SI-G200MK3_操作说明.pdf - 第333页
零件认识数据制作篇 1 . 操作 电子零件装着机 SI-G20 0Mk3 (CS) 1-11 1.2.4.2 供给形式名 称是 STICK 时 图 1.2.4-2 供给信息输入 画面 STICK 供料器寬度右邊 ( 供料器宽度右边 ) 、 供料器寬度左邊 ( 供料器宽度左边 ) :管装供料器的宽度的 右 边、左边。 1.2.4.3 供给形式名 称是 TRAY 时 图 1.2.4-3 供给信息输入 画面 TRAY 原點 X ( 原点 X)…
零件认识数据制作篇
1. 操作
1-10
电子零件装着机
SI-G200Mk3 (CS)
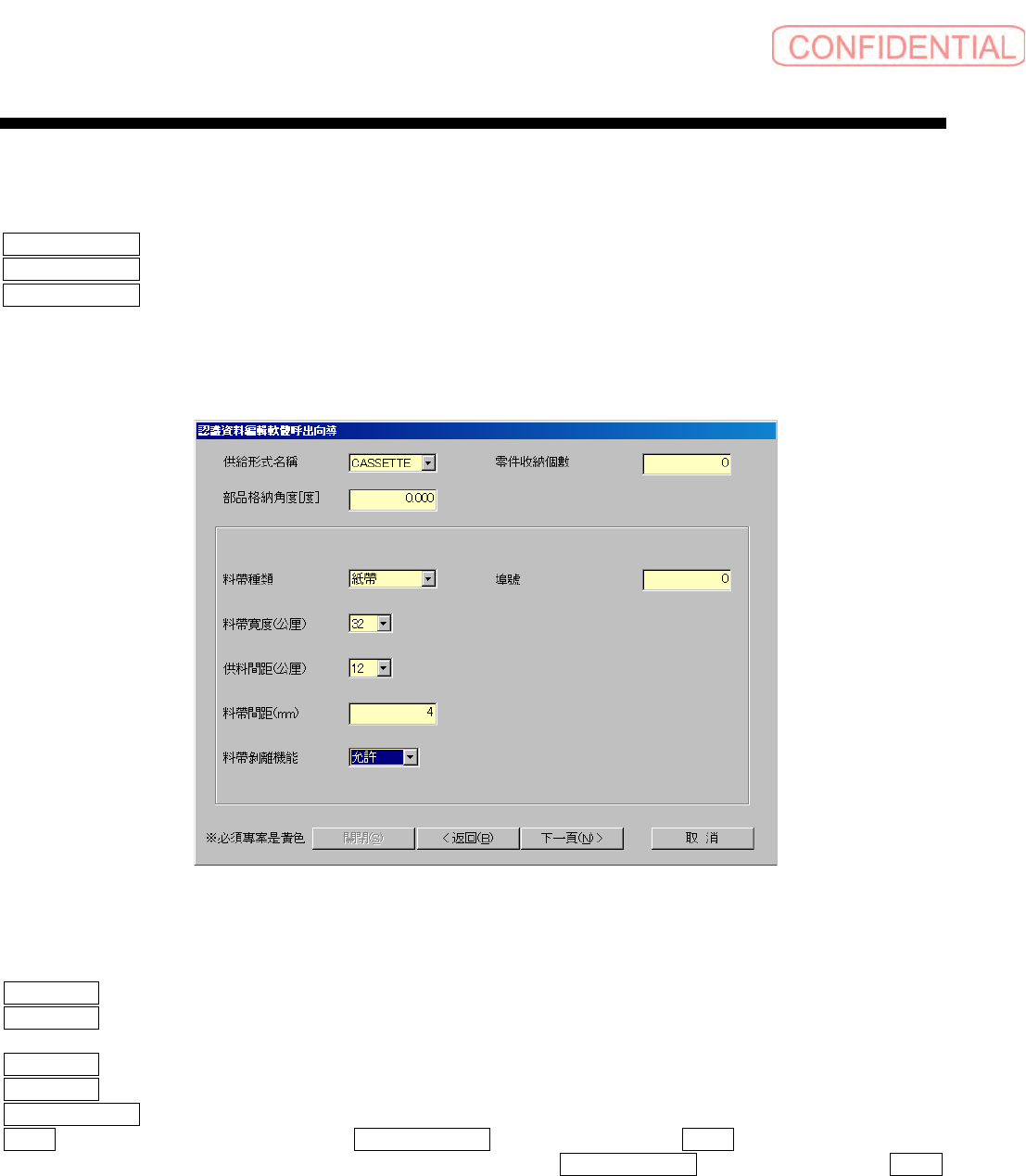
1.2.4 供给信息输入画面
在成为必须项目的黄色区域内输入值。
供給形式名稱 ( 供给形式名称 ) :在 CASSETTE、 STICK、 TRAY 中选择。
零件收納個數 ( 零件存储个数 ) :大于 1 。
部品格納角度 ( 零件存储角度 ) :在 0 ~ 360 之间。
1.2.4.1 供给形式名称是 CASSETTE 时
图
1.2.4-1
供给信息输入
画面
CASSETTE
料帶種類 ( 料带种类 ) :从纸、塑料带中选择。
料帶寬度 ( 料带宽度 ) :从 8 、 32 中选择。已选择塑料带时,从 8 、 12、 16、 24、 32 中
选择。
供料間距 ( 供料间距 ) :从 1 、 2 、 4 、 8 中选择。
料帶間距 ( 料带间距 ) :在 1 ~ 999 之间,是供料器宽度倍数的数。
料帶剝離機能 ( 料带剥离功能 ) :料带宽度是 32 的时候,可以选择。
埠號 ( 端口号 ) :有 料帶剝離機能 ( 料带剥离功能 ) - 允許 ( 允许 ) 的时候使用简
易供料器界面时是
9 ,有 料帶剝離機能 ( 料带剥离功能 ) - 允許
(
允许 ) 的时候不使用简易供料器界面,使用供料器界面的时候是
1 ~ 8。
零件认识数据制作篇
1. 操作
电子零件装着机 SI-G200Mk3 (CS)
1-11
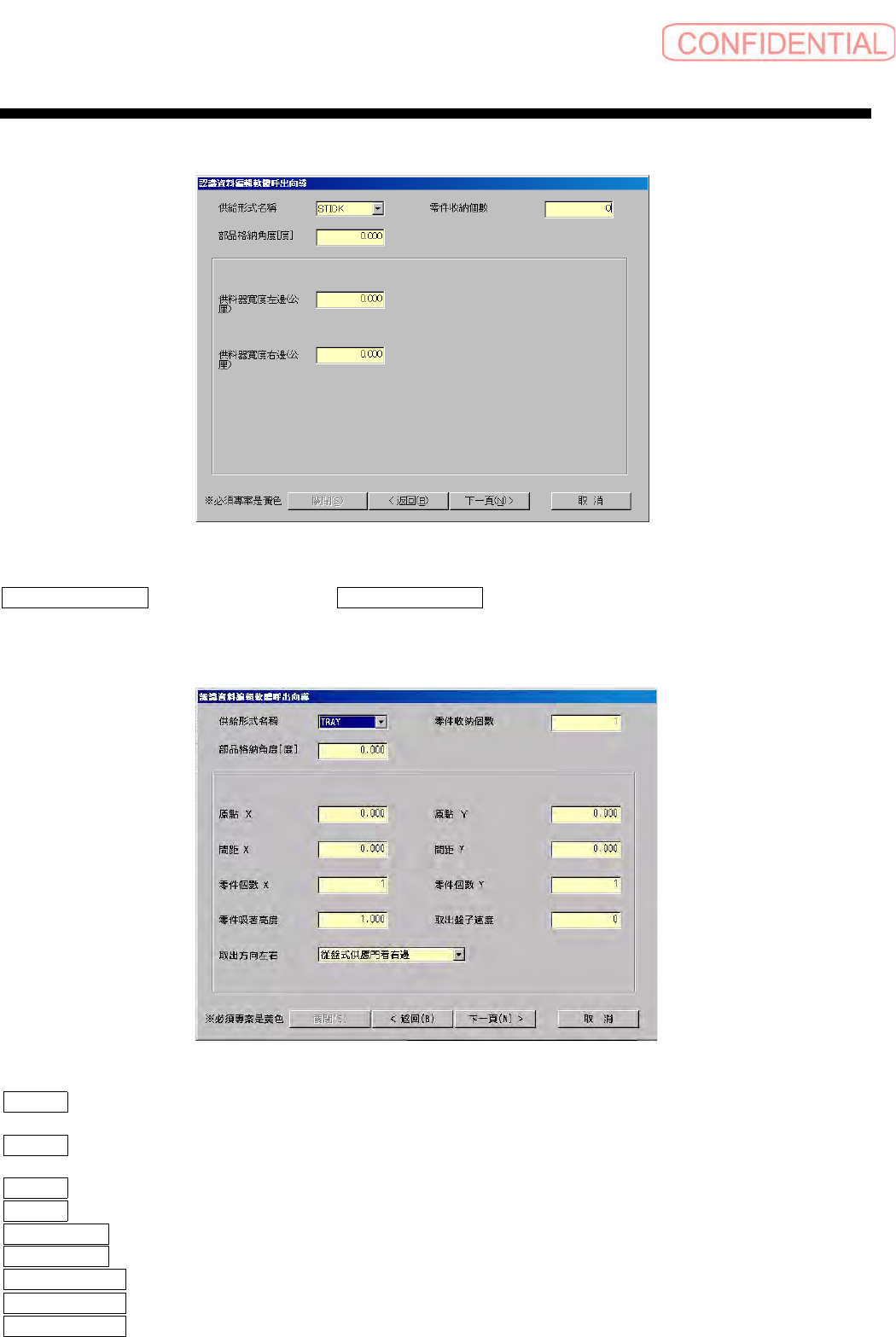
1.2.4.2 供给形式名称是 STICK 时
图
1.2.4-2
供给信息输入
画面
STICK
供料器寬度右邊 ( 供料器宽度右边 ) 、 供料器寬度左邊 ( 供料器宽度左边 ) :管装供料器的宽度的右
边、左边。
1.2.4.3 供给形式名称是 TRAY 时
图
1.2.4-3
供给信息输入
画面
TRAY
原點 X ( 原点 X) :盘式零件的 X 方向的前头供给位置。从盘子的供给门看,以左侧
里面为原点,设定从原点开始的距离。
原點 Y ( 原点 Y) :盘式零件的 Y 方向的前头供给位置。从盘子的供给门看,以左侧
里面为原点,设定从原点开始的距离。
間距 X ( 间距 X) :盘式零件的 X 方向的供给间隔。
間距 Y ( 间距 Y) :盘式零件的 Y 方向的供给间隔。
零件個數 X ( 零件个数 X) :盘式零件的 X 方向的零件个数。
零件個數 Y ( 零件个数 Y) :盘式零件的 Y 方向的零件个数。
零件吸著高度 ( 零件吸着高度 ) :将零件吸着的高度。
取出盤子速度 ( 取出盘子速度 ) :取出盘子的速度。在 1 ~ 99 之间。
取出方向左右 ( 取出方向左 ) :选择从操作侧看右前方或者从操作侧看左前方。
零件认识数据制作篇
1. 操作
1-12
电子零件装着机
SI-G200Mk3 (CS)
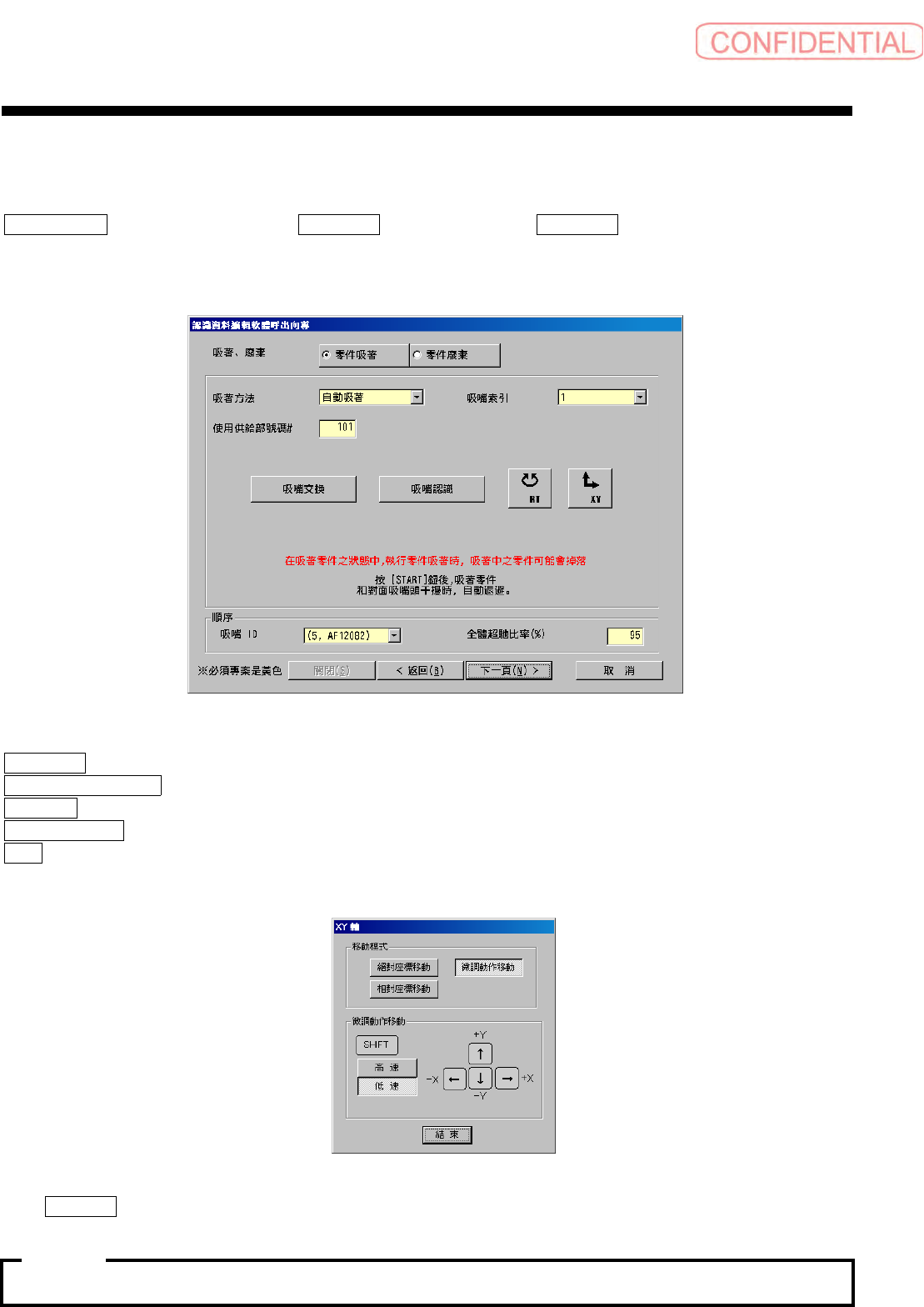
1.2.5 吸着·废弃操作画面
在成为必须项目的黄色区域内输入值。
吸著· 廢棄 ( 吸着·废弃 ) :选择 零件吸著 ( 零件吸着 ) 或者 零件廢棄 ( 零件废弃 ) 。
1.2.5.1 零件吸着·供料器吸着的情况
图
1.2.5.1-1
零件吸著‧供料器吸著
(
零件吸着·供料器吸着
)
画面
吸嘴索引 ( 吸嘴索引 ) :指定进行吸着的吸嘴。
使用供給部號碼 # ( 使用供给部号码 #):指定吸着的零件的供给部号码。
吸嘴 ID ( 吸嘴 ID) :指定用于零件吸着的吸嘴 ID。
全體超馳比率 ( 全体超驰比率 ) :对指定的超驰比率在实际运行时进行指定。
XY :进行吸嘴头的移动。
图
1.2.5.1-2
XY
軸
(XY
轴
)
移动对话框
按下 START 钮,从指示的供给部吸着零件。
若没有与在零件边长
1、 2
及零件厚度上被指定的零件尺寸相吻合的吸嘴,无法进行自动吸着。
注意 :