YSD_Users_K.pdf - 第149页
4-20 4 도트의 인식예 너무 밝다 2치화상 작게 된다 크게 된다 너무 어둡다 적정 적정 인식상태 피막 부분까지 인식 도포액의 외형을 인식 도포액의 외형을 인식하지 않는다 페이퍼 67 405-N7-0 0 n 요점 도포 상 태 는 , 본 드 나 솔 더 의 특성 에 의 해 크 게 변 하 므로 , 조 명 레 벨 을 조 정 해 도 피 막 부분 까 지 오 인 식 해 서 적 정 한 면 적 판 정 을 …
4-19
4
3.1.4 도트 스테이션상에서의 도포확인
여기에서는 , 작성한 마크 데이터로 디스펜스 테스트를 실행하고 , 도트 스테이션상에서의 도포량을 확인합니
다. 111 노즐을 예로 들어서 다음과 같이 도포량을 확인하는 방법에 대해서 설명합니다.
1
헤드부의 셋업을 실행합니다 .
상온의 새 실린지와 대상 노즐을 준비하고 헤드에 장착합니다 . 노즐과 실린지의 장착 방법에 관해서는 ,
제 2 장「3.4 헤드부의 셋업」을 참조해서 실시해 주십시오 .
2
노즐내의 공기빼기를 합니다 .
온도설정을 하고 있을 경우는 , 목표온도로 될 때까지 기다린 후에 노즐의 공기빼기를 합니다 .
노즐의 공기빼기는 제 2 장「3.6 노즐내의 공기빼기」를 참조해서 실시해 주십시오 .
3
에어압을 조정합니다 .
[ 디스펜스 테스트 ] 버튼을 누르고 ,「디스펜스 테스트」화면의「실행」버튼을 눌러서 도포를 실행합니다 .
「디스펜스 테스트」화면의 인식결과 ( 면적 ) 가 각 노즐의 기준면적 (111 노즐의 경우 , 0.19 ㎟ ) 에 가까
워지도록 에어압을 조정해 주십시오 . 대스펜스 테스트의 상세한 내용은 제 2 장「3.4 디스펜스 테스트의
실행」을 참조해 주십시오 .
4
마크조정을 실행합니다 .
마크조정을 실행할 도트는 형상이 안정된 것을 사용합니다 .
1. 「인식 테스트」버튼을 눌러서 인식한 후에 ,「모니터 모드」를 전환해서 인식상태를 확인합니다 .
2. 후술의「도트인식의 예」를 참고해서 도트의 형상이 올바르게 인식되도록 [ 마크조명 ] 버튼을 눌러서
조명을 조정합니다 .
3. [ 인식체크 ] 버튼을 눌러서 공차내에 들어있는지 확인합니다 .
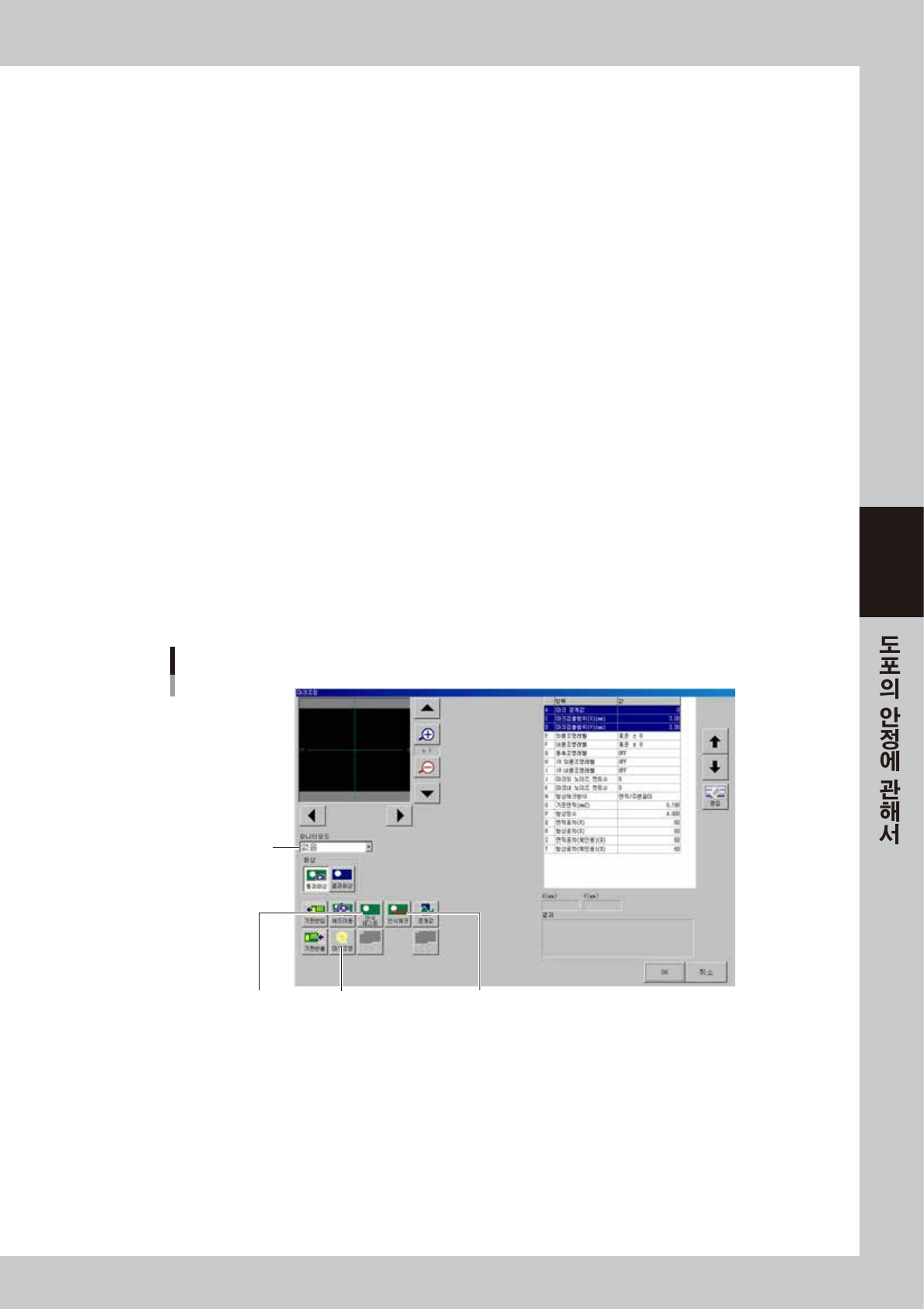
「마크조정」화면
[인식 테스트] 버튼
모니터 모드
[인식체크] 버튼 [마크조명] 버튼
68416 - N 7-0 0
[ 인식 테스트 ] 버튼
보정량 확인동작을 실행하지 않을 경우는 , 이 버튼을 사용해서 도트의 면적을 확인합니다 . 모니터 모드를 「인식결과」로
하면 면적과 주위 길이가 표시됩니다 .
[ 마크조명 ] 버튼
도포상태에 따라 조명 레벨을 설정합니다 . 적정하게 도트가 인식되도록 조명레벨을 조정합니다 .
[ 인식체크 ] 버튼
보정량 확인동작을 사용할 경우 , 확인용 공차에 들어있는지의 여부를 확인하기 위해서 사용합니다 .
4-20
4
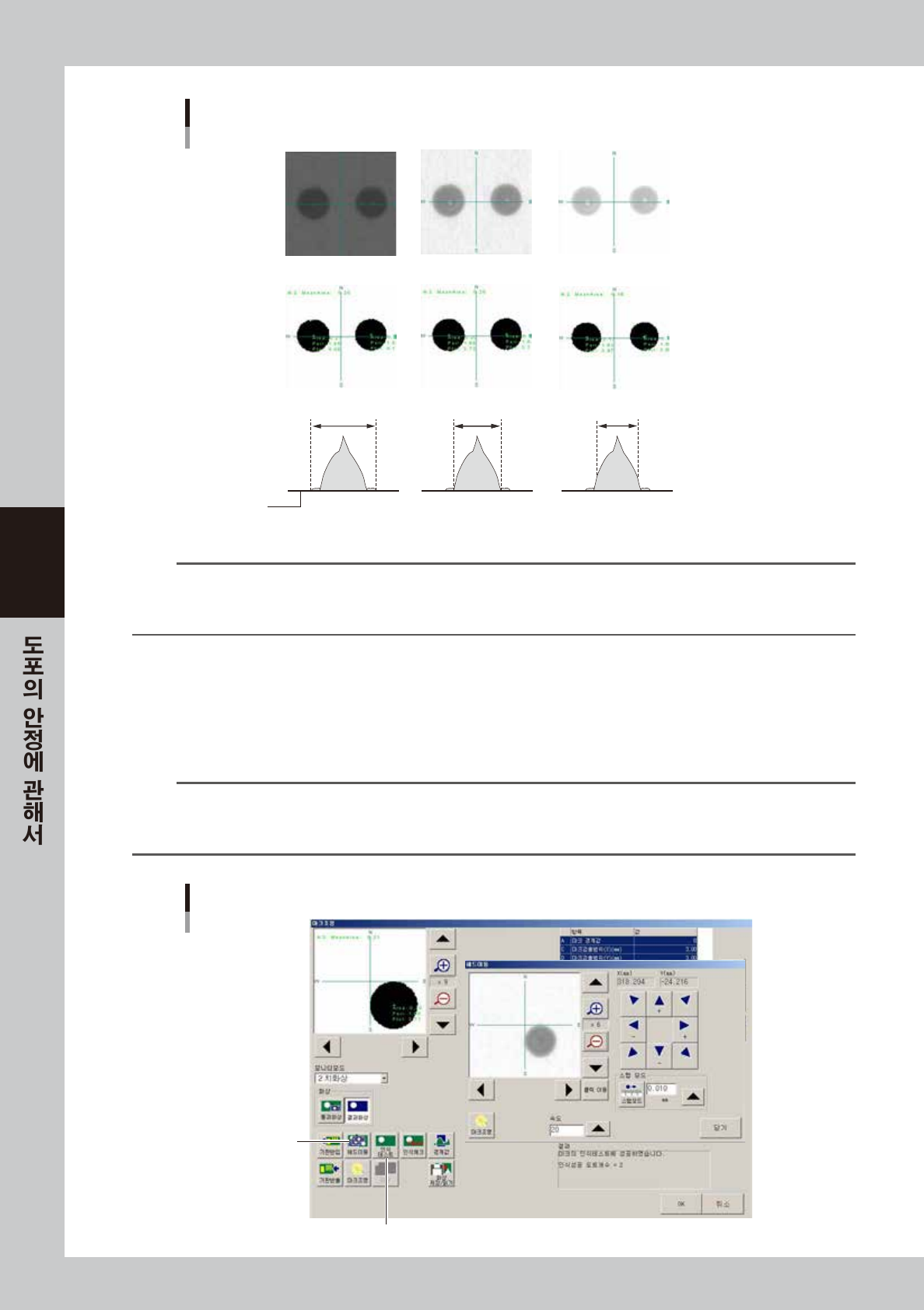
도트의 인식예
너무 밝다
2치화상
작게 된다
크게 된다
너무 어둡다
적정
적정
인식상태
피막 부분까지 인식
도포액의 외형을 인식 도포액의 외형을 인식하지 않는다
페이퍼
67405-N7-00
n
요점
도포 상태는 , 본드나 솔더의 특성에 의해 크게 변하므로 , 조명레벨을 조정해도 피막부분까지 오인식해서 적정한 면적판정을
할 수 없을 경우가 있습니다. 이럴 경우에는 , 인식시의 안정을 우선해서, 피막부분까지 포함한 면적을 기준면적으로서 설정
하는 방법이 있습니다.
5
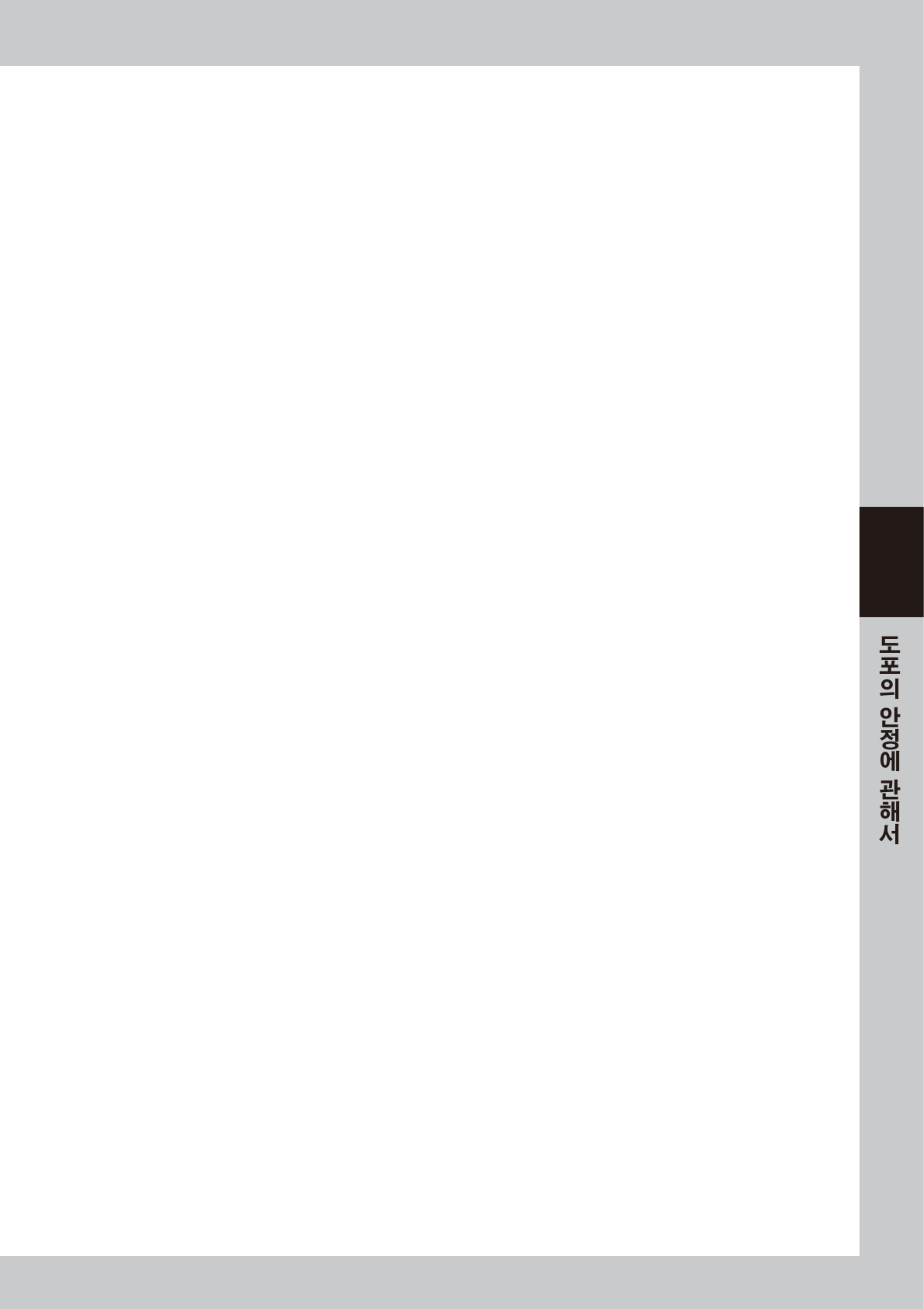
실물과 인식상태의 차이를 확인합니다 .
윗 그림과 같이 피막 부분을 오인식할 경우가 있으므로 , 실제의 면적과 장비가 인식한 면적의 차이 유무
를 확인합니다 .
「마크조정」화면의「모니터 모드」를「2 치화상」, 「인식결과」로 전환해서 , [ 인식 테스트 ] 버튼을 눌
러서 면적의 차이를 확인해 주십시오 . 면적에 차이가 있을 경우는 , 재차 , 조명 레벨을 조정합니다 .
참고
좀더 구체적인 방법은 , [헤드이동 ] 버튼을 눌러서 , 카메라의 십자 커서를 도트의 홈에 맞추고 「모니터 모드」를「2 치화상」
으로 하고 , [인식 테스트 ] 를 합니다. 재차, [ 헤드이동 ] 버튼을 누르면 ,「마크조정」의「2 치화상」과 실제의 화상을 같은
화면으로 표시해서 비교할 수가 있습니다.
인식상태의 확인
[헤드이동] 버튼
[인식 테스트] 버튼
68417-N7-00
4-21
4
6
에어압을 재조정 합니다 .
재차 디스펜스 테스트를 실행해서 , 각 노즐의 기준면적에 거의 일치하도록 에어압을 미세조정해 주십시
오 . 이 때의 에어압력의 값은 , 생산 시작시의 에어압력 조정값의 기준으로서 메모해 둡니다 .
7
데이터를 저장합니다 .
전술의 작업에 의해 대상 노즐의 마크정보가 결정되었으므로 , 기판 데이터를 저장해 주십시오 .