SI-G200MK3_操作说明.pdf - 第190页
操作篇 4. 手动操作 4-22 电子零件装着机 SI-G200Mk3 (CS) (3) 微調動作移動 ( 微调动作移动 )( 轨道宽度 ) 指定微调动作移动时,会出现以下 的 軌道寬度調整 ( 轨道宽度调整 ) 对话框。 图 4.2.1. 6-2 軌道寬度調整 ( 轨道宽度调整 ) 画面 轨道宽度移动的顺序如下。 [1] 指定移动速度。 以下的方法可指定移动速度。 方法:点击 高速 ( 高速 ) 钮或 低速 ( 低速 ) 钮。 →指定…
电子零件装着机 SI-G200Mk3 (CS)
4-21
操作篇
4. 手动操作
(1) 絕對座標移動 ( 绝对坐标移动 ) (轨道宽度)
在
軌道寬度絕對位置 ( 轨道宽度绝对位置 ) 框中操作 ▲ ▼ 的调整钮 , 指定目标宽度。
按操作面板的
START 钮。移动轨道至目标宽度。
轨道移动中,按操作面板的
STOP
钮时,立即停止。再次按
START
钮时,再开始移动至目
标位置。
(2) 相對座標移動 ( 相对坐标移动 ) (轨道宽度)
操作
▲
▼
的调整钮,指定由现在轨道宽度开始移动的距离。
按操作面板的
START 钮时,轨道只移动指定的距离。
正
(+) 值时轨道宽度变大、负 (-) 值时轨道宽度变窄。
轨道移动中,按操作面板的
STOP
钮时,立即停止。再次按
START
钮时,再开始移动至目
标位置。
注意 :
注意 :
操作篇
4. 手动操作
4-22
电子零件装着机
SI-G200Mk3 (CS)
(3)
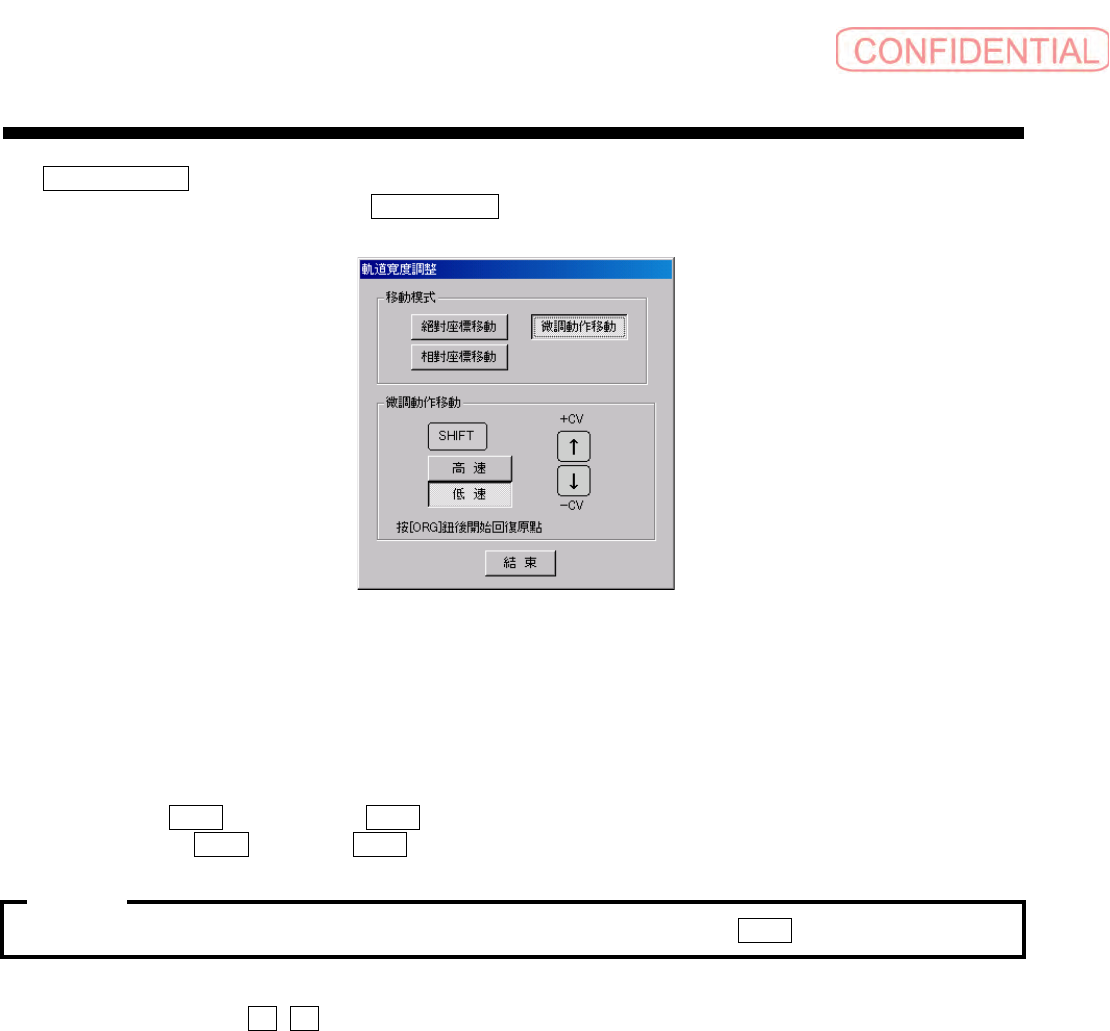
微調動作移動 ( 微调动作移动 )( 轨道宽度 )
指定微调动作移动时,会出现以下的 軌道寬度調整 ( 轨道宽度调整 ) 对话框。
图
4.2.1.6-2
軌道寬度調整
(
轨道宽度调整
)
画面
轨道宽度移动的顺序如下。
[1] 指定移动速度。
以下的方法可指定移动速度。
方法:点击
高速 ( 高速 ) 钮或 低速 ( 低速 ) 钮。
→指定 高速 ( 高速 ) / 低速 ( 低速 ) 的切换。
前门或后门中任一门打开
,
或互锁开关关闭时
,
为了安全
,
无法选择
高速
(
高速
)
。
[2] 按键盘的游标 ( ↑ ↓ )
→ 往按下的游标方向移动轨道。有时按游标键其轨道却无反应,此时若改变按键时机即可操作。
提示
·
按游标立即放开时,只稍稍移动 1 点 ( 寸移动 )。
· 按着游标时,轨道则连续移动。
4.2.1.7 基板搬送状态的表示
在基板搬送画面,用表示色表示当前的状态。
·关于轨道皮带的表示颜色
绿色:向搬出方向移动
白色:停止
黄色:向搬入方向移动
注意 :

电子零件装着机 SI-G200Mk3 (CS)
4-23
操作篇
4. 手动操作
·关于各个钮的文字颜色
黑色:可以操作
灰色:不能操作
装在轨道上的基板用绿色表示。
固定板上的用多孔的灰色长方形表示。
·关于固定板、基准针、停止器、夹板的表示颜色
黄色:表示处于上升端
白色:表示处于下降端
·关于安装在轨道上的下述传感器开关状态的表示
红色
LED 标记是
明亮状态:开
灰暗状态:关
基板搬入传感器
利用设置在基板搬入轨道入口的光学式传感器,检测能从前装置搬送来的基板。
基板搬出传感器
利用设置在基板搬出轨道出口的光学式传感器,检测可在后装置搬送基板。
基板待机传感器
利用设置在基板搬入轨道出口的光学式传感器,检测可在装着轨道搬送基板。
基板确认传感器
利用设置在基板装着轨道的装着位置的光学式传感器,检测是否可能从搬入轨道到装着轨道搬送
基板,固定板可以上升。
基板有无传感器
利用设置在基板装着轨道的装着位置的光学式传感器,检测固定板可以上升,可以矫正装着基板。
基板确认通过传感器
利用设置在基板搬出轨道入口的光学式传感器,检测从装着轨道搬送来的基板。
基板搬入开始传感器
利用设置在基板装着输送带的装着位置的光学式传感器,
检出从搬入输送带搬送来的基板,开
始搬入在前装置待机的基板。
基板减速传感器
利用设置在基板搬出输送带中间的光学式传感器,检出从装着位置搬送来的基板,输送带速度开
始减速。