YSD_Users_K.pdf - 第181页
4-52 4 9. 하 강단 타 이머 (ms ec ) Z 축이 하 강목 표 위치 에 도 달 하 고 상승을 개시 할 때 까 지의 시간 설 정 을 여기 에 서 합니다 . 접착 제 가 기판에 도포 되 지 않거 나 주위에 흩어 질 경우 수치 를 입 력 하면 유용합니 다 . 기 판상 에 도포 제 가 스며 드 는 시간이 필 요 한 액 종 (크 림 솔더 등 ) 에서 접 착제 늘어 짐 ( 꼬리 ) 을 개선시…
4-51
4
토출 타이밍 일람
ON
ON
ON
ON
ON
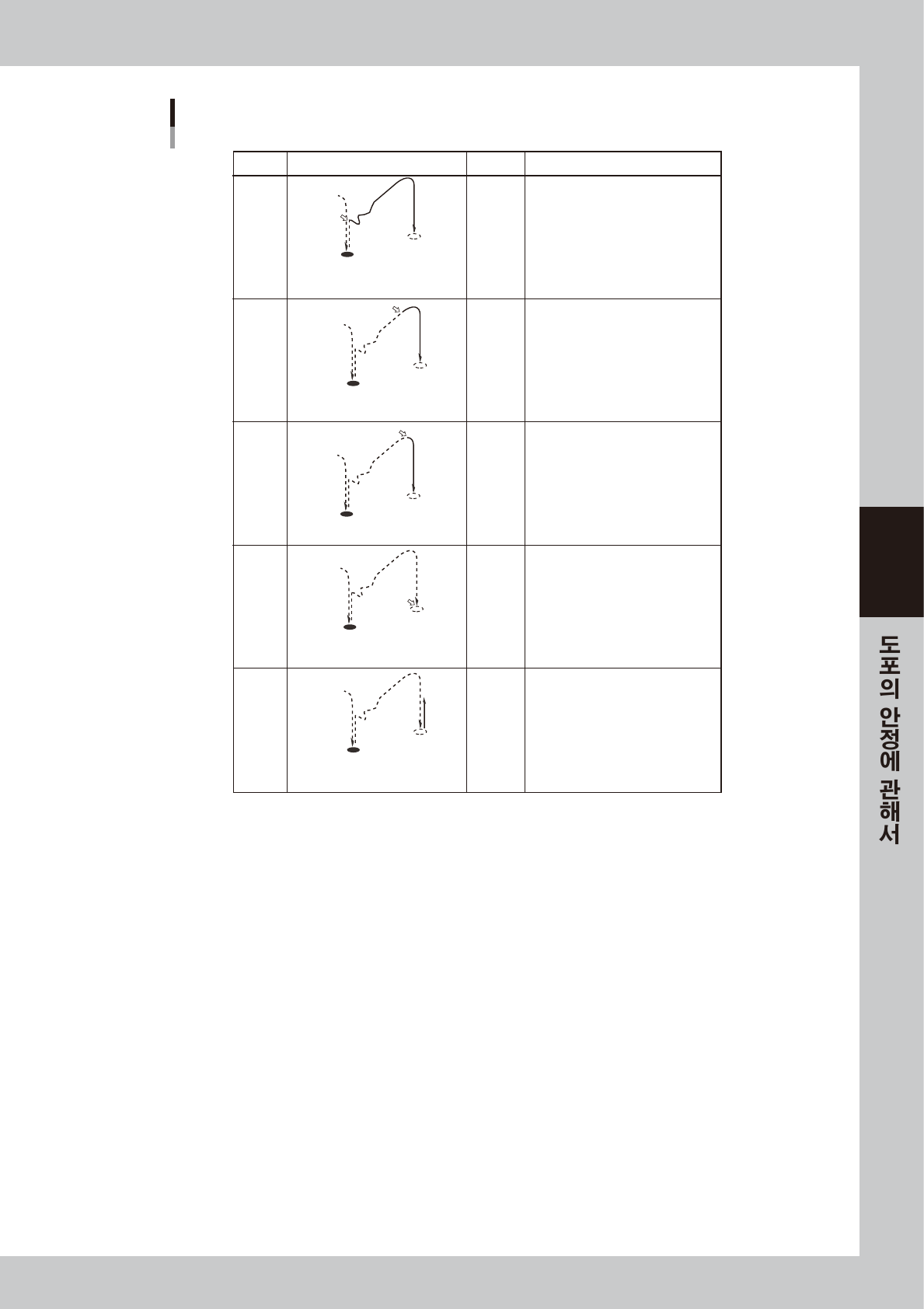
설정 축 동작 도트 직경 내용
XY-GO
XY-POS
Z-DOWN
Z-LOW
Z-UP
XY축이 도포 포인트를 향해 움직이기
시작하면서 동시에 밸브가 작동합니다.
XY축이 도포 포인트를 향해 움직일 때
축의 위치 결정 공차 내에 들어가
밸브가 작동합니다.
Z축이 도포 포인트를 향해 하강하면서
동시에 밸브가 작동합니다
Z축이 도포 포인트에 도달함과 동시에
밸브가 작동합니다.
1.5mm이하
도포량이 적은 2점 구멍노즐은 보통 이것을
사용합니다.
1.5~3.0mm
3.0mm이상
3.0mm이상
(XY-GO)를 선택했을 때 도포위치가 도포
전의 노즐선단에서 접착제의 흔들림 등으로
불규칙한 분포가 될 경우 이것을 선택하십
시오.
1.5~3.0mm 1점 구멍노즐은 보통
이것을 사용합니다.
(XY-POS)를 선택했을 때 도포위치가 도포
전의 노즐선단에서 접착제의 흔들림 등으로
불규칙한 분포가 될 경우 이것을 선택하십
시오.
하강단 타이머도 설정하십시오.
(Z-DOWN)를 선택했을 때 도포위치가 도포
전의 노즐선단에서 접착제의 흔들림 등으로
불규칙한 분포가 될 경우 이것을 선택하십
시오.
하강단 타이머도 설정하십시오.
Z축의 속도를 지나치게 느리게 하면서 높이
가 있는 도포형상을 원할 때 선택합니다.
보통은 사용하지 않습니다.
-
Z축이 도포 포인트에서 상승하면서
동시에 밸브가 작동합니다.
67419-N7- 00
5. 토출 후 타이머(msec)
접착제를 토출하는 밸브 작업이 끝난 후의 타이머를 여기에서 설정합니다 . XY 축의 이동거리에 따라서 도포 직경이 불균
형할 경우 , 여기에 수치를 입력하면 유용합니다 . 같은 액량임에도 불구하고 짧은 간격으로 도포하면 편차가 큰 액종의
경우는 20~50ms 를 입력하십시오 .
6. 아웃 확인 후 , 헤드 하강
XY 축의 이동 완료 후에 Z 축을 하강시키는 동작을 합니다 .
7. 하강목표위치 (mm)
기판면에 대한 도포높이를 여기에서 설정합니다 . 부호는 기판면에 대해 위 방향이 플러스 , 아래 방향이 마이너스입니다 .
기판면 높이의 수치에 정확한 수치가 입력되었음에도 불구하고 기판이 위로 휘거나 아래로 휘는 등의 영향으로 노즐 스톱
퍼의 접촉에 문제가 있을 경우는 다음과 같이 설정해 주십시오 .
•
노즐 스톱퍼가 미접촉인 곳은 마이너스 수치를 입력합니다 .
•
노즐 스톱퍼가 접촉하는 곳은 플러스 수치를 입력합니다 .
8. 하강속도 (%)
접착제를 도포할 때 Z 축이 하강하는 속도를 여기에서 설정합니다 . 수치는 Z 축 모터의 최고 회전수에 대한 퍼센트입니다 .
보통은 100%로 설정합니다 . 노즐선단의 접착제가 기판에 도포되지 않고 노즐주위에 부착할 경우 , 느리게 하면 유용합니
다.
4-52
4
9. 하강단 타이머 (msec)
Z 축이 하강목표 위치에 도달하고 상승을 개시할 때까지의 시간설정을 여기에서 합니다 . 접착제가 기판에 도포되지 않거
나 주위에 흩어질 경우 수치를 입력하면 유용합니다 . 기판상에 도포제가 스며드는 시간이 필요한 액종(크림솔더 등)에서
접착제 늘어짐 ( 꼬리 ) 을 개선시킬 경우 , 50~200ms 으로 설정합니다 .
10. 저속하강 거리 (mm)
Z 축이 하강시에 저속이 되는 기판면에 대한 높이를 설정합니다 .
11. 저속하강 속도 (%)
Z 축이 하강시에 저속이 되는 속도를 설정합니다 . 수치는 Z 축 모터의 최고 회전수에 대한 퍼센트입니다 . 노즐 선단의 접
착제가 기판에 도포되지 않고 노즐 주변에 부착할 경우 느리게 하면 유용합니다 .
12. 상승 목표위치 (mm)
접착제 도포 후에 Z 축이 상승할 때의 목표위치를 여기에서 설정합니다 . 수치는 기판면에 대한 높이입니다 . 그다음 작업을
허용하는 높이와 동등 이상의 수치를 입력하십시오 .
도트의 꼭대기 부분이 헤드 이동방향으로 끌리는 경우는 높여주십시오 . 또한 높이에 여유가 있을 경우는 택타임 향상을
위해 낮추어 주십시오 .
13. 상승속도 (%)
접착제 도포 후에 Z 축이 상승하는 속도를 여기에서 설정합니다 . 수치는 Z 축 모터의 최고 회전수에 대한 퍼센트입니다 .
접착제의 늘어짐에 의해 처지거나 흩어질 경우 , 느리게 하면 유용합니다 . 노즐은 분명히 기판에 접촉되어 있으나 , 접착제
의 늘어짐 ( 꼬리 ) 현상이 있을 경우는 10%씩 느리게 하면서 테스트 해 주십시오 .
14. 상승단 타이머 (msec)
Z 축이 도포를 종료하고 상승 선단에서 XY 축이 움직일 때 까지의 타이머를 여기에서 설정합니다 . 본드가 늘어질 가능성
이 높은 액종이지만 , 상승속도는 느리게 할 필요가 없는 경우는 접착제 끊어짐 대책으로서 30~100 정도를 입력하십시오 .
15. 저속상승 거리 (mm)
접착제 도포 후에 Z 축이 상승할 때 , 목표위치로 이동하기 전에 속도를 늦추는 높이를 설정합니다 . 수치는 기판면에 대한
높이입니다 .
16. 저속상승 속도 (%)
접착제 도포 후에 Z 축이 상승하고 , 목표위치로 도달하기 전에 속도를 낮췄을 때의 스피드를 여기에서 설정합니다 . 수치는
Z 축 모터의 최고 회전수에 대한 퍼센트입니다 . 접착제의 늘어짐 , 흩어짐 등이 발생할 경우 , 느리게 하면 유용합니다 .
17. 다음 작업 허가높이 (mm)
접착제 도포 후에 Z 축이 상승할 때 XY 축을 작동해도 되는 높이를 여기에서 설정합니다 . 수치는 기판면에 대한 높이이며
기판상에 기판면보다 높은 부품 등의 장애물이 있을 경우 , 그 최대 높이보다 1mm 이상의 수치를 입력하십시오 .
또한 접착제의 늘어짐 , 흩어짐 등이 발생한 경우 상승속도와 함께 이 수치를 높이면 유용합니다 .
이 수치가 적절하지 않을 경우는 , 노즐과 기판상의 장애물이 충돌될 가능성이 있습니다 . 도트의 꼭대기 부분이 헤드 이동
방향으로 끌리는 경우는 높여주십시오 . 또한 높이에 여유가 있을 경우는 택타임 향상을 위해 낮추어 주십시오 .
18. 코멘트
디스펜스 시퀀스에 관한 메모를 입력합니다 .
19. 토출 펄스 폭 (msec)
보통 「0」으로 설정합니다 .
20. 토출 펄스 간격 (msec)
보통 「0」으로 설정합니다 .
4-53
4
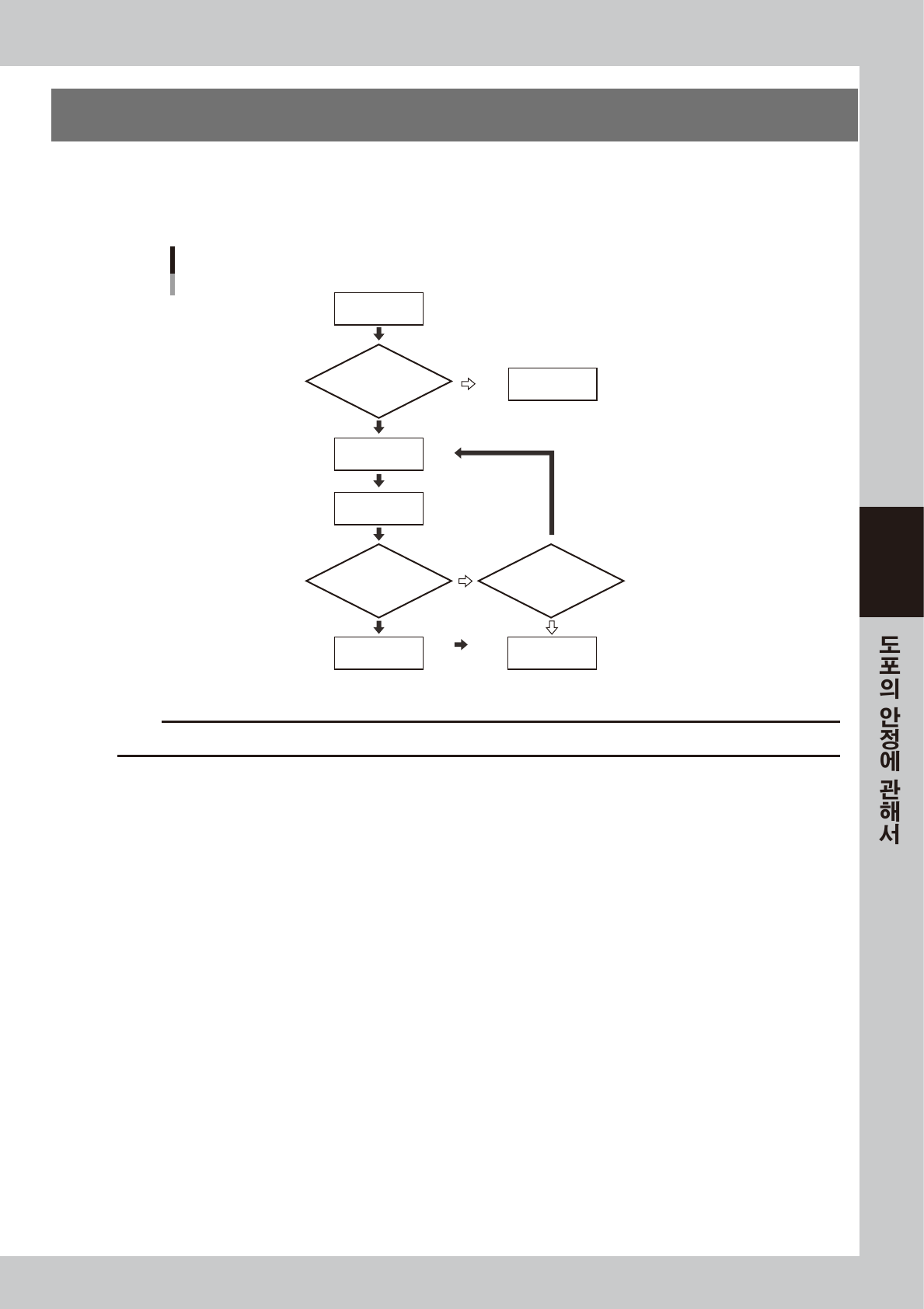
7. 도포위치의 확인과 수정
여기에서는 도트 디스펜스 정보에서 설정한 도포위치를 트레이스 기능으로 확인하고 티칭기능 또는 수치입력으로
수정합니다 . 트레이스 기능이란 데이터에 표시되는 좌표에 실제로 티칭 유니트가 이동하는 기능입니다 .
티칭 유니트를 카메라로 지정하면 직접 육안으로 보고 확인할 수 있습니다 .
도포위치의 확인과 수정 플로우 차트
위치확인을 실행할
도포No.를 선택한다
도포위치를
확인한다
적정한 좌표데이터를
티칭입력한다
데이터를 저장한다
기판이 고정되어 있습니까?
도포위치의 수정을
하시겠습니까?
작업을 계속하시겠습니까?
기판을 고정한다
YES
YES NO
NO
NO
YES
정보 열기
도트 디스펜스
67420-N7-00
c
주의
재차 디스펜스 전개를 하면 덮어쓰기 되므로 주의해 주십시오 .