SI-G200MK3_操作说明.pdf - 第530页
保养篇 2. 维修检查 2-84 电子零件装着机 SI-G200Mk3 (CS) 14 . 在内部旋转轴上部安装弹簧押头。 ① 用手按压内部旋转轴上部的弹簧, 安装弹簧押头定位片。 ② 将弹簧押头的切槽部压入内部旋转 轴上部的突起处。 ③ 拆下弹簧押头定位片。 15 . 调整吸嘴相位和小齿轮的间隙。 关于调整的顺序,请参阅保养篇 /2 .维修检查 (高速吸嘴头) / 每 3 个月 / ( 5 )安装吸嘴 头的小齿轮的磨损检查 [ 吸嘴相…
保养篇
2. 维修检查
电子零件装着机 SI-G200Mk3 (CS)
2-83
④ 拆下轴承托架治具 (2 )和轴承托架
治具 (1 )。
11
. 安装机械阀。
(之后要调整吸嘴相位时,将本顺序放
在相位调整后实施可以节省时间)
①拧紧 2 根螺丝帽,安装机械阀。
拧紧扭矩:
40cN• m
② 两侧的机械阀也同样安装。
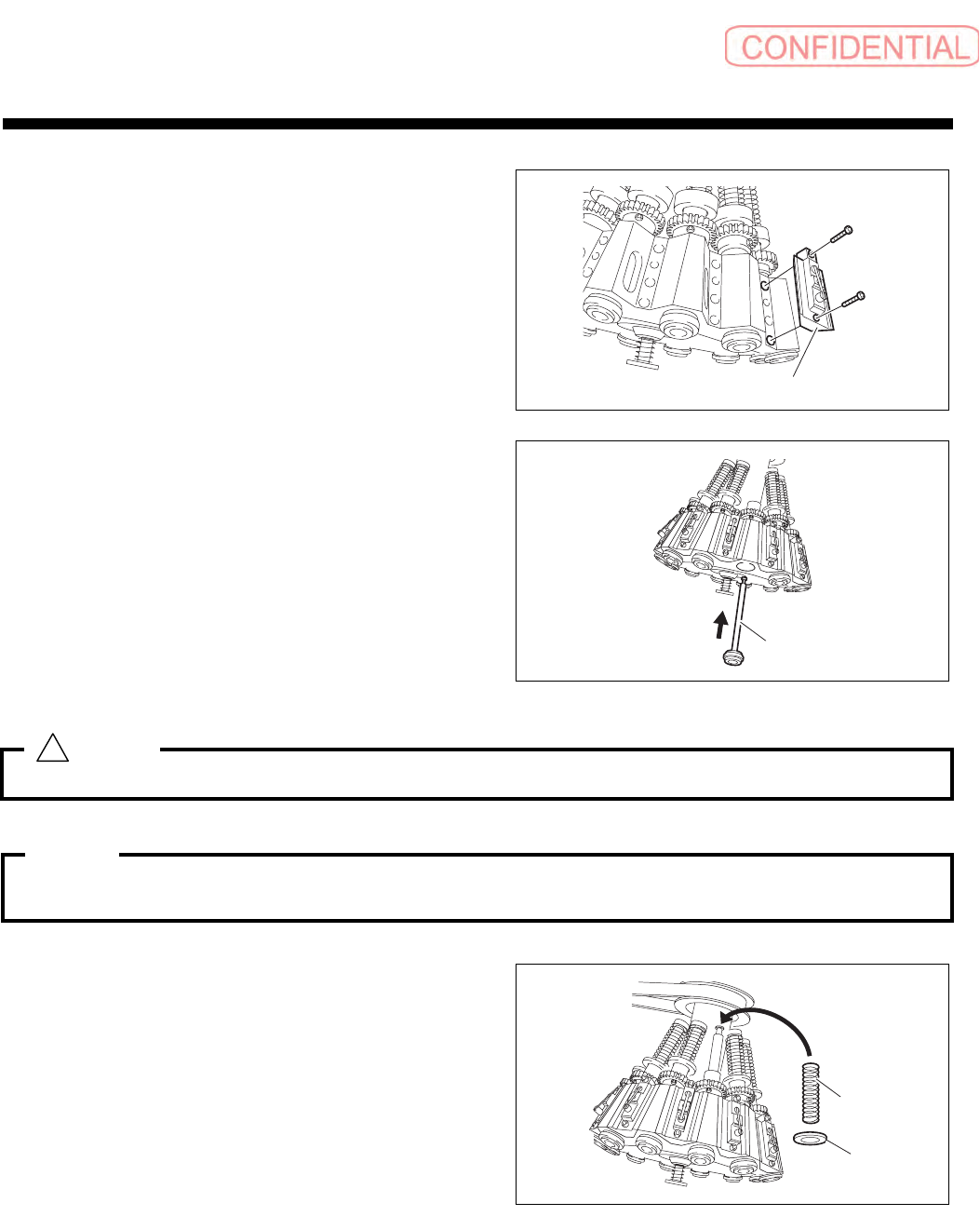
12
. 安装新内部旋转轴。
① 用清洁的压缩空气吹去内部旋转轴空
气通路孔及表面的污垢。
② 在内部旋转轴表面及槽部涂上一层薄
薄的 AFC 润滑油,至看不出 AFC
润滑油颜色,然后擦去多余的润滑
油。
③ 使内部旋转轴的激光打印刻印和锡球
衬套装置的激光打印刻印对准相同
方向,从吸嘴头下侧插入内部旋转
轴。
如果不将内部旋转轴对准锡球衬套托架的刻印的方向,则无法吸着。必须使刻印的朝向一致。
多余的润滑油会因离心力飞溅、粘附在基板及零件上会造成产品的品质不合格及吸着率降低,因
此多余的润滑油必须擦除。
13. 弹簧支架和内部旋转轴弹簧 (2 种各
1 根)从内部旋转轴上侧插入。
ᴎẄ䯔
ݙ䚼ᮟ䕀䕈
ݙ䚼ᮟ䕀
䕈ᔍㇻ
ᔍㇻᬃᶊ
警告 :
!
注意 :
保养篇
2. 维修检查
2-84
电子零件装着机
SI-G200Mk3 (CS)
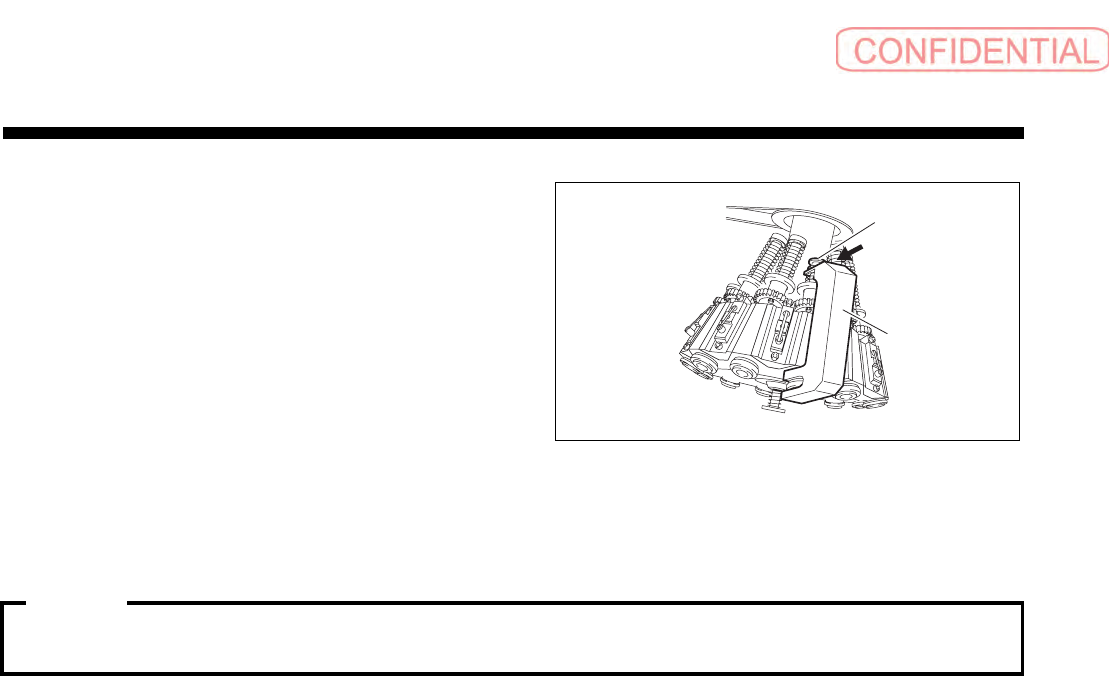
14. 在内部旋转轴上部安装弹簧押头。
① 用手按压内部旋转轴上部的弹簧,
安装弹簧押头定位片。
② 将弹簧押头的切槽部压入内部旋转
轴上部的突起处。
③ 拆下弹簧押头定位片。
15
. 调整吸嘴相位和小齿轮的间隙。
关于调整的顺序,请参阅保养篇 /2 .维修检查 (高速吸嘴头) / 每 3 个月 / ( 5 )安装吸嘴
头的小齿轮的磨损检查 [ 吸嘴相位调整 ]
16
. 用手指在小齿轮上涂上薄薄的多用润滑油 No.2,将小齿轮的侧面等处粘附的多余润滑油擦去。
小齿轮高速旋转。多余的润滑油会因旋转时产生的离心力飞溅、粘附在基板及零件上会造成产品
的品质不合格及吸着率降低,因此多余的润滑油必须擦除。
17. 用手慢慢转动 RN 轴、在改变小齿轮和大齿轮的啮合的同时用手上下移动内部旋转轴、确认
没有卡住能顺畅的动作。
18
. 旋转吸嘴、同时慢慢的向上推并安装。
ᔍㇻᢐ༈
ᔍㇻᢐ༈
ᅮԡ⠛
注意 :
保养篇
2. 维修检查
电子零件装着机 SI-G200Mk3 (CS)
2-85
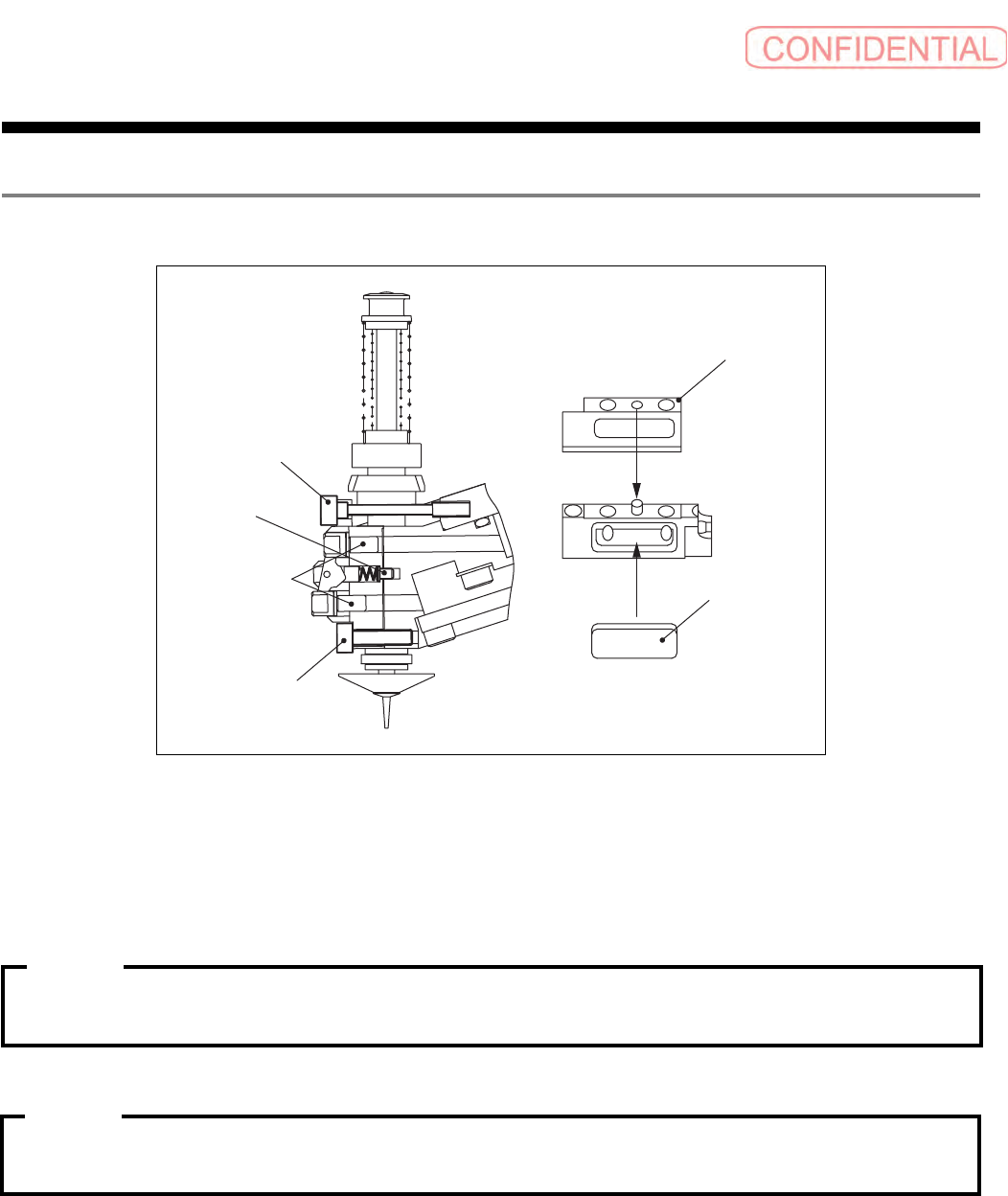
2.8 运作不良时
(1) 机械阀交换
[ 作业顺序 ]
1.
旋松机械阀的安装螺丝 (上下共 2 个) , 从吸嘴头上卸下机械阀。
2. 在机械阀上安装上过滤器、衬垫。
3. 重合机械阀定位针和吸嘴头定位孔,将机械阀安装到吸嘴头上。
4. 机械阀由 2 颗安装螺丝一点点地临时交替固定 , 按照从下到上的顺序以扭矩 40cN· m 拧紧
安装。
·机械阀交换时,请使真空泵电源为
OFF
。
·作业结束后,请确认真空泵电源为
ON
。
机械阀的安装螺丝请按照 “作业顺序
4.
”拧紧。
顺序和扭矩不对会发生故障。
衬垫
过滤器
安装螺丝
( 上 )
定位针
气缸部
安装螺丝
( 下 )
注意 :
小心 :