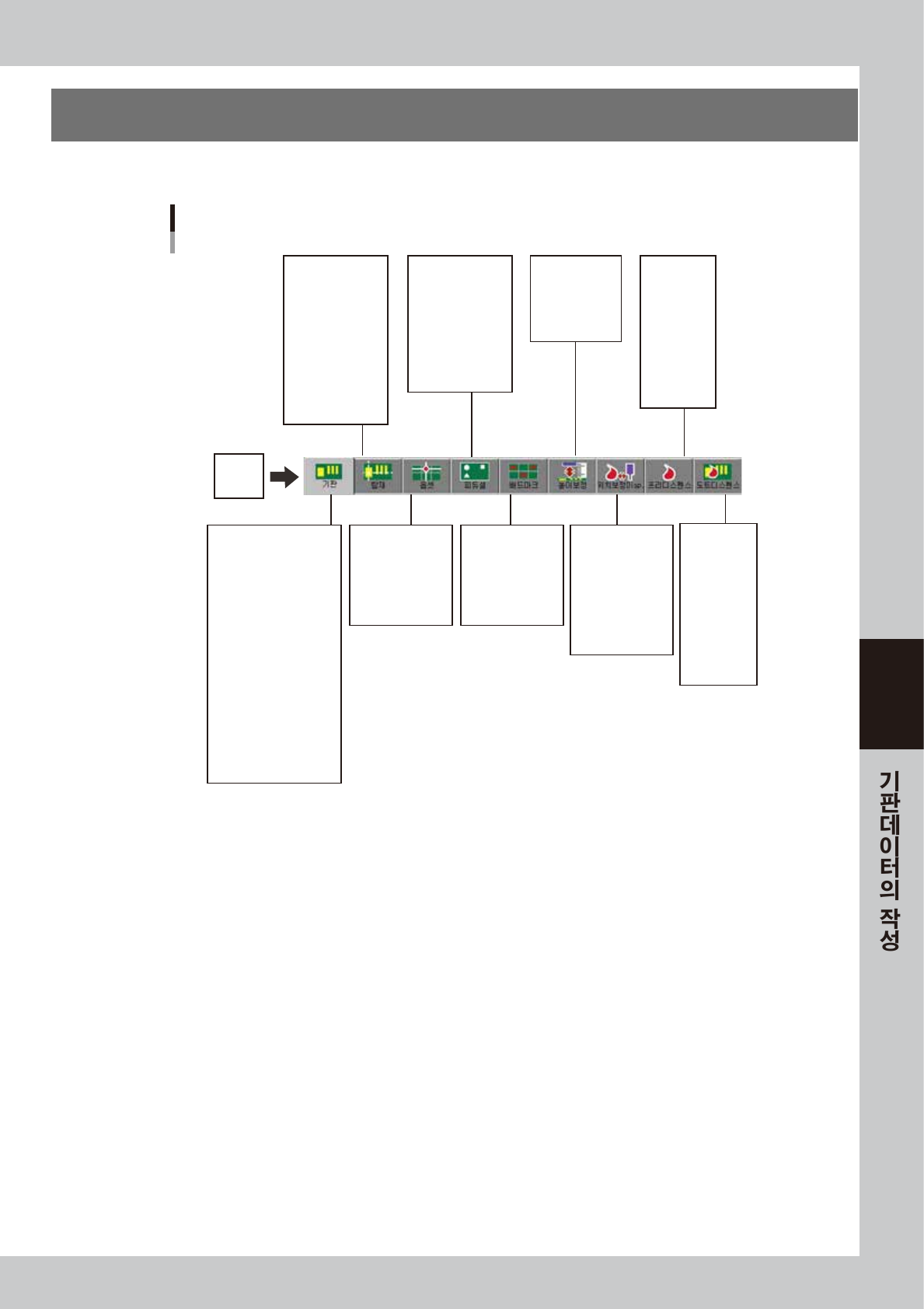
기판정보에는 , 기판의 형상과 생산방법 , 부품의 탑재위치 등의 파라미터를 설정합니다 .
기판
기판 파라미터의 구성
데이터 No.
코멘트
모드
마크
X, Y
기판사이즈XY
기판사이즈 높이
코멘트
현재생산수량
예정생산수량
한 기판의 블록수
현재 언로더 수량
예정 언로더수량
기판고정방법
고정 시작 타이머
반송 시작 높이
컨베이어 공회전 타이머
디스펜스 체크
자동 프리도팅
컨베이어 모터 속도
컨베이어 반송방법
데이터No.
패턴명칭
스킵
X, Y, R
부품번호
부품명
헤드
배드
피듀셜
오리지널 블록번호
데이터No.
패턴명칭
종류
스킵
X, Y, R
오리지널 블록번호
데이터No.
패턴명칭
종류
X, Y
마크
오리지널 블록번호
데이터No.
패턴명칭
스킵
용액량
헤드
시퀀스
X, Y, R
마크
데이터No.
패턴명칭
스킵
용액량
헤드
시퀀스
X, Y, R
마크
보정
데이터No.
패턴명칭
스킵
용액량
헤드
시퀀스
X, Y, R
피듀셜
배드
높이 보정
데이터No.
패턴명칭
종류
X1, Y1
마크1
X2, Y2
마크2
오리지널 블록번호
68508-N7-00
5-14
5
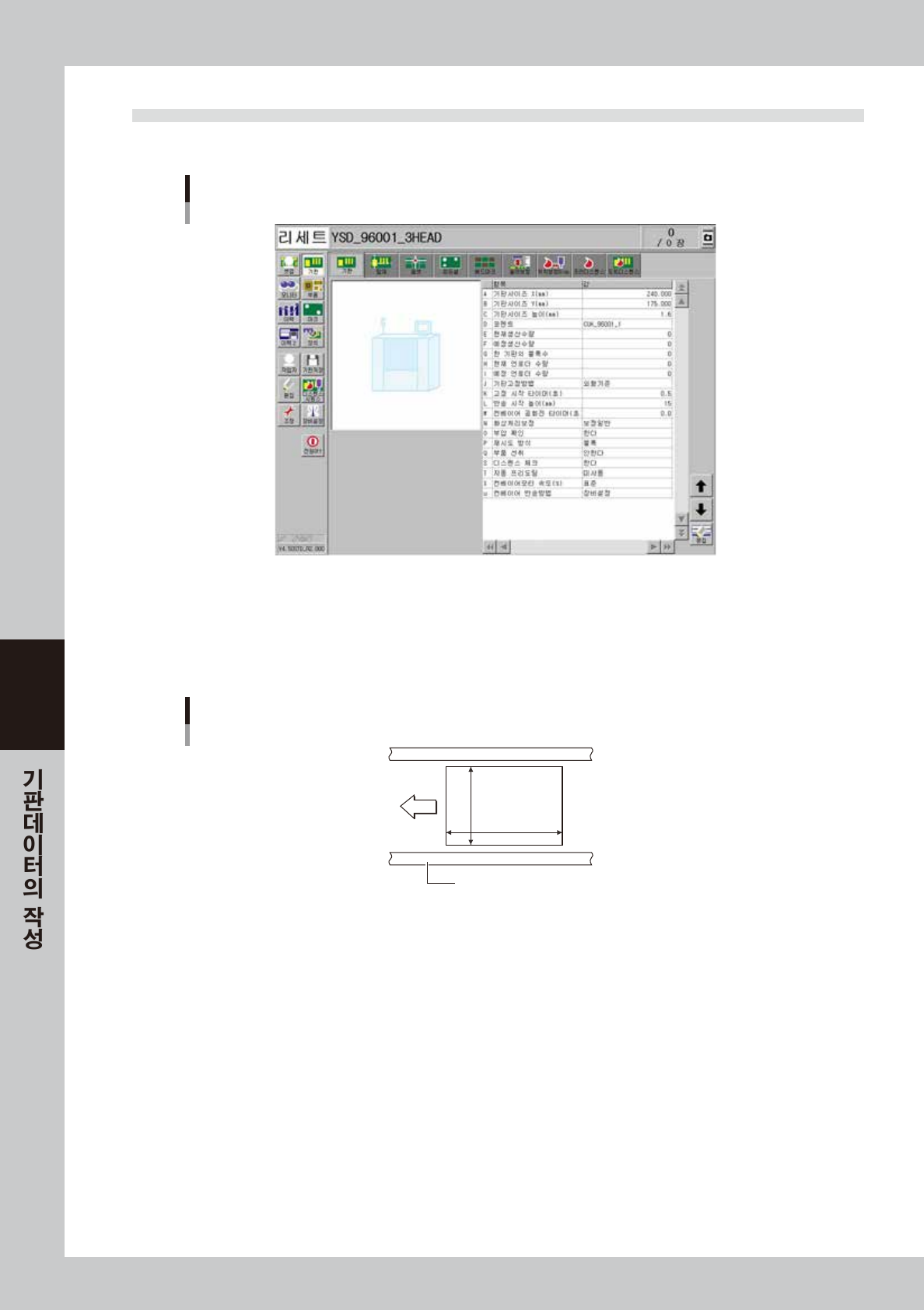
4.1 기판 파라미터
「기판」화면의 「기판」탭을 열고 , 기판 파라미터를 확인 또는 설정합니다.
기판 파라미터 화면
68509-N7-00
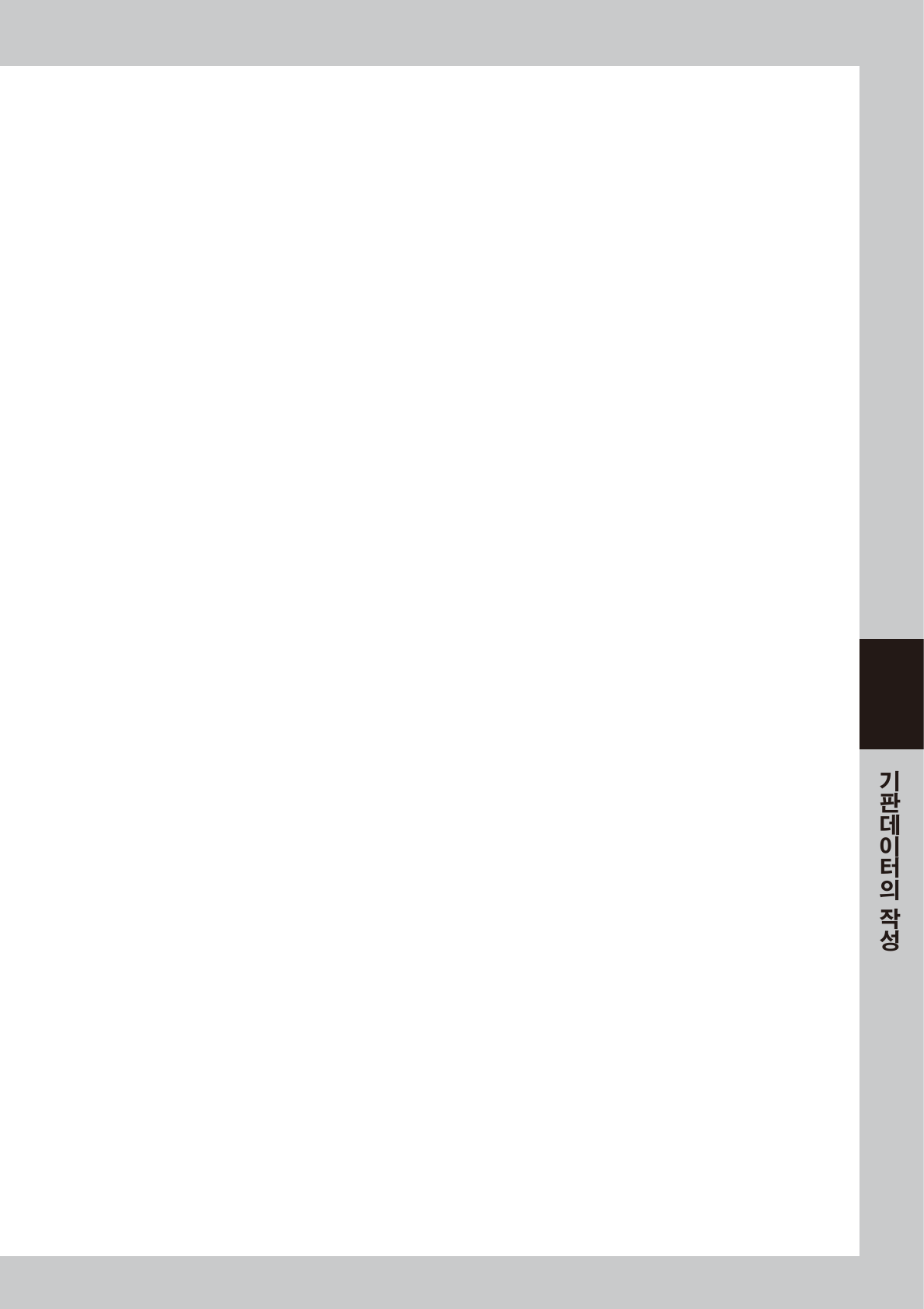
A, B: 기판사이즈 X, Y
기판의 XY 방향의 사이즈를 mm 단위로 입력합니다 . 자동 운전시 , 컨베이어폭 (W 축 ) 이 Y 치수가 되도록 제어됩니다 .
X:기판의 흐름방향 사이즈
Y:기판을 컨베이어에 놓았을 때의 컨베이어폭 방향사이즈
기판 사이즈
X [mm]
Y [mm]
PCB
기판흐름 방향
컨베이어 레일
67504-N7- 00
C: 기판사이즈 높이
사용할 기판의 두께를 입력합니다 .
D: 코멘트
기판에 관한 메모를 입력하는 란입니다 . 공란이어도 상관없습니다 .
E: 현재생산수량
생산완료된 기판수량을 기록하는 란입니다 . 초기값은「0」으로 설정해 놓습니다 .
F: 예정생산수량
생산하고 싶은 기판수량을 입력합니다 .
「0」을 입력한 경우는 , 기판이 공급되는 한 생산을 계속합니다 .
「0」이외의 수치를 입력한 경우는 , 입력한 기판수량의 생산이 끝나면 운전을 멈춥니다 . 다음 기판은 공급되지 않습니다 .
G: 한 기판의 블록수
1 장의 기판내에 존재하는 블록수를 입력합니다 .
H: 현재 언로더 수량
언로더에 보내진 기판수량을 기록하는 란입니다 . 초기값은「0」으로 설정해 놓습니다 .
5-15
5
I: 예정 언로더 수량
언로더의 1 랙에 수납가능한 수량을 지정합니다 . 설정수량의 생산이 끝나면 언로더가 랙을 교환할 때까지 생산기판의 반
출을 중단합니다 . 「0」을 입력한 경우 , 기판수량이 언로더의 최대용량이 되어도 연속해서 생산을 합니다 . 다음 조건을 만
족하는 경우는「0」을 입력하여 주십시오 .
•
랙 교체신호를 내는 언로더를 사용하고 있다 .
•
리플로우 직전의 장비에서 이 데이터를 사용한다 .
J: 기판고정방법
「외형기준」을 선택합니다 . 푸쉬업과 연동하여 기판을 끼워서 고정합니다 .
K: 고정 시작 타이머
기판이 메인스톱퍼의 앞에 위치한 기판검출센서 위를 통과한 직후에 장비는 기판고정 동작을 시작합니다 . 기판사이즈와
컨베이어 속도에 따라서 , 고정을 시작하는 최적 타이밍이 다릅니다 . 이 파라미터에 의해 고정을 시작하는 타이밍을 늦출
수 있습니다 . 0.0
~
1.9 초의 수치를 입력하여 주십시오 .
L: 반송시작 높이
실장 종료후 , 컨베이어 출구로의 기판반송은 푸쉬업 유니트 하강후에 시작됩니다 . 이미 기판뒷면에 부품이 장착되어 있는
경우는 , 푸쉬업 유니트가 충분히 하강하지 않으면 부품과 유니트가 간섭할 위험이 있습니다 . 이 파라미터에 의해 기판종
류별로 푸쉬업 유니트의 하강 높이를 지정할 수 있습니다 . 기판 고정시의 푸쉬업 유니트의 높이를 0mm 로 하고 , 거기서
부터 몇 mm 하강시킬지를 5
~
50mm 의 수치로 입력하여 주십시오 .
M: 컨베이어 공회전 타이머 ( 초 )
생산기판의 형상이 일반이면「0 초」로 설정합니다 .
생산기판이 특수한 형상 (Notch, 중앙홀 등 ) 이기 때문에 , 컨베이어 출구센서가 기판반출을 잘못 인식하는 경우가 있습니
다 . 이럴 경우 , 컨베이어 공회전 타이머를 설정하면 , 기판검출 센서가 OFF 된 후에도 컨베이어를 타이머분 만큼 회전시
켜서 기판반출을 완료할 수 있습니다 . 0.0~9.9 초의 수치를 입력하여 주십시오 .
N: 화상처리보정 ( 본 장비에서는 미사용 )
O: 부압 확인 ( 본 장비에서는 미사용 )
P: 재시도 방식 ( 본 장비에서는 미사용 )
Q: 부품 선취
일반적으로「한다」로 설정합니다 .
S: 디스펜스 체크
프리 디스펜스를 실행할 경우 ,「한다」로 설정합니다 .
도포된 도트를 화상인식하고 , 디스펜스 용액소진 , 노즐 막힘 , 꼬리발생 등의 체크를 미리 프리 디스펜스 데이터에서 지정
한 마크번호에 따라 실행합니다 .
T: 자동 프리도팅
도트 스테이션상에 디스펜스를 프리 ( 테스트 ) 도팅합니다 .
설정방법에 관해서는 , 제 4 장「5.1.1 프리도팅 기능의 설정」을 참조해 주십시오 .
X: 컨베이어모터 속도 (%)
컨베이어 모터 ( 기판반송 ) 속도를 설정합니다 . 장비설정에 설정되어 있는 데이터를 표준으로 하여 + 측으로 50%, - 측으
로 90% 까지 10% 단위로 설정할 수 있습니다 .
u: 컨베이어 반송방법
기판 (PCB) 데이터별로 , 컨베이어의 반송방법을 설정할 수 있습니다 .「장비설정」「일반」「고속」중에서 선택합니다 .
•
장비설정
장비설정 (Vmspec) 에서 미리 설정되어 있는 반송방법이 됩니다 .
•
일반
기판의 실장이 종료되면 기판고정이 해제되고 , 실장완료 기판을 다음 스테이지 또는 하류측 장비로 반송하는 동작을
시작합니다 . 그 기판을 컨베이어상의 WorkOut 센서가 검지하고 통과한 시점에서 대기위치의 기판을 실장위치로
반송합니다 .
•
고속
기판의 실장이 종료하면 기판고정이 해제되고 , 실장완료 기판을 출구로 반송하는 동작을 시시작합니다 . 그 기판을
컨베이어상의 WorkOut 센서가 검지함과 동시에 , 대기위치의 기판을 실장위치에 반송합니다 . 이때 , 실장완료 기판이
WorkOut 센서를 통과한 시점에서 메인 스톱퍼가 상승합니다 .