SI-G200MK3_操作说明.pdf - 第73页
操作篇 3. 自动生产 电子零件装着机 SI-G20 0Mk3 (CS) 3-1 3. 自动生产 在主菜单中选择 自動生 產 ( 自动生产 ) ,打开自动生产窗口。 在自动生产中,提及了 SI-G200Mk3 的电源投入顺序、生产准备、动 作设定、自动生产的开始和结 束,生产机种的切换,零件供给状 况的显示和补料,吸嘴头状 况的显示画面,生产管理信息的 显示, 警报发生和重设顺序。用 自動生產 ( 自动生产 ) 菜单可以执行以下操作。 …
操作篇
2. 操作画面构成
2-10
电子零件装着机
SI-G200Mk3 (CS)
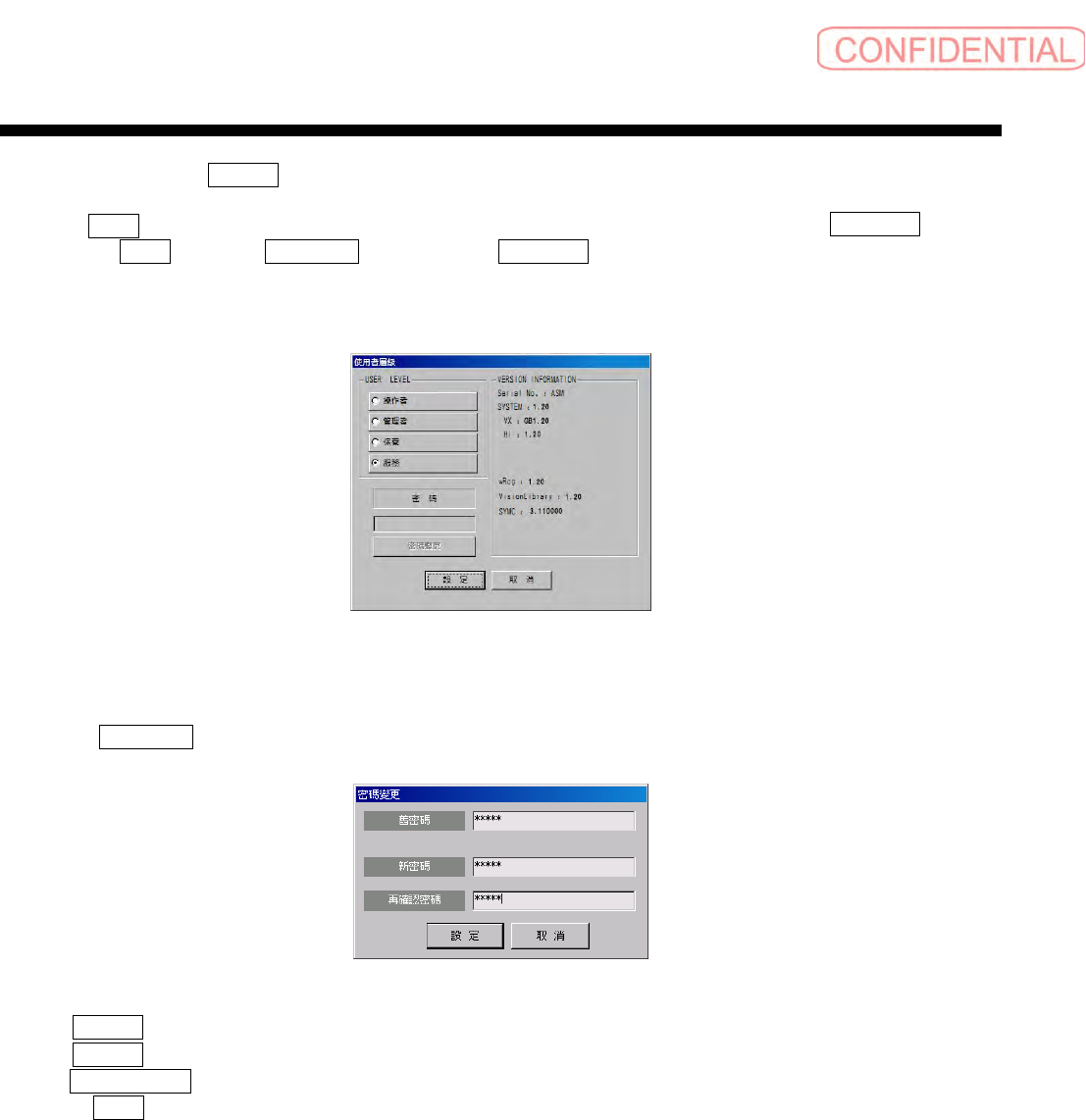
点击管理者选配 管理者 ( 管理者 ) 钮。进入文本框可输入状态。
输入密码。
点击
設定 ( 设定 ) 钮。输入的密码正确的话,对话框消失,接着,在画面右侧出现 自動生產 ( 自动
生产
)、 履歷 ( 日志 )、 手動操作 ( 手动操作 )、 資料編輯 ( 数据编辑 ) 各个钮。
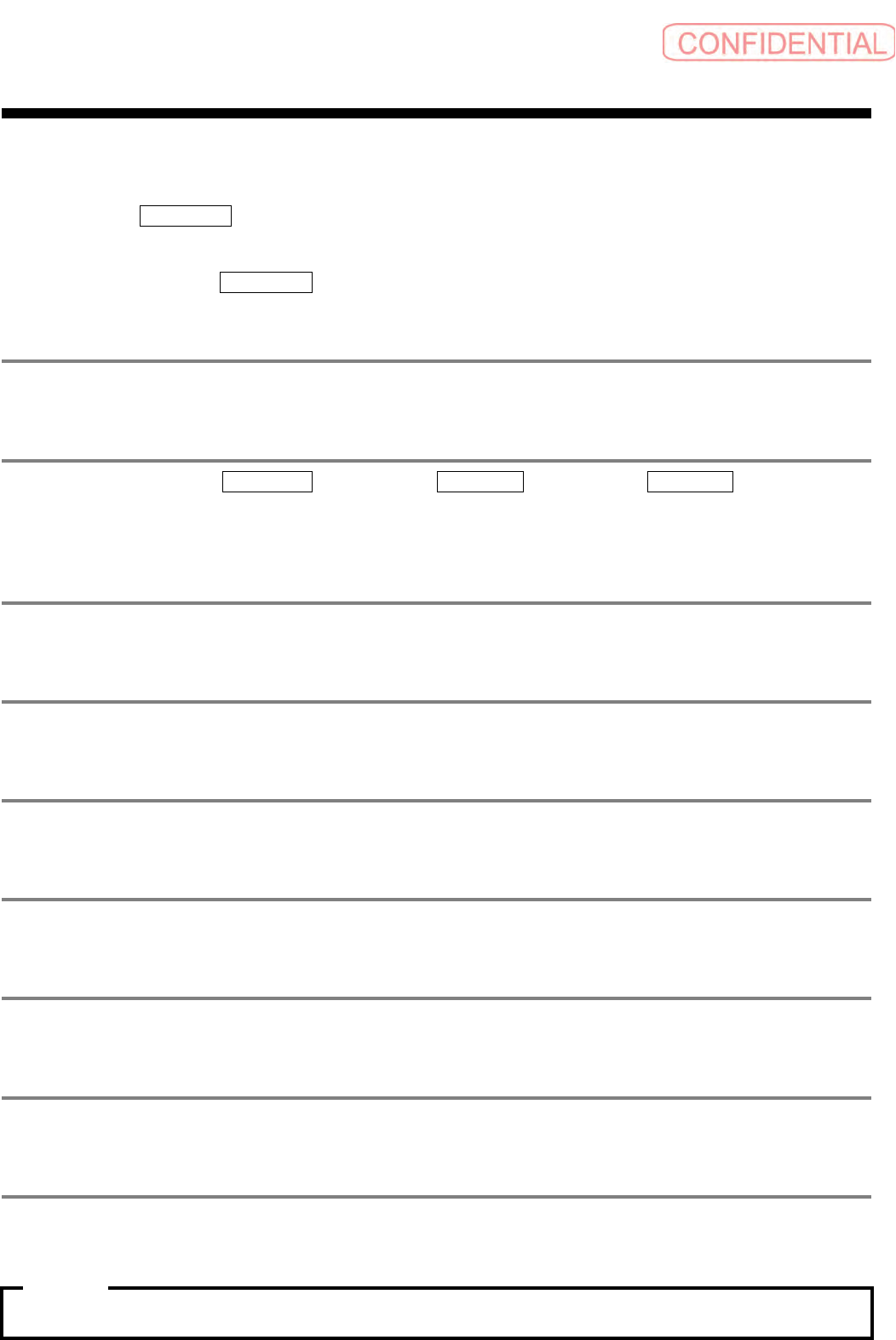
(2) 变更密码方法
点击
密碼變更 ( 密码变更 ) 钮。出现以下的对话框。
在
舊密碼 ( 旧密码 ) 文本框中,从键盘输入原始密码。
在
新密碼 ( 新密码 ) 文本框中,从键盘输入新密码。
在 再確認密碼 ( 再确认密码 ) 文本框中,从键盘再次输入新密码。
点击
設定 ( 设定 ) 。原始密码一致,新的密码输入被确认之后 , 新密码生效。
图
2.4-3
使用者層級 (使用者层级)对话框
图
2.4-4
密碼變更 密码变更 对话框
操作篇
3. 自动生产
电子零件装着机 SI-G200Mk3 (CS)
3-1
3. 自动生产
在主菜单中选择 自動生產 ( 自动生产 ) ,打开自动生产窗口。
在自动生产中,提及了
SI-G200Mk3 的电源投入顺序、生产准备、动作设定、自动生产的开始和结
束,生产机种的切换,零件供给状况的显示和补料,吸嘴头状况的显示画面,生产管理信息的显示,
警报发生和重设顺序。用
自動生產 ( 自动生产 ) 菜单可以执行以下操作。
3.1 生产准备
执行电源开启,机种文件确认,零件供料器确认,吸嘴确认,回复原点,进行自动生产的准备。
3.2 动作设定 / 动作设定 ( 装置 )
可以直接选择自动生产 ( 動作模式 ( 动作模式 )- 裝著生產 ( 装着生产 )- 正常運轉 ( 正常运转 )),
但是,在这个动作设定时,准备可以确认每一个自动生产中动作的仿真菜单。使用这个菜单在自动
生产开始前,请确认吸嘴和相机的动作。
3.3 自动生产
进行自动生产开始和结束的操作。
3.4 机种切换
进行印刷基板的生产切换。
3.5 零件供给状况
显示自动运转中零件供给部的详细状况。必要时,执行零件的补给和交换。
3.6 吸嘴状况的表示
显示每个头的吸嘴状况,吸嘴的优良等情况。
3.7 生产管理信息
显示结束基板的片数,吸着数,吸着率,零件缺料停止次数等实际机器的运转状况。
3.8 警报
错误发生时,显示警报讯号。警报显示后,清除错误原因,进行重设。
3.9 动作日志
生产过程中 , 在机器上可阅览发生的动作日志。
使用智能供料器时,请参照 《
S I - G
系列专用
智能供料器
G I C
系列操作说明书》。
注意 :

操作篇
3. 自动生产
3-2
电子零件装着机
SI-G200Mk3 (CS)
3.1 生产准备
进入自动生产,需要以下准备。
3.1.1 装置的起动
接入电源,起动装置。
3.1.2 机种文件的确认
确认生产机种文件,若未设定,则下载。
3.1.3 供料器的确认
确认生产中必要零件供料器,若未设定,则在装置上装着。
3.1.4 吸嘴的确认
确认生产中与必要零件相对应的吸嘴,若未设定,则装着。
3.1.5 回复原点
使装置的全轴回复原点。
以上准备完毕之后,尽量使自动生产可以开始。