YSD_Users_K.pdf - 第118页
3-5 3 1 . 4 그 외 에러 의 원인과 대책 좌표 데이터수 에러가 발생할 경우 원인 좌표 데이터 가 너 무 많다 . 대책 탑 재정 보 , 옵 셋 , 피 듀 셜 , 배 드마크의 데 이터 를 재검 토 하고 , 데이 터수를 줄 여 주십시 오 .
3-4
3
1.2 마크 인식
에러의 원인과 대책
피듀셜 마크를 인식할 수 없을 경우
원인 기판의 고정상태 , 마크정보의 오류 여부 , 또는 마크형상 , 사이즈가 스펙을 벗어났다
대책
기판의 고정상태를 확인해 주십시오 . 문제가 없으면 , 마크데이터를 확인하고 보조조정으로 경계값을 확인한 후 ,
마크가 잘 보이도록 경계값을 조정해 주십시오 . 마크 주위에 노이즈가 있을 경우는 , 마크의 검출 범위를 좁히거
나 , 노이즈 컷트 기능을 사용해 주십시오 .
피듀셜 마크의 인식이 안정되지 않을 경우
원인 부풀어 오른 솔더 레벨러와 명암대비가 확실하지 않은 마크를 안정하게 인식할 수 없다
대책
마크정보의 각 조명 레벨을 변경해 주십시오 . 보조조정으로 경계값을 확인한 후 , 마크가 잘 보이도록 경계값을
조정해 주십시오 .
피듀셜 마크의 FINE 인식에 있어서 , 보정위치가 수속 ( 정상화 ) 되지 않을 경우
원인 수속 조건이 엄격하다
대책 장비 데이터의 수속조건을 완화시키거나 , 마크정보의 인식타입을「일반」으로 되어 있다 .
피듀셜 마크의 보정값이 확정되지 않을 경우
원인 티칭 , 트레이스 조건에서 피듀셜 보정의 체크란에 체크되어 있지 않다 .
대책 티칭 , 트레이스 조건에서 피듀셜 보정의 체크란에 체크하고 , 피듀셜 마크의 인식을 실행해 주십시오 .
1.3 컨베이어 관계
에러의 원인과 대책
기판 반송시 , 기판이 메인 스톱퍼에 세게 닿을 경우
원인 소프트 스톱 기능이 작동되지 않고 있다
대책
반송 속도를 조금 늦춰 주십시오 .
[ 기판 ] 버튼을 누르고「X: 컨베이어 모터속도 (%)」를 마이너스 값으로 설정해 주십시오 .
기판 반송시 , 기판이 메인 스톱퍼에 닿지 않을 경우
원인 소프트 스톱 기능이 올바르게 작동되지 않고 있다
대책
반송 속도를 조금 빠르게 해 주십시오 .
[ 기판 ] 버튼을 누르고「X: 컨베이어 모터속도 (%)」를 플러스 값으로 설정해 주십시오 .
기판 고정위치까지 반송한 후에도 컨베이어가 계속 회전해서 , 기판이 고정되지 않을 경우
원인 기판고정 위치 센서가 고장났거나 , 센서상에 기판의 오픈 스페이스가 있어서 센서가 기판을 감지할 수 없다 .
대책
수동모드 (I/O) 에서 센서를 확인해 주십시오 . 고장났을 경우는 , 센서를 교환하거나 , 감도가 좋지 않을 경우는 ,
장착높이와 각도를 조정해 주십시오 .
컨베이어폭을 변경할 수 없을 경우
원인 컨베이어상에 기판이 있다
대책 기판을 제거하고 재실행 해 주십시오 .
반송전에 확인되었던 기판이 반송후에 확인할 수 없을 경우
원인 기판을 견실했다 .
대책
컨베이어상에 기판이 있을 경우는 , 제거한 후 재실행 해 주십시오 .
기판검출 센서의 위치를 조정하거나 , 기판이 올바르게 반송되지 않을 경우는 , 컨베이어 유닛을 조정하고 , 기판폭
데이터를 확인해 주십시오 .
3-5
3
1.4 그 외
에러의 원인과 대책
좌표 데이터수 에러가 발생할 경우
원인 좌표 데이터가 너무 많다 .
대책 탑재정보 , 옵셋 , 피듀셜 , 배드마크의 데이터를 재검토하고 , 데이터수를 줄여 주십시오 .
3-6
3
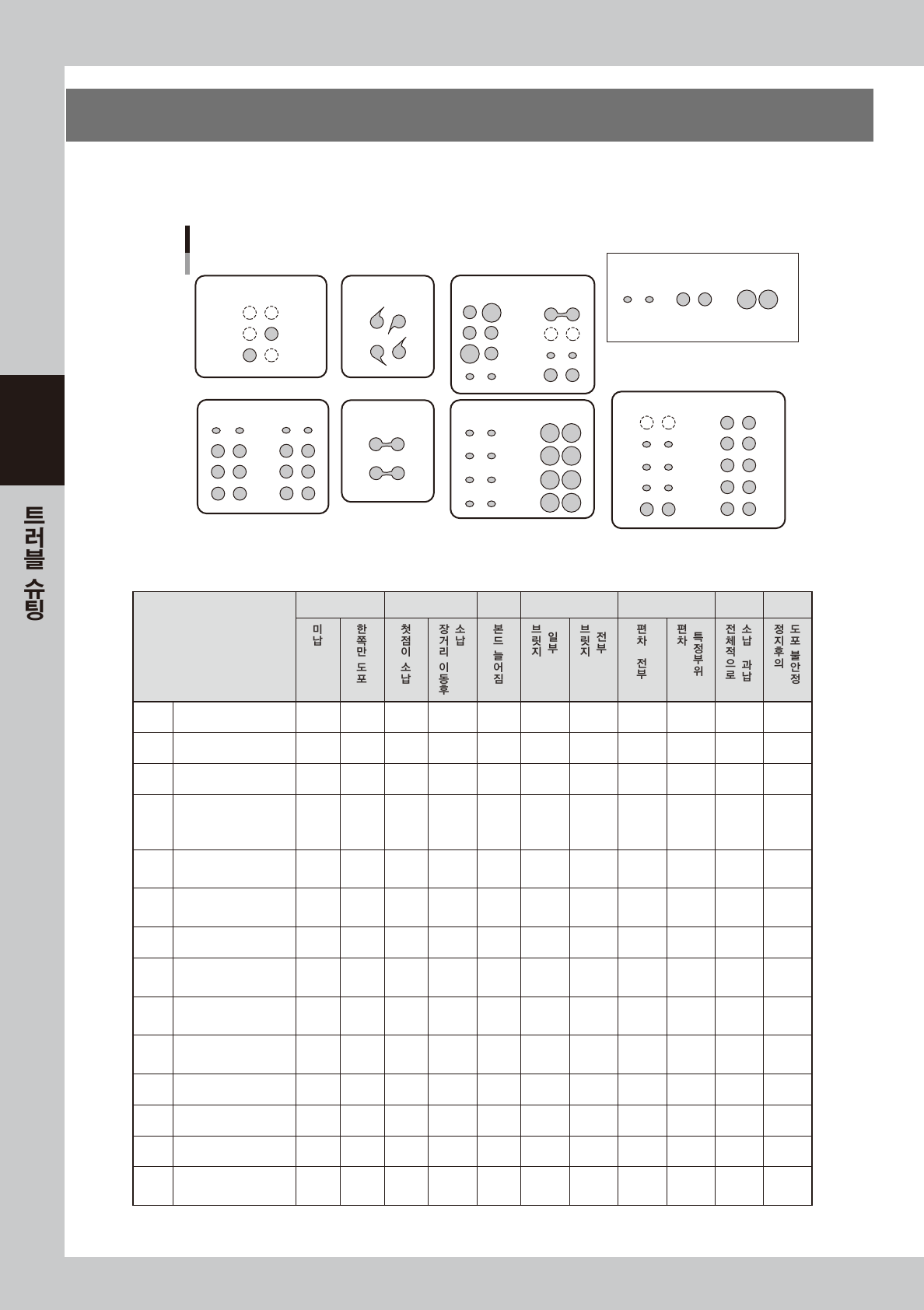
2. 도포불량의 대응
생산중에 다음과 같은 도포불랑이 발생했을 경우는 , 대책항목 표의 해당열의 순번에 따라서 작업을 실시해 주십
시오 .
대표적인 도포불량 현상
소납 표준
견본 도포량
과납
A : 미납・한쪽만 도포 C : 본드 늘어짐
D : 브릿지B : 첫점이 소납
E : 도포 편차
F : 전체가 소납・과납
G : 정지후의 도포 불안정
67300-N7-00
█
대책항목
대책 / 불량내용
A B C D E F G
( )
( )
( )
(
)
/
[1] 노즐내의 공기빼기 2
1 1 2
[2] 노즐의 청소 3 2 2 3
[3] 백업핀을 늘린다 4
3 2 2 3 1
[4]
디스펜스 테스트 실행
후 , 도포압을 확인하
고 조정한다
1 1 1 1 2
[5]
특정부위의 도포량을
늘린다
2 1 2
[6]
직전에 프리 디스펜싱
을 추가한다
3 2 6 3 3
[7] 도포온도 확인
1 3 2 4 4
[8]
기준면적과 프리 디스
펜스 값을 확인
4 3 5
[9]
프리 디스펜싱 동작을
실행한다
1 1
[10]
잔량확인
잔량검지센서 재조정
5 5 4
[11] 디스펜스 시퀀스 변경
3 5 4 4
[12] 예비보정 테이블 사용
4
[13] 최소 / 최대 보정 설정 6
[14]
노즐 데이터 / 계수로
전체조정 실행
5 7 5