SI-G200MK3_操作说明.pdf - 第118页
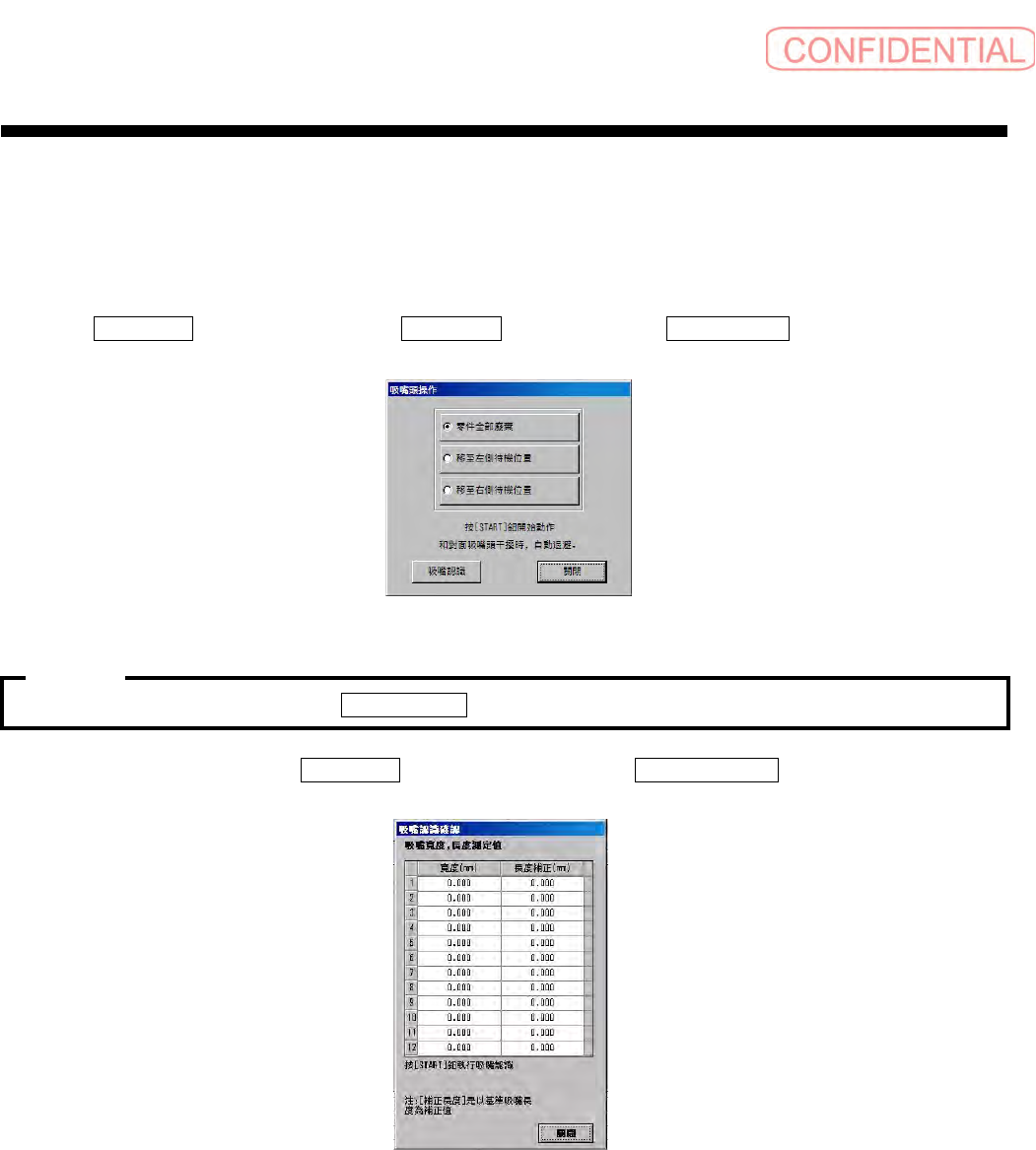
操作篇 3. 自动生产 3-46 电子零件装着机 SI-G200Mk3 (CS) 寬度 ( 宽度 ) 栏中表示安装的吸嘴宽度的 实测值, 長度補正 ( 长度补正 ) 栏中表示与机器资 料中登录基准吸嘴长度的 补正值。 即使切断电源也能储存吸 嘴尺寸的测定值。 即使点击 吸嘴頭狀況 ( 吸嘴头状况 ) 画面的 吸嘴認識確認 ( 吸嘴认识确认 ) 钮,也会表示吸 嘴头操作对话框。 按 ST AR T 钮时,使相机 开始认识吸嘴测定动作。 测…
操作篇
3. 自动生产
电子零件装着机 SI-G200Mk3 (CS)
3-45
(
2)吸嘴认识
[ 操作功能 ]
交换吸嘴头的吸嘴后,须以相机认识测定安装于吸嘴头的吸嘴的长度及宽度,须先使机器认识吸
嘴。
[ 操作顺序 ]
点击
自動生產
(
自动生产
)
画面→
機種切換
(
机种切换
)
的
吸嘴頭操作
(
吸嘴头操作
)
钮,
会出现以下的吸嘴头操作对话框。
图
3.4.5-3
吸嘴頭操作
(
吸嘴头操作
)
对话框
原点回复未结束时,无法点击
吸嘴頭操作
(
吸嘴头操作
)
钮。
点击吸嘴头操作对话框的 吸嘴認識 ( 吸嘴认识 ) 钮,表示 吸嘴認識確認 ( 吸嘴认识确认 ) 对话
框。
图
3.4.5-4
吸嘴認識確認
(
吸嘴认识确认
)
对话框
在此对话框表示之前,会表示出先前相机认识测定的吸嘴尺寸,此尺寸未必与实际安装吸嘴的尺
寸一致。
注意 :
操作篇
3. 自动生产
3-46
电子零件装着机
SI-G200Mk3 (CS)
寬度
(
宽度
)
栏中表示安装的吸嘴宽度的实测值,
長度補正
(
长度补正
)
栏中表示与机器资
料中登录基准吸嘴长度的补正值。
即使切断电源也能储存吸嘴尺寸的测定值。
即使点击
吸嘴頭狀況
(
吸嘴头状况
)
画面的
吸嘴認識確認
(
吸嘴认识确认
)
钮,也会表示吸
嘴头操作对话框。
按 START 钮时,使相机开始认识吸嘴测定动作。
测定结束后,更新表示吸嘴的尺寸。
吸嘴认识结束后,请点击
關閉 ( 关闭 ) 钮并回至 吸嘴頭操作 ( 吸嘴头操作 ) 对话框,再在吸
嘴头操作选择
關閉 ( 关闭 ) 钮回到 機種切換 ( 机种切换 ) 画面。
读取机种资料后设置在吸嘴头上的吸嘴和实际使用的吸嘴资料不一致时,会显示提示信息。
注意 :
注意 :
操作篇
3. 自动生产
电子零件装着机 SI-G200Mk3 (CS)
3-47
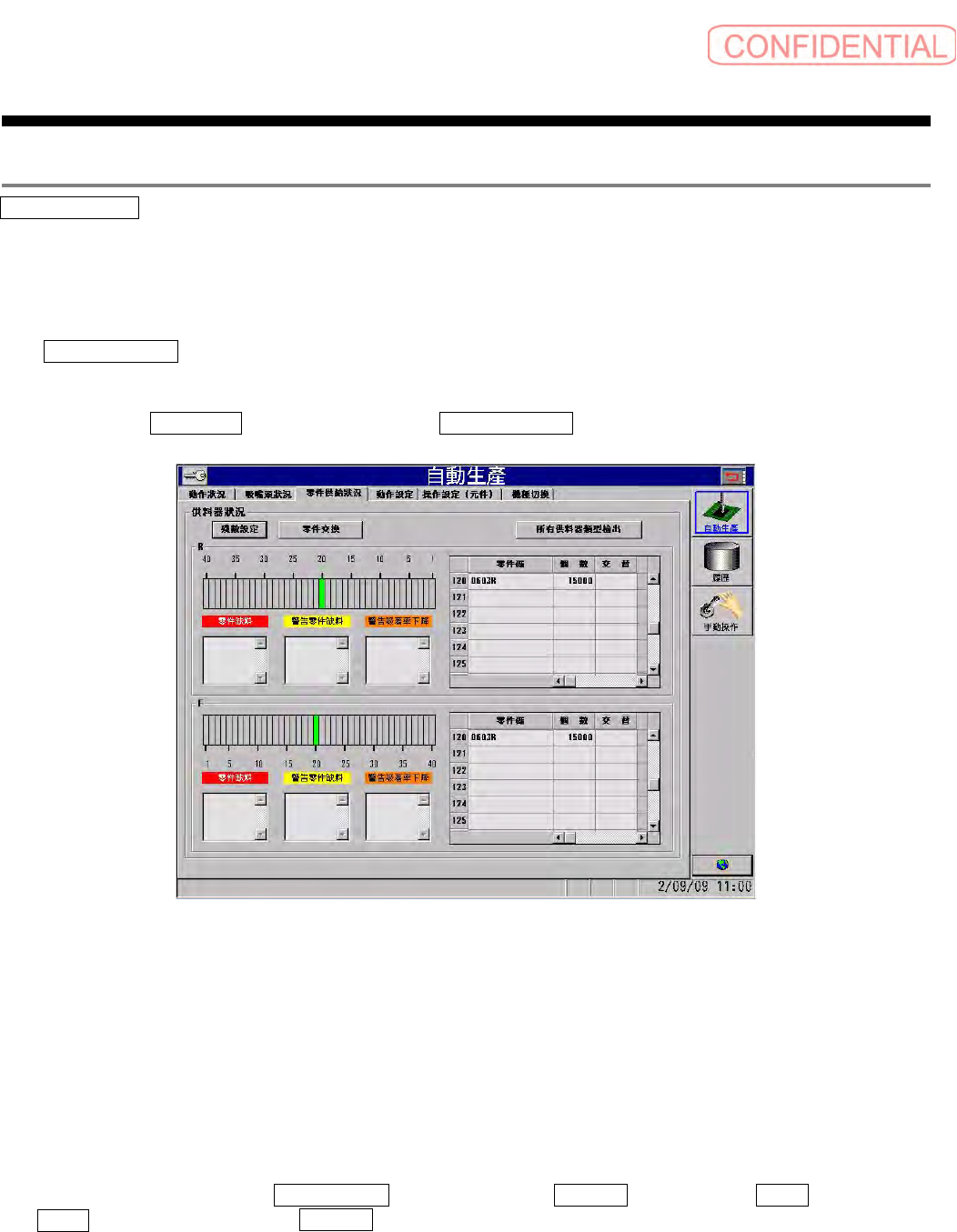
3.5 零件供给状况
零件供給狀況 ( 零件供给状况 ) 画面显示 SI-G200Mk3 的自动运转中的零件供给状况,执行零件
交换操作。
3.5.1 零件供给状况的显示
[ 操作功能 ]
零件供給狀況 ( 零件供给状况 ) 画面显示符合生产机种的零件供给部当时的详细状况。
[ 操作顺序 ]
依顺序点击 自動生產 ( 自动生产 ) 菜单→ 零件供給狀況 ( 零件供给状况 ) 标签。会出现以下
的画面。
图
3.5.1
自動生產-零件供給狀況
(
自动生产-零件供给状况
)
画面
[ 画面说明 ]
(1)
供料器配置图
由机种文件指定的供料器,其零件供给部的安装位置用绿色显示。未使用的零件供料器位置仍呈
灰色。
(2) 零件资料信息
对于各供给部位置号码,由机种文件指定的零件供料器的设定状况显示在右侧的列表。未配置供
料器的供给部位置是空白栏。另外无法编辑列表内资料。
列表所显示的零件信息是
供給部號碼 ( 供给部号码 ) 、 零件碼 ( 零件码 ) 、 個數 ( 个数 ) 及
交替 ( 交替 ) 的基本信息。 零件碼 ( 零件码 ) 在使用条形码器执行零件交换确认时也可使用。