YSD_Users_K.pdf - 第201页
5-13 5 4. 기 판 정 보 의 작성 기 판정보 에는 , 기판의 형 상 과 생 산방 법 , 부품 의 탑재 위 치 등 의 파라미터 를 설정 합니다 . 기판 기판 파라미터의 구성 데이터 No. 코멘트 모드 마크 X, Y 기판사이즈XY 기판사이즈 높이 코멘트 현재생산수량 예정생산수량 한 기판의 블록수 현재 언로더 수량 예정 언로더수량 기판고정방법 고정 시작 타이머 반송 시작 높이 컨베이어 공회…
5-12
5
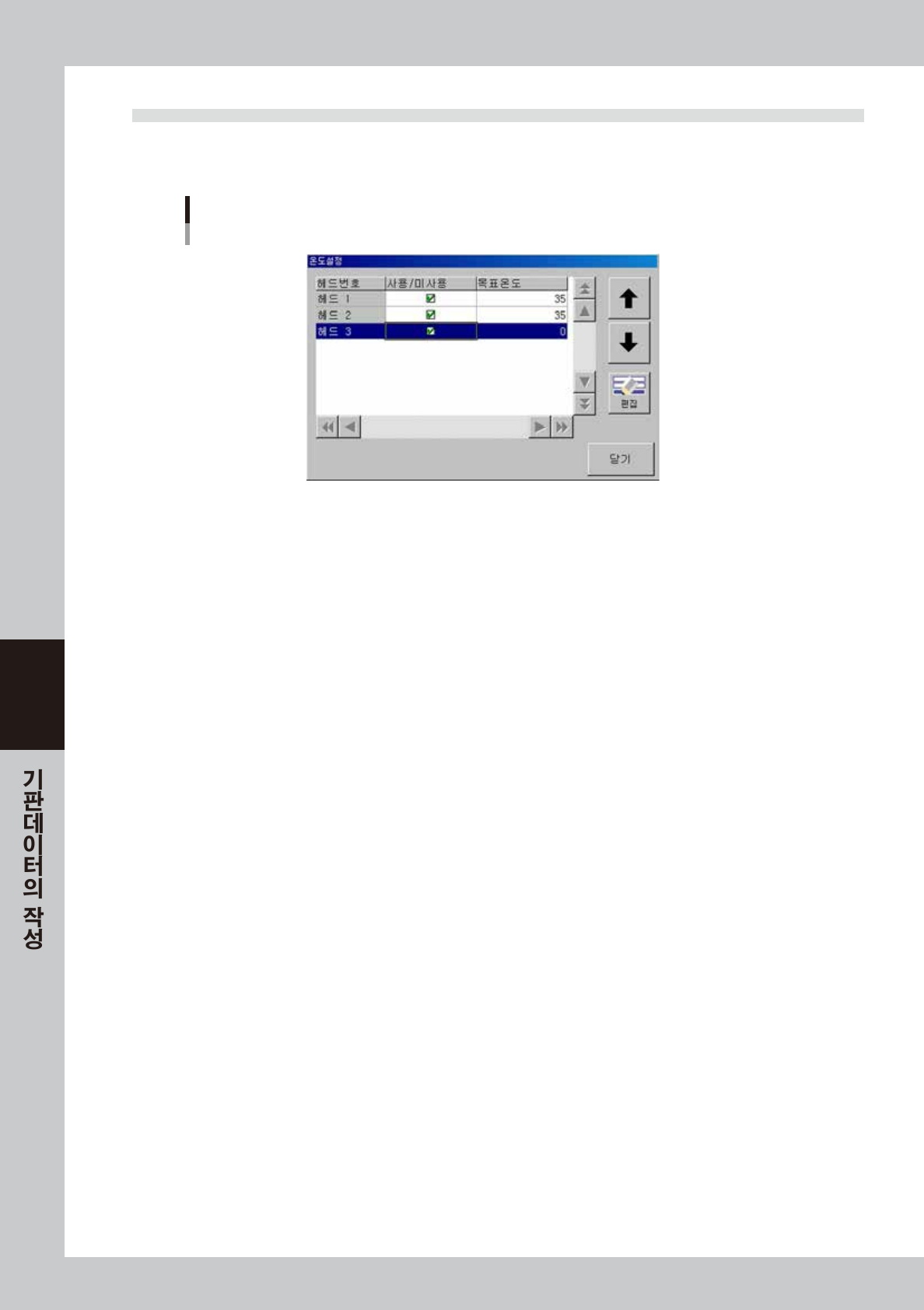
3.2 온도 설정
「셋업」화면의 [온도설정 ] 버튼을 누르고 ,「온도설정」화면에서 사용할 본드에 맞춰서 온도를 설정해 주십
시오 .
온도설정
3 헤드타입 (옵션)
68507-N7- 0 0
사용 / 미사용
온도설정을 사용할 경우는 , 체크란에 체크해 주십시오 .
목표온도
설정할 온도를 입력합니다 .( 설정가능 범위 : 바깥온도 이상 ~50℃ )
5-13
5
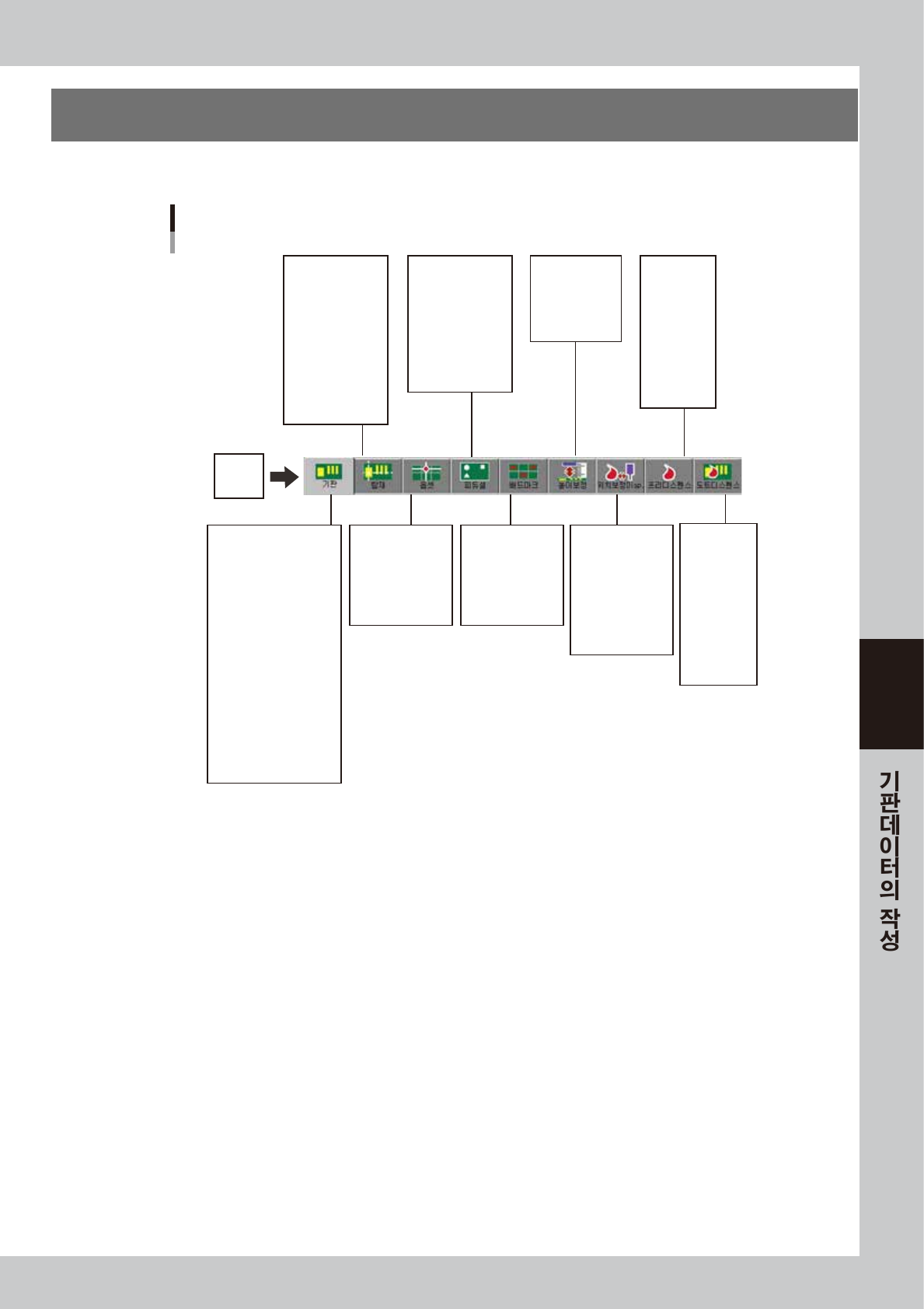
4. 기판정보의 작성
기판정보에는 , 기판의 형상과 생산방법 , 부품의 탑재위치 등의 파라미터를 설정합니다 .
기판
기판 파라미터의 구성
데이터 No.
코멘트
모드
마크
X, Y
기판사이즈XY
기판사이즈 높이
코멘트
현재생산수량
예정생산수량
한 기판의 블록수
현재 언로더 수량
예정 언로더수량
기판고정방법
고정 시작 타이머
반송 시작 높이
컨베이어 공회전 타이머
디스펜스 체크
자동 프리도팅
컨베이어 모터 속도
컨베이어 반송방법
데이터No.
패턴명칭
스킵
X, Y, R
부품번호
부품명
헤드
배드
피듀셜
오리지널 블록번호
데이터No.
패턴명칭
종류
스킵
X, Y, R
오리지널 블록번호
데이터No.
패턴명칭
종류
X, Y
마크
오리지널 블록번호
데이터No.
패턴명칭
스킵
용액량
헤드
시퀀스
X, Y, R
마크
데이터No.
패턴명칭
스킵
용액량
헤드
시퀀스
X, Y, R
마크
보정
데이터No.
패턴명칭
스킵
용액량
헤드
시퀀스
X, Y, R
피듀셜
배드
높이 보정
데이터No.
패턴명칭
종류
X1, Y1
마크1
X2, Y2
마크2
오리지널 블록번호
68508-N7-00
5-14
5
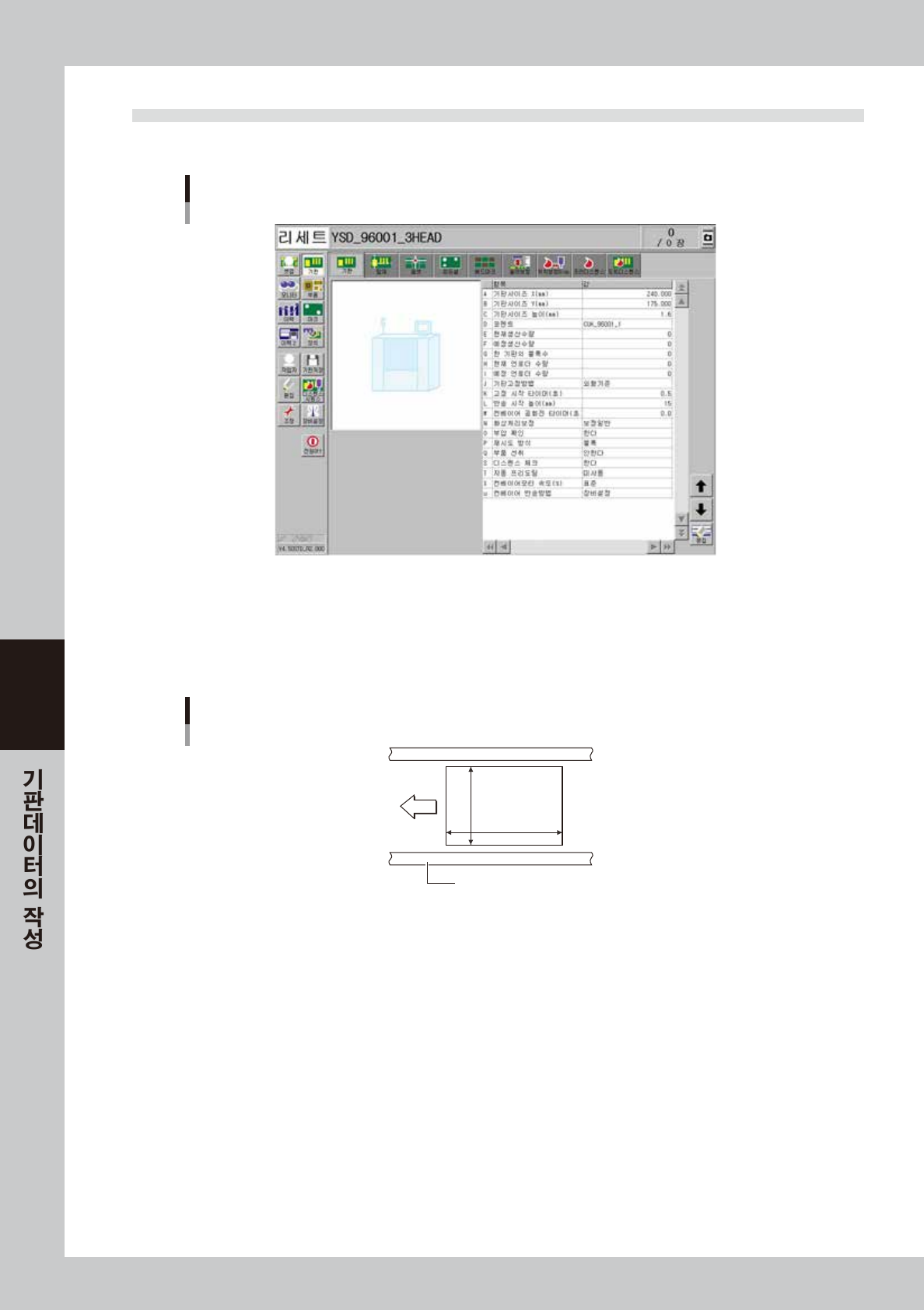
4.1 기판 파라미터
「기판」화면의 「기판」탭을 열고 , 기판 파라미터를 확인 또는 설정합니다.
기판 파라미터 화면
68509-N7-00
A, B: 기판사이즈 X, Y
기판의 XY 방향의 사이즈를 mm 단위로 입력합니다 . 자동 운전시 , 컨베이어폭 (W 축 ) 이 Y 치수가 되도록 제어됩니다 .
X:기판의 흐름방향 사이즈
Y:기판을 컨베이어에 놓았을 때의 컨베이어폭 방향사이즈
기판 사이즈
X [mm]
Y [mm]
PCB
기판흐름 방향
컨베이어 레일
67504-N7- 00
C: 기판사이즈 높이
사용할 기판의 두께를 입력합니다 .
D: 코멘트
기판에 관한 메모를 입력하는 란입니다 . 공란이어도 상관없습니다 .
E: 현재생산수량
생산완료된 기판수량을 기록하는 란입니다 . 초기값은「0」으로 설정해 놓습니다 .
F: 예정생산수량
생산하고 싶은 기판수량을 입력합니다 .
「0」을 입력한 경우는 , 기판이 공급되는 한 생산을 계속합니다 .
「0」이외의 수치를 입력한 경우는 , 입력한 기판수량의 생산이 끝나면 운전을 멈춥니다 . 다음 기판은 공급되지 않습니다 .
G: 한 기판의 블록수
1 장의 기판내에 존재하는 블록수를 입력합니다 .
H: 현재 언로더 수량
언로더에 보내진 기판수량을 기록하는 란입니다 . 초기값은「0」으로 설정해 놓습니다 .