YSD_Users_K.pdf - 第76页
2-15 2 3 . 장 비 의 기동 과 종료 장비 의 기 동 과 종 료 는 조작 화면의 표시 에 따라 실 행 해 주시 기 바랍니 다 . 기 본적 인 흐 름을 다음과 같이 표시 합니 다. 장비의 기동과 종료까지의 흐름 3.6 노즐내의 공기 빼기 1.1 장비의 기동 3.1 생산 시작전의 점검 3.2 기판 데이터의 선택 3.5 워밍업의 실행 3.4 헤드부의 셋업 부압 적정화 생산직전에 실시 3.7…
2-14
2
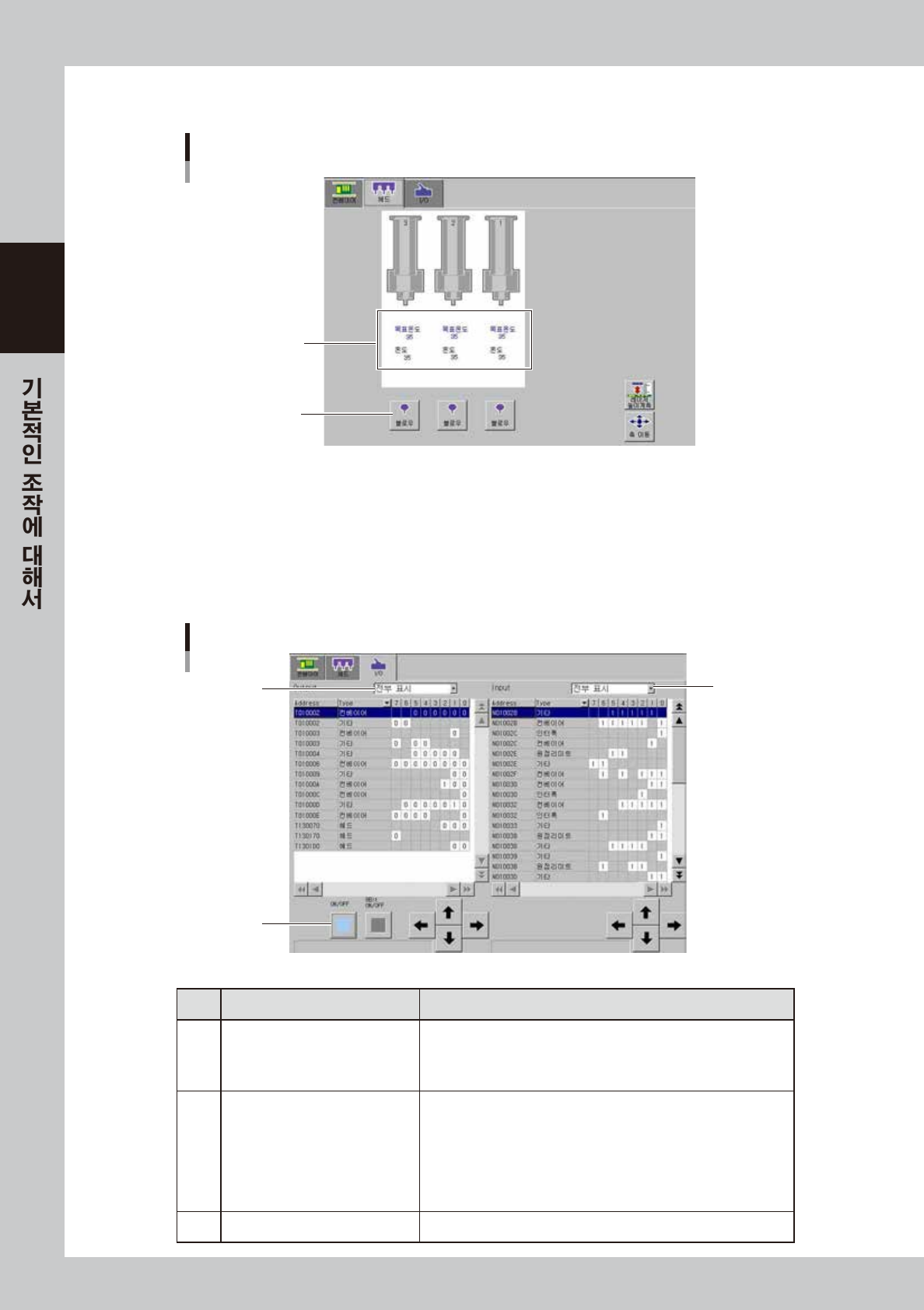
■ 헤드 수동조작
「장치」ー「헤드」화면
1
목표온도와
현재의 온도상태
3 헤드(옵션)
68233-N7- 0 0
1. [ 블로우 ] 버튼
임의로 접착제를 토출시킬 수가 있습니다 . 정지시킬 경우는 , 버튼을 재차 누릅니다 .
2. [ 레이저 높이계측 ] 버튼
도포할 부위 또는 소정의 부위의 높이를 레이저로 계측해서 결과를 표시합니다 .
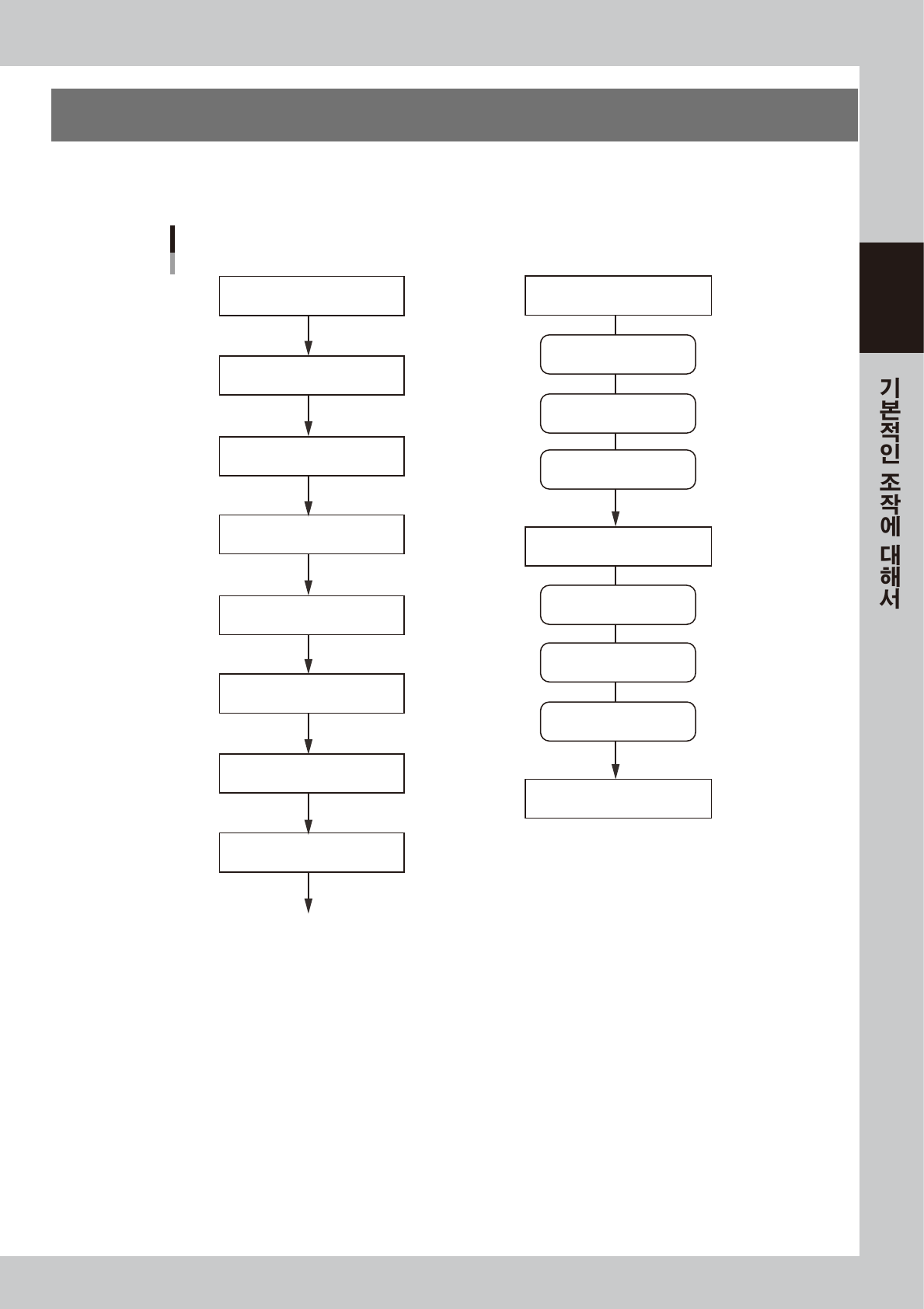
■ I/O 수동조작
「장치」ー「I/O」화면
1
2
3
68234-N7-00
버튼명 기능
1 Output 측 표시 섹션전환
Output 측의 표시섹션을 전환합니다 .
• 컨베이어
• 헤드
• 기타
2 Input 측 표시 섹션전환
Input 측의 표시섹션을 전환합니다 .
• 인터록
• 컨베이어
• 헤드
• 예비
• 원점 리미트
• 기타
3 ON/OFF 전환 커서로 선택되어 있는 부위의 밸브를 ON/OFF 합니다 .
2-15
2
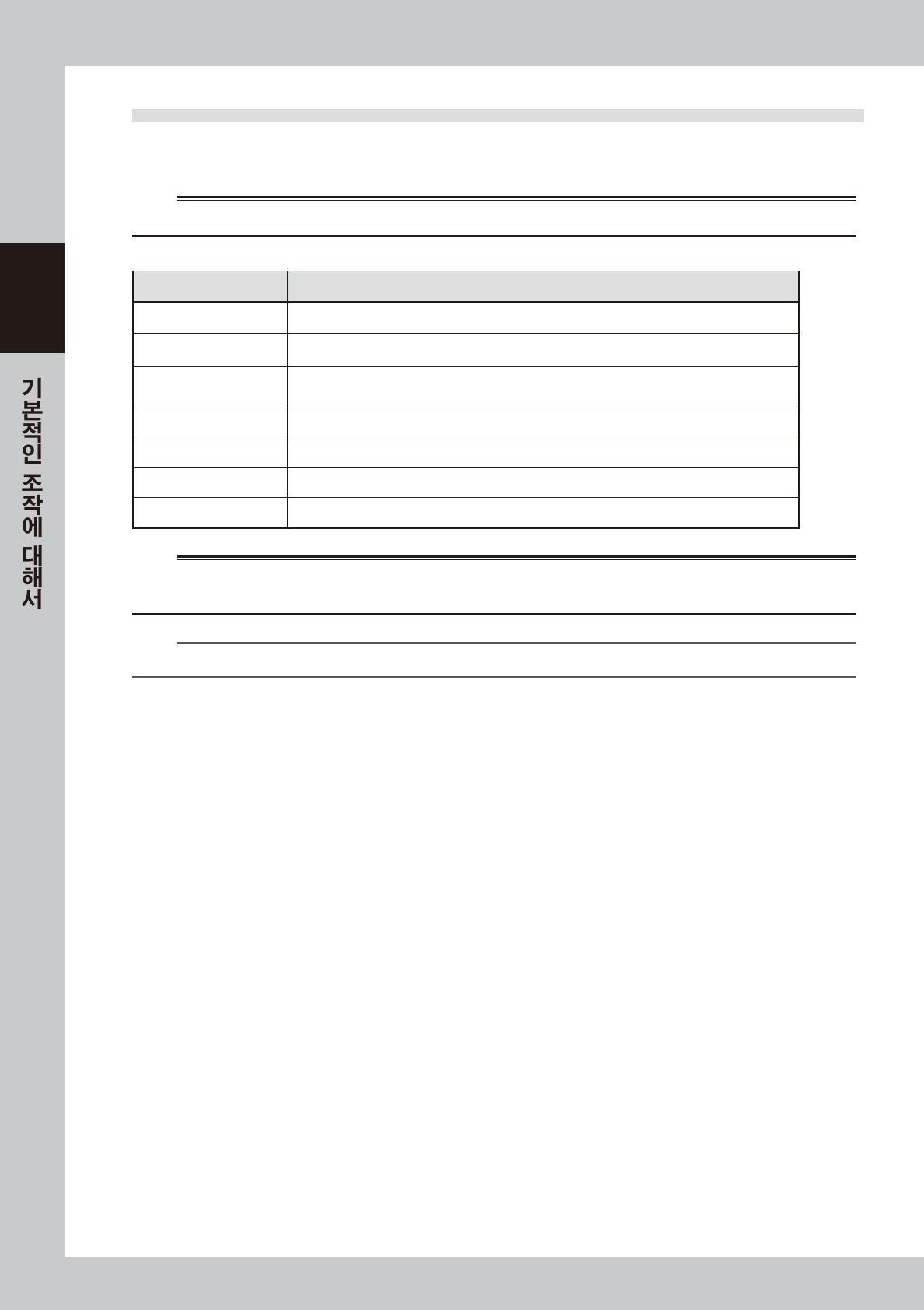
3. 장비의 기동과 종료
장비의 기동과 종료는 조작화면의 표시에 따라 실행해 주시기 바랍니다 . 기본적인 흐름을 다음과 같이 표시합니
다.
장비의 기동과 종료까지의 흐름
3.6 노즐내의 공기 빼기
1.1 장비의 기동
3.1 생산 시작전의 점검
3.2 기판 데이터의 선택
3.5 워밍업의 실행
3.4 헤드부의 셋업
부압 적정화
생산직전에 실시
3.7 디스펜스 테스트의 실행
3.3 컨베이어의 셋업
3.8 생산의 시작
생산 시작
실린지의 분리
위치보정 디스펜스
프리 디스펜스
백업핀의 탈착
노즐의 청소
1.4 장비의 종료
기판에 도포
3.10 생산의 종료
온도 조절 ON
전원 ON
전원 OFF
67201-N7-10
2-16
2
3.1 생산 시작전의 점검
e
전원을 투입하기 전에 , 다음 항목을 확인하시기 바랍니다.
w
경고
점검은 반드시 비상정지 버튼이 눌러진 상태에서 실행하시기 바랍니다 .
■ 시작전 점검일람
점검부위 점검내용
전원 장비 정면에서 봤을때 우측 아래의 전원박스에 소정의 전원이 접속되어 있을 것 .
비상정지 버튼 비상정지 버튼이 눌러져 있을 것 .
컨베이어
컨베이어상에 이물질이 없을 것 .
컨베이어 아래에 푸쉬업 핀 등의 유니트가 끼어있지 않을 것 .
노즐 노즐의 오염이나 변형 , 막힘이 없을 것 .
헤드 노즐이 헤드에 정상적인 상태로 세팅되어 있을 것 .
안전커버 확실하게 닫혀 있을 것 .
에어 장비정면 좌측 아래의 에어압력이 0.40Mpa 로 되어 있을 것 .
w
경고
표시등은 장비상태를 나타내는 중요한 기기입니다 . 운전중에는 녹색 , 에러발생시와 인터록중에는 황색 , 비상정지 상태에는
적색등이 점등됩니다 . 표시등의 녹색등이 점등되어 있을 때는 절대로 신체의 일부를 가동 범위내에 넣지 마십시오 .
n
요점
접착제는 미리 보관장소에서 꺼내서 , 장비내의 온도에 가까운 상태로 해 주십시오 .