YSD_Users_K.pdf - 第60页
1-19 1 9 . 전원 접속 부 본 체 정 면 하 단 우측 패 널 을 열 면 전 원 접 속부 가 있 습 니 다 . 그 림 과 같 은 전 원 케 이 블을 사용 하 여 , 전 원 접 속 단 자판 에 L 1 , L 2 , L 3 과 본 체 접 지 접 속부 에 접 속 합 니 다 . ■ 전원 사양 장비명 칭 전원 주파수 전원용량 YSD 삼상 교 류 2 00/2 08/22 0/2 40/3 80/400…
1-18
1
8.2
NEXT INTERFACE
아래의 1~3 의 조건이 갖추어진 경우에 , 기판반출을 시작합니다.
1. 본체가 기판반출 가능한 상태(BA OUT:ON)
2. 하류기로부터 기판반입 신호를 입력한 상태(BUSY IN [N0100320]:ON)
3. 하류기로부터 자동운전 신호를 입력한 상태(LR IN [N0100323]:ON)
n
요점
ㆍ 기판반출중에 하류기의 자동운전중 신호(LR IN)가 OFF 한 경우는 기판의 반출을 일시정지합니다.
ㆍ 반출중인 기판이 본체의 출구센서를 통과했다고 판단될 경우, BA OUT 을 OFF 합니다.
ㆍ BUSY IN 과 BA OUT 의 양쪽이 OFF 된 시점에서 반출을 종료합니다 .
1
2
3
4
5
6
7
8
9
10
11
12
13
14
BUSY IN
(N0100320)
+24V
+24V
UR OUT(T01000E6)
LR IN
(N0100323)
+24V
LE IN
(N0100324)
BA OUT
(T01000E5)
I/O BOARD
GND GND
14
11
12
7
4
8
3
1
반입중 출력
반출요구 입력
자동운전중 입력
자동운전중 출력
장비간 기판 대기중 출력
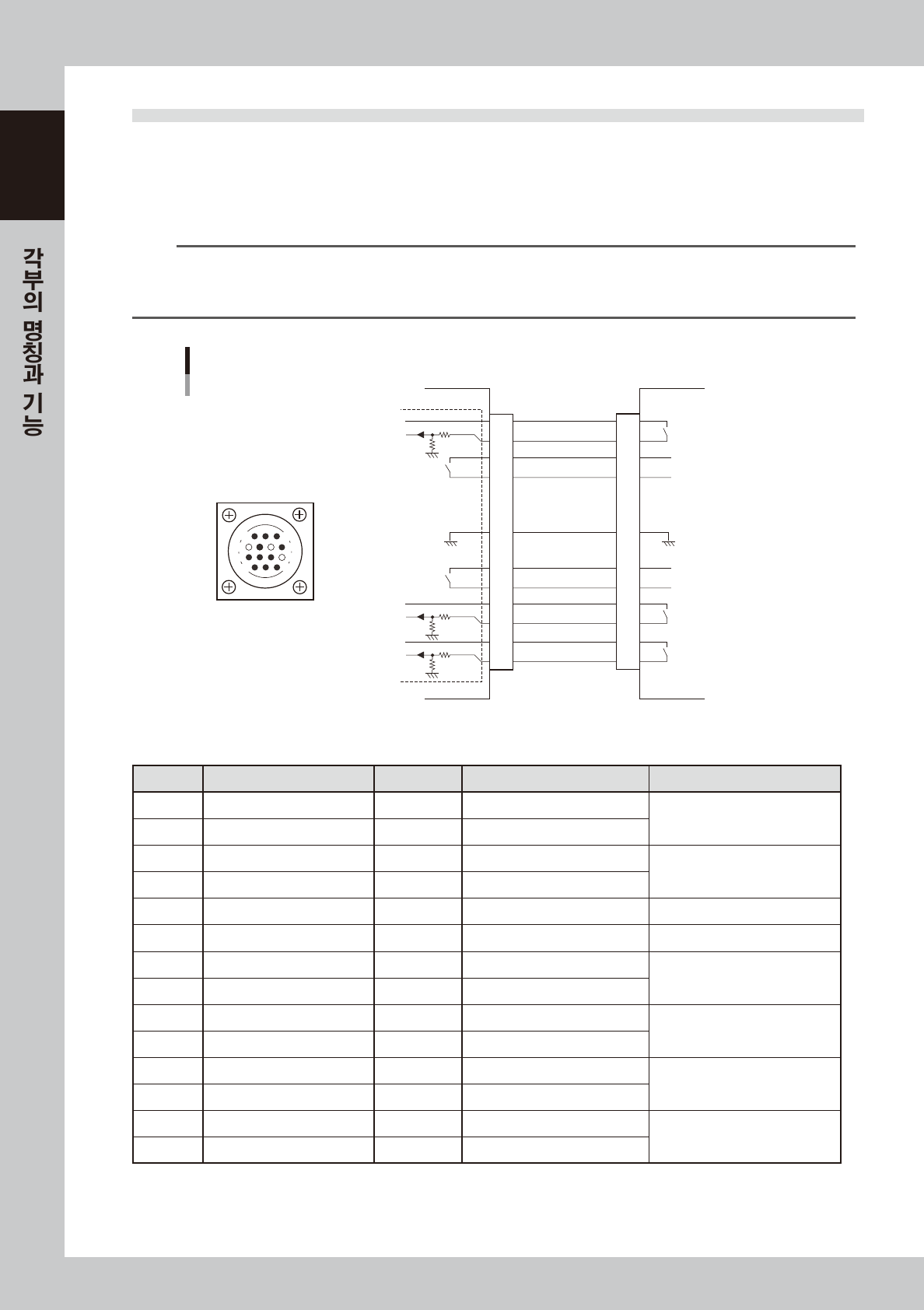
NEXT INTERFACE 회로
NEXT INTERFACE
커넥터
본체측 NEXT INTERFACE
하류기
AMP 206043-1
(14핀•리셉터클)
67116 -N 7- 0 0
■
기판반송 신호사양 (
NEXT INTERFACE)
Pin No. 신호명 어드레스 입출력 사양 신호사양
1 +24V 입력공통 (+24V)
기판반입중 신호입력
2 BUSY IN N0100320 전압 입력
3 BA OUT T01000E5 릴레이 접점 ( 무전압 ) 출력
기판반출요구 신호출력
4 BA OUT T01000E5 릴레이 접점 ( 무전압 ) 출력
5 비었음
6 비었음 ( 더미핀 있음 ) ( 오삽입 방지 )
7 GND
8 비었음
9 UR OUT T01000E6 릴레이 접점 ( 무전압 ) 출력
자동운전중 신호출력
10 UR OUT T01000E6 릴레이 접점 ( 무전압 ) 출력
11 +24V 입력공통 (+24V)
자동운전중 신호입력
12 LR IN N0100323 전압 입력
13 +24V 입력공통 (+24V)
장비간 기판대기 신호입력
14 LE IN N0100324 전압 입력
1-19
1
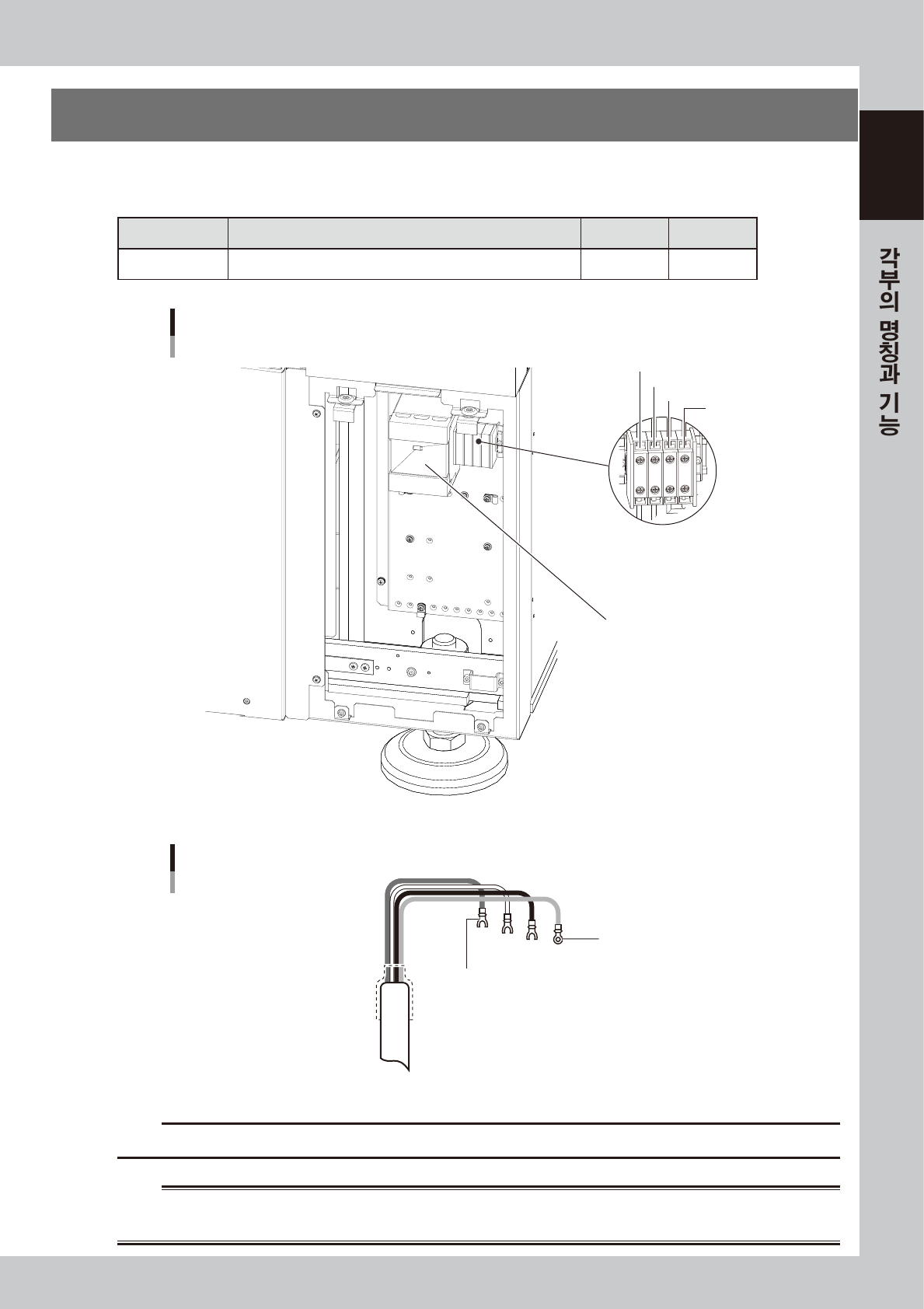
9. 전원 접속부
본체 정면 하단 우측패널을 열면 전원접속부가 있습니다. 그림과 같은 전원케이블을 사용하여, 전원 접속단
자판에 L1, L2, L3 과 본체 접지 접속부에 접속합니다.
■ 전원사양
장비명칭 전원 주파수 전원용량
YSD 삼상교류 200/208/220/240/380/400/416V( ± 10%) 50/60Hz 7.0 K VA
전원입력 단자
메인 브레이커
전원입력 단자
L1
L2
L3
PE
67117-N7- 0 0
원형 압착단자
Y형 압착단자
전원 케이블 가공예
L1
L2
L3
PE
L=100mm
67118-N7-0 0
c
주의
전원 케이블에는 , 도체 단면적이 3.3 ㎟ 이상의 것을 사용하여 주십시오 .
w
경고
감전사고를 방지하기 위해 , 전원의 접속은 차단기를 내렸는지 확인하고 나서 실행하여 주십시오 . 또한 , 본체 접지 ( 어스 ) 부
의 접속은 확실하게 해 주십시오 .
제 2 장 기본적인 조작에 대해서
목차
1. 조작전의 기본 동작 2-1
1.1 장비의 기동 2-1
1.2 비상정지의 해제방법 2-3
1.3 에러의 클리어 방법 2-4
1.4 장비의 종료 2-5
2. 조작화면과 각종 버튼 2-7
2.1 조작화면의 기본구성 2-7
2.2 셋업화면 2-10
2.3 장치화면 2-12
3. 장비의 기동과 종료 2-15
3.1 생산 시작전의 점검 2-16
3.2 기판 데이터의 선택 2-17
3.3 컨베이어의 셋업 2-18
3.3.1 작업의 흐름 2-18
3.3.2 컨베이어 폭의 변경 2-19
3.3.3 기판누름 플레이트 2-20
3.3.4 푸쉬업 핀의 배치 2-21
3.4 헤드부의 셋업 2-23
3.5 워밍업의 실행 2-26
3.6 노즐내의 공기 빼기 2-28
3.7 디스펜스 테스트의 실행 2-31
3.8 생산의 시작 2-33
3.9 생산중의 모니터 표시 2-34
3.10 생산의 종료 2-43
4. 옵션장치의 기본작업 2-45
4.1 잔량검지 센서의 조정 2-45
4.2 도트 스테이션의 페이퍼 교환 2-49
4.3 레이저 변위계의 초기화 2-51