YSD_Users_K.pdf - 第113页
제 3 장 트러 블 슈 팅 목차 1 . 에러와 대책 3 - 1 1 . 1 대표적인 에 러와 대처방법 3- 1 1 . 2 마크 인식 3- 4 1 .3 컨베이어 관계 3-4 1 .4 그 외 3-5 2. 도 포불량의 대응 3-6 3. 페이퍼 사 용량의 절 감 3- 1 0 3. 1 프리 디스펜 스 실 행간 격 지정기능 3- 1 0 4. 잔량 검지 센서 기능 3 - 1 1 4. 1 잔량 검지 각도 지…
2-51
2
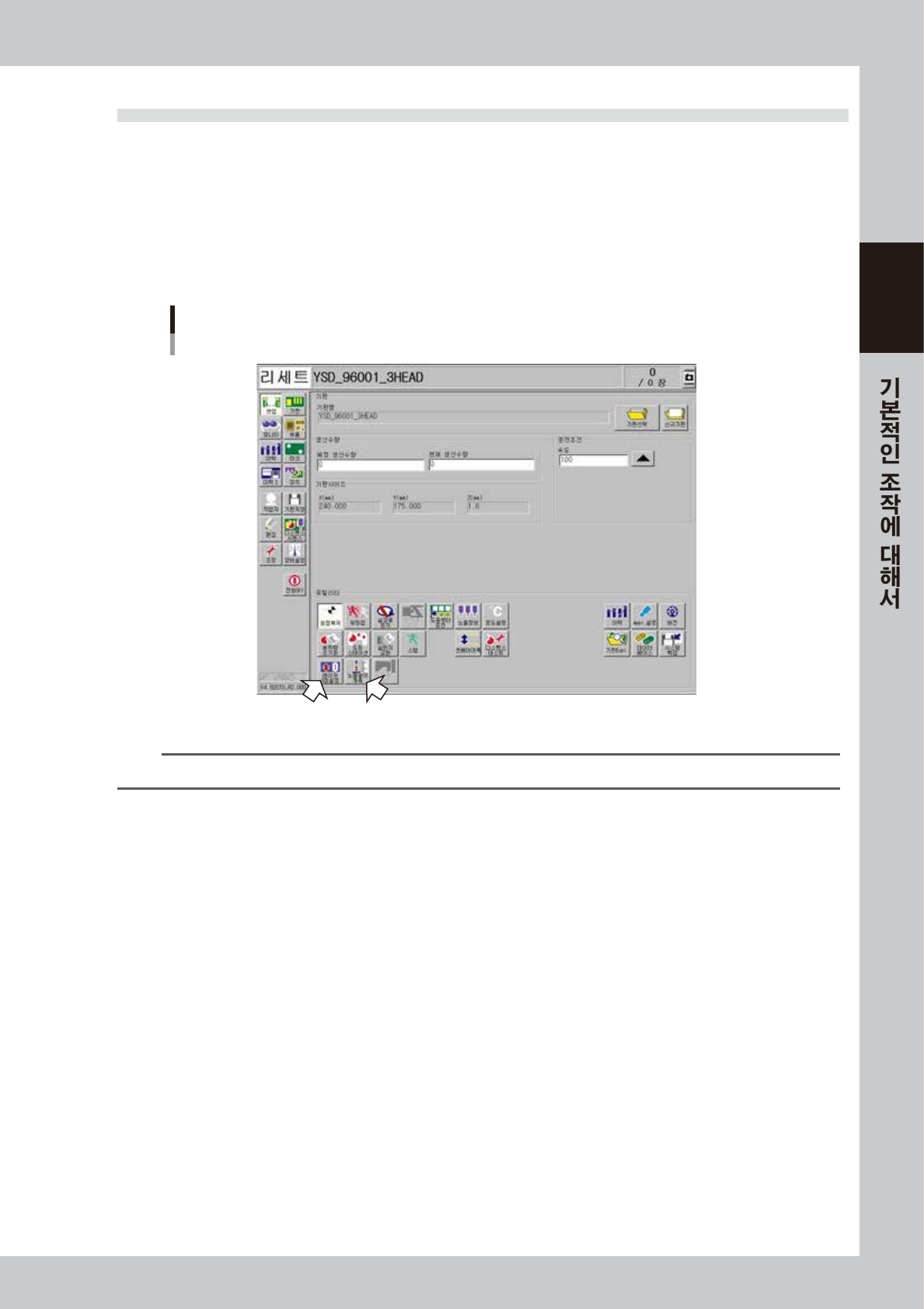
4.3 레이저 변위계의 초기화
█
레이저 0 점설정
레이저 변위계는 , 소정의 장소에서 레이저 0 점설정을 함으로서 , 초기화를 합니다 .
「셋업」화면의 [ 레이저 0 점설정 ] 버튼을 눌러서 기준좌표 (0 점 좌표 ) 로 레이저 변위계를 이동시켜서 리셋합니다 .
█
노즐높이 계측
셋업작업에서 디스펜스 노즐을 교환하거나 , 장비의 전원을 재투입 했을 경우 , 반드시 제일 처음에 노즐높이 계측을
실시합니다 .「셋업」화면의「노즐높이 계측」버튼을 누르면 , 터치 센서에 노즐을 대어서 높이를 측정합니다 .
초기화
레이저 0점설정과 노즐높이 계측
68239-N7- 00
n
요점
레이저 변위계를 이용하는 기판 데이터에서 , 레이저 0 점 설정을 하지 않고 자동운전을 시작하면 , 에러 메시지가 표시됩니다.

3-1
3
1. 에러와 대책
다음과 같이 일상적인 생산중에 발생할 수 있는 에러와 그 대책을 설명합니다 .
1.1 대표적인 에러와 대처방법
코드 에러 명칭과 내용
Es00013
2 차 리미트 오버
상태 동작범위 종단을 나타내는 센서 (2 차 리미트 센서 ) 가 반응하고 있습니다 .
원인 동작범위 종단을 나타내는 센서가 반응하고 있습니다 .
대책 해당 축을 동작범위 중앙 부근까지 손으로 밀어서 이동시켜 주십시오 .
Ea00070
기판반송 에러
상태 컨베이어상에 규정수량 이상의 기판이 반입되었습니다 .
원인
기판요구 신호를 보내지 않았음에도 불구하고 , 상류측에서 기판이 반입되었습니다 . 또는 이상 기판을 검출했습니
다.
대책
상류측의 반출 출구센서 또는 본 장비의 반입센서 위치조정 및 기판검출 센서 입구스톱퍼 센서를 재조정 해 주십
시오 .
Ea00074
기판고정 에러
상태 기판반송 유닛 , 로케이트 핀 , 푸쉬업이 정상적으로 작동되지 않습니다 .
원인 센서의 위치조정 불량 , 또는 스피드 컨트롤러에 의한 동작의 불안정
대책 기판반송 유닛의 높이관계 센서의 동작을 확인해 주십시오 .
Ea00267
피듀셜 FINE 수속 에러
상태
Fine 타입 인식에 있어서 , 보정위치가 Fine 수속 위치내로 집결되지 않았습니다 . Fine 수속 위치는 , 장비 데이터
에 정의되어 있습니다 .
원인 수속조건이 너무 엄밀합니다 .
대책 장비 데이터에서 수속조건을 완화시키거나 , 일반 피듀셜 데이터를 사용해 주십시오 .
Ea00410
도트인식 에러
상태 도트사이즈 보정을 할 수 없습니다 .
원인
•
최저 샘플수 이상의 도트를 인식불가
•
보정 타이머가 0
•
측정한 면적의 합계가 0.01mm~2 이하
•
측정한 도트가 마크 정보의 공차외
대책 도트인식에 사용하는 마크 데이터를 조정해 주십시오 .
Ea00436
기판데이터 프리디스펜스 높이 경고
상태 도트 디스펜스의 높이가 너무 낮습니다 .
원인 디스펜스 시퀀스에 부적절한 값이 설정되어 있습니다 .
대책
설정을 재확인하여 주십시오 .
- 하강목표위치가 , 기판면 높이 +0.5mm 보다 낮음
- 다음 작업을 허가하는 높이가 , 기판면 높이 -0.5mm 보다 낮음
- 하강목표위치가 , 다음 작업을 허가하는 높이보다 높음
- 다음 작업을 허가하는 높이가 , 상승목표 위치보다도 높음
Ea07011
위치보정 디스펜스 에러
상태 위치보정에 필요한 샘플수가 부족합니다 .
원인 위치보정 디스펜스 동작에서 정상적으로 인식된 도트의 횟수가 , 위치보정에 필요한 최저 샘플수를 밑돌았습니다 .
대책 도포상태 및 마크 데이터를 확인해 주십시오 .