YSD_Users_K.pdf - 第95页
2-34 2 3 .9 생산 중의 모니 터 표 시 생 산중 에 운전상태 를 확인 하 고 싶 을 때 는 [ 모 니 터 ] 버튼 을 눌러 주십시 오 . 「생산 」, 「전체 」, 「출력」, 「비 젼」, 「디 스펜 스 」, 「피 듀셜」, 「배 드마 크 」탭 을 선 택 하 면 실 장중의 정보 를 확 인 할 수 있 습니 다 . █ 모니터 : 생산 이 화면은 , 현재 생 산하 고 있 는 장비의 상태를 실시…
2-33
2
3.8 생산의 시작
다음과 같이 생산의 시작 방법에 대해서 설명합니다.
1. 안전을 확인하고 , 오퍼레이션 패널의「START」버튼을 누릅니다 .
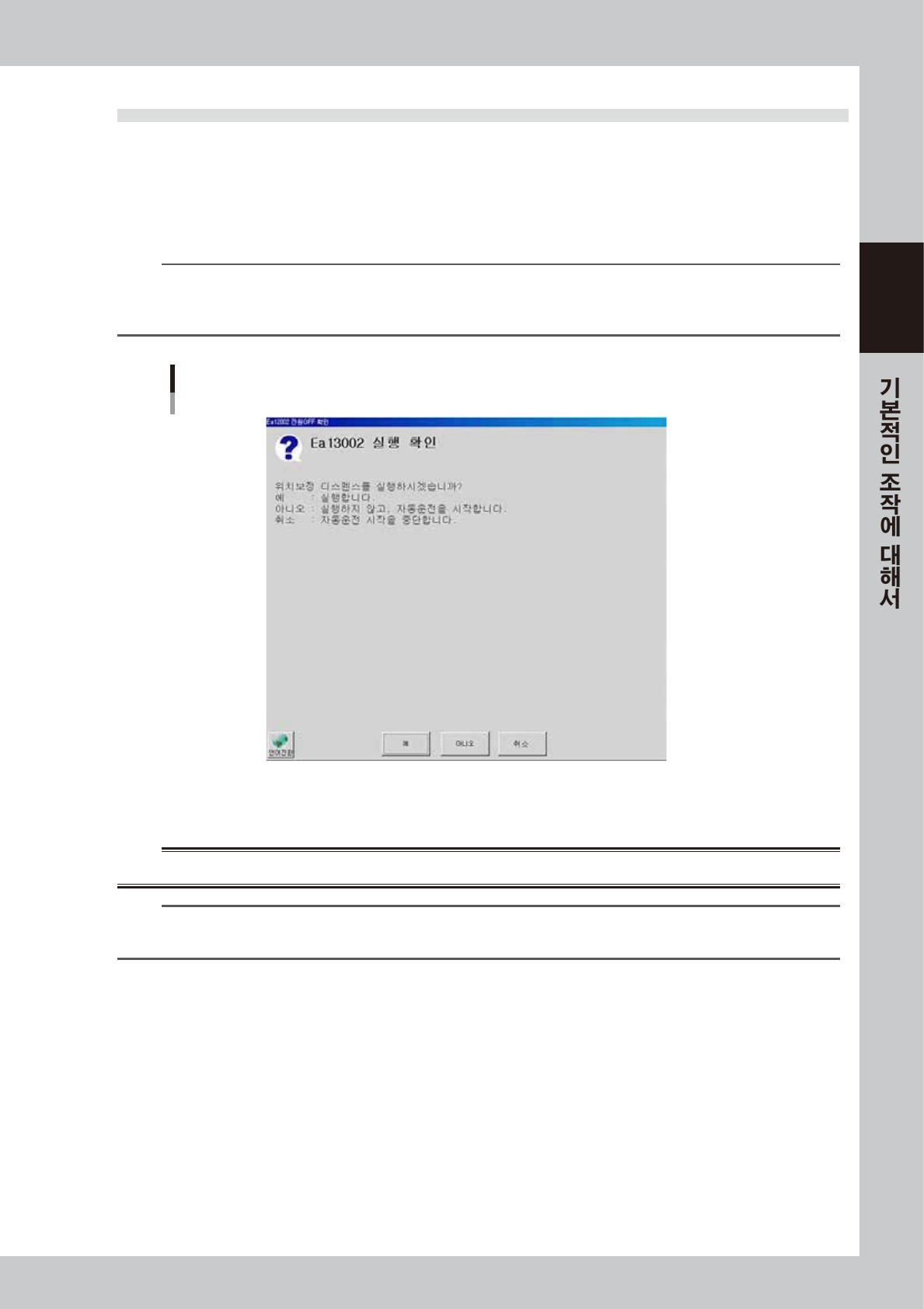
위치보정 디스펜스 기능을 사용하고 있을 경우 ,「실린지 교환」화면의 [ 토출 ] 버튼이나 [ 장치 ]-「헤드」탭의 [ 블로우 ]
버튼을 누른후에「START」버튼을 누르면 , 다음의「위치보정 디스펜스의 실행확인」대화창이 표시됩니다 .
노즐을 탈장착했을 경우는 , [ 예 ] 버튼을 누르고 , 탈장착하지 않았을 경우는 [ 아니오 ] 버튼을 눌러 주십시오 .
상세한 내용은 , 제 4 장「4. 위치보정 디스펜스 기능」을 참조해 주십시오 .
참고
전원을 투입한 직후에 생산을 시작할 때에는 , 반드시 위치보정 디스펜스가 실행되므로 ,「START」버튼을 눌러도 위치보정
디스펜스 실행확인 대화창은 표시되지 않습니다. 설정에 의합니다만 , 기판을 전환했을 때나, 안전커버를 개폐했을 때에도
표시될 경우가 있습니다 .
위치보정 디스펜스 실행확인
68217-N7- 0 0
2. 입구 센서가 기판을 감지하면 컨베이어 벨트가 회전하기 시작하여 , 기판을 세팅위치까지 반송하고 접착제의 도포를
시작합니다 .
w
경고
표시등의 녹색등이 점등되어 있을 때 ( 자동 운전중 ) 는 절대로 신체의 일부를 가동 범위내에 넣지 마십시오 .
참고
히터의 온도가 설정온도에 도달하지 않으면 , 운전은 시작되지 않습니다.
[ 장치 ]-「헤드」화면의 온도 표시를 확인하고 , 설정온도에 도달되면 다시「START」버튼을 눌러 주십시오 .
2-34
2
3.9 생산중의 모니터 표시
생산중에 운전상태를 확인하고 싶을 때는 [ 모니터 ] 버튼을 눌러 주십시오 . 「생산」,「전체」,「출력」,「비젼」,
「디스펜스」,「피듀셜」,「배드마크」탭을 선택하면 실장중의 정보를 확인할 수 있습니다 .
█
모니터 : 생산
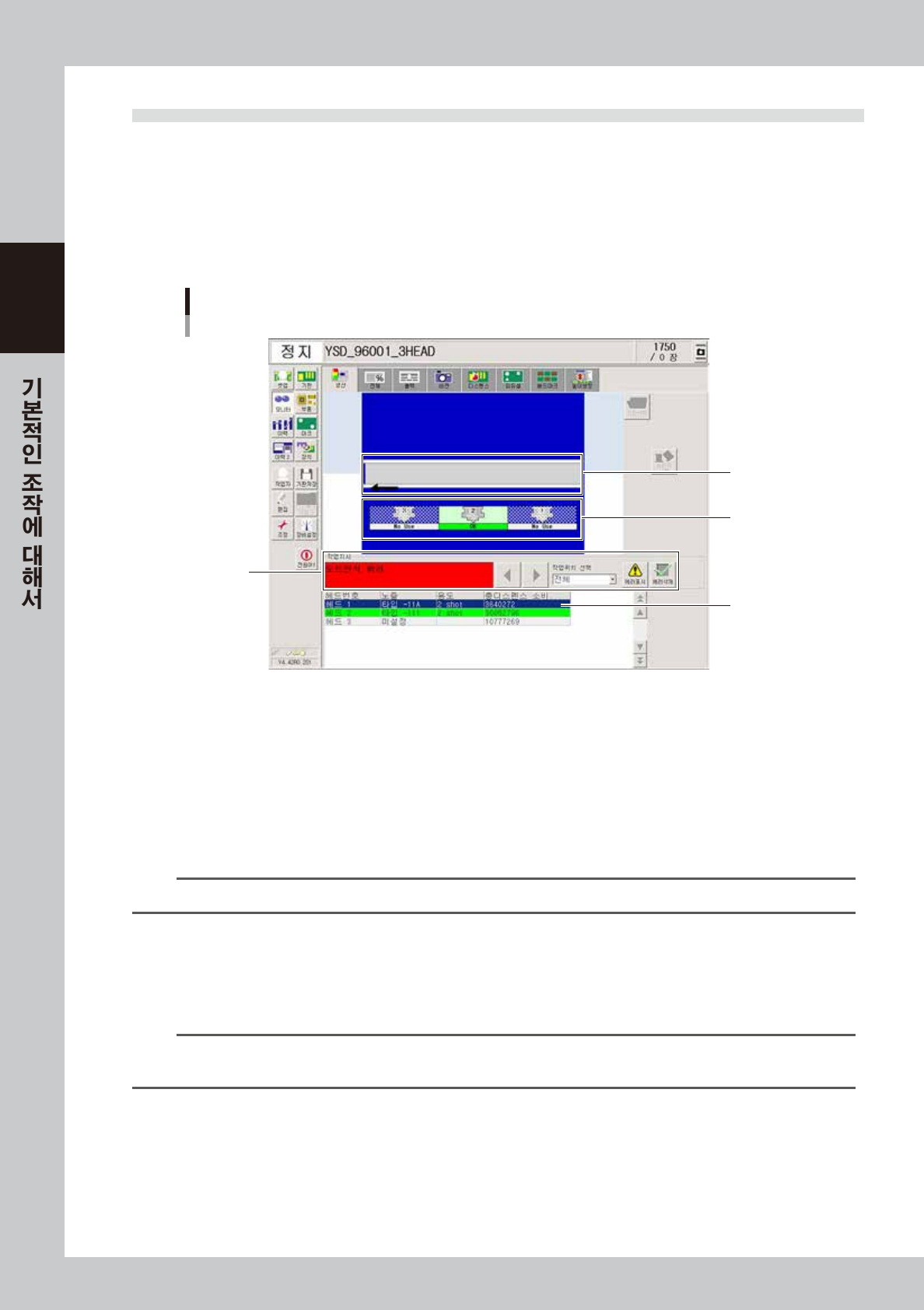
이 화면은 , 현재 생산하고 있는 장비의 상태를 실시간 정보로 장비 레이아웃 화면상으로 표시합니다 .
장비상에 어떠한 에러가 발생했을 때 이 화면을 열면 , 발생한 에러와 작업지시 , 경고 등의 상태를 확인할 수 있습니다 .
모니터
1
2
3
4
생산
68218-N 7-0 0
1. 반송위치 표시영역
반송에 관한 에러와 작업지시 , 경고가 발생했을 때 , 전용 표시영역에 스테이터스를 표시합니다 . 위험검지 센서가 반응하
고 있을 때에는 , 에러가 발생된 기판이 투명한 빨간색으로 표시됩니다 .
기판세팅 위치와 기판대기 위치의 센서가 반응하고 있을 때에는 , 기판세팅 위치와 기판대기 위치에 있는 기판이 반투명 녹
색으로 표시됩니다 .
2. 헤드의 상황 영역
현재의 헤드의 상태를 표시합니다 . 에러가 발생된 부자재는 색을 바껴서 표시됩니다 .
참고
장비 전체에서 에러가 발생했을 때에는, 전체 영역의 배경이 파란색으로 표시됩니다 .
3. 작업지시 영역
•
작업위치 선택
에러와 작업지시 , 경고가 발생했을 때에 에러클리어가 되지 않은 위치를 드롭다운 리스트 박스 내에서 선택합니다 .
드롭다운 리스트 박스에는 , 작업을 필요로 하는 위치만 표시됩니다 .
참고
레이아웃 상의 에러가 된 영역을 클릭하여 작업위치를 선택할 수 있습니다. 다만 , 에러와 작업지시 , 경고가 발생하지 않은 영
역은 클릭해도 작업위치를 선택할 수 없습니다.
•
작업지시
「작업위치 선택」에서 선택된 작업위치의 에러클리어가 되지 않은 에러와 작업지시 , 경고에 대하여 앞으로 대응할 작업을
메시지로 표시합니다 . 복수의 에러가 발생한 경우는 , 대응할 작업 중에서 최우선 항목부터 순서대로 표시합니다 .
좌우 화살표 버튼을 눌러서 다른 작업지시 메시지로 전환할 수 있습니다 .
[ 에러표시 ] 버튼
이 버튼을 누르면「작업지시」에 표시된 에러와 작업지시 , 경고의 상세내용 , 대책방법을 참조할 에러메시지 대화창이 표
시됩니다 .
2-35
2
[ 에러삭제 ] 버튼
「작업지시」에서 대상이 된 에러와 작업지시 , 경고의 복구작업이 완료되었을 때에 이 버튼을 눌러 주십시오 . 이 버튼을
누르면 대상의 작업지시 메시지 내용은 복구완료로 간주되어 , 자동운전을 재개할 수 있습니다 .
다만 , 미복구된 작업 ( 경고 이외 ) 이 남아 있을 경우는 , 자동운전을 재개할 수 없습니다 .
4. 상세내용 영역
리스트에는 , 헤드가 일람 표시됩니다 .
█
모니터 : 전체
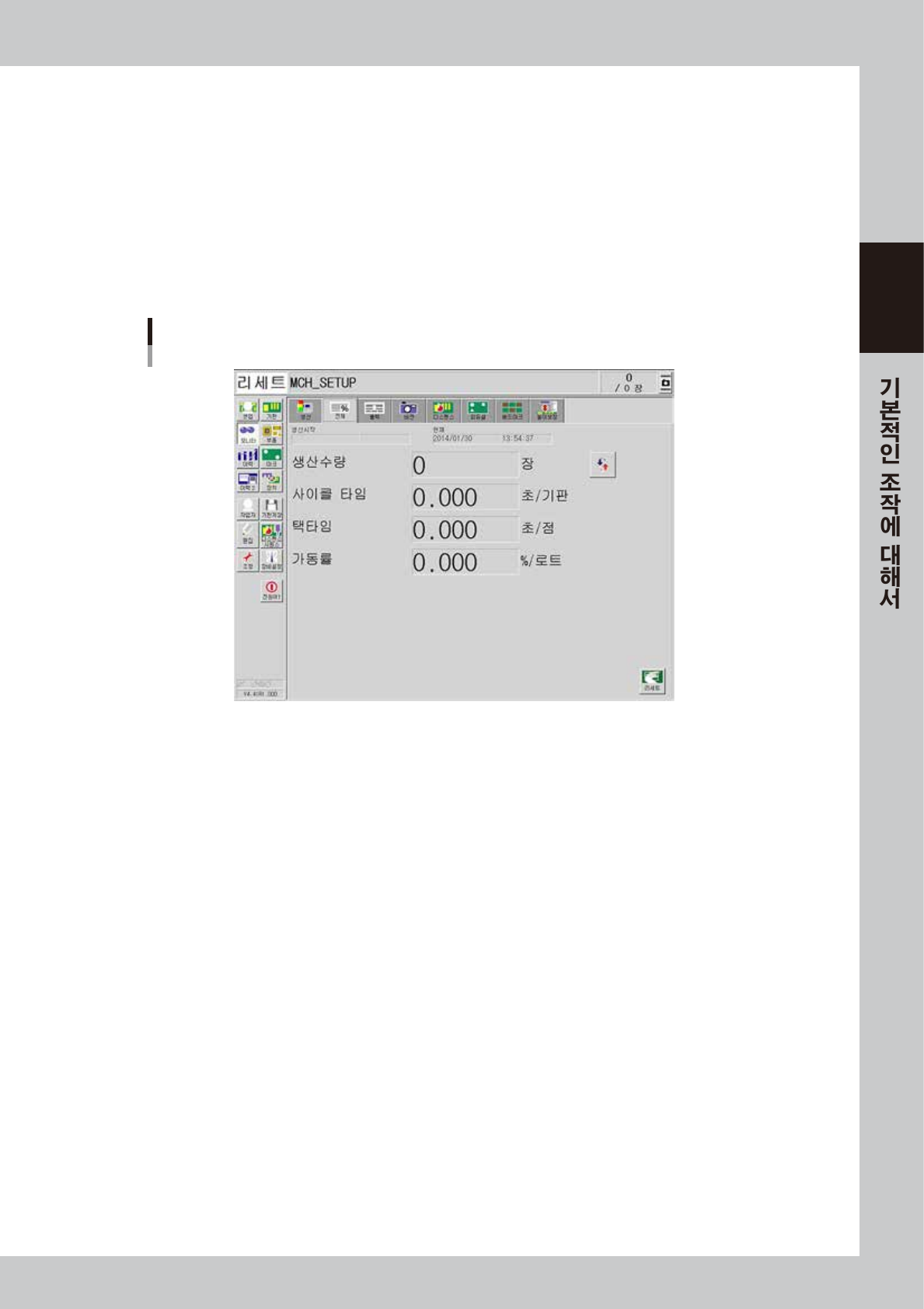
이 화면은 현재 생산중인 기판의 장수와 생산상태를 리얼타임 정보로 표시합니다 . 생산시에 이 화면을 열어두면 편리합니
다 . 생산기판의 전환을 실행하면 모든 정보가 클리어됩니다 .
모니터
전체
68219-N7-00
•
생산시작
현재생산중의 기판데이터를 전환했을 때의 날짜와 시간을 표시합니다 .
•
현재
이 화면을 표시했을때 기계내의 시스템시계의 시간이 표시됩니다 . 이 화면이 변경되면 표시 시간도 변경됩니다 .
•
생산수량
현재 생산중인 기판 데이터를 전환하고 나서의 생산된 기판 장수입니다 .
•
사이클 타임
기판 1 장당 도포시간의 평균입니다 . 실장이 완료되면 데이터는 변경됩니다 . 사이클 타임에는 피듀셜 , 배드마크등의 기판
마크인식시간 , 도포시간이 포함됩니다 . 반송시간과 정지시간 ( 에러정지 ,「STOP」버튼에 의한 정지시간 등 ) 은 포함되지
않습니다 .
•
택타임
1 쇼트의 도포에 걸리는 시간 ( 초 / 기판 ) 입니다 .
•
가동율
장비 한대의 가동율입니다 . 상하류측 기계상태의 영향을 받지 않은 가동율로 , 다음과 같은 식으로 산출하고 있습니다 .
일반적으로 실장기의 가동율은 40~70% 정도입니다 .
( 모든 스테이지의 누적 실장시간 +모든 스테이지의 누적 반송시간 )/[모든 스테이지 분의(생산완료시각- 셋업완료시각)-
모든 스테이지의 누적대기시간 ]X100= 가동율 (%)
•
누적실장시간 : 헤드가 동작하고 있는 합계시간
•
누적반송시간 : 반송 ( 반입 / 반출 ) 의 합계시간
•
누적대기시간 : 상류 또는 하류의 기계대기의 합계시간
•
생산완료시각 : 다음의 생산기판으로 전환된 시각
•
셋업완료시각 : 「START」버튼을 눌러서 운전이 개시된 시각