SI-G200MK3_操作说明.pdf - 第208页
操作篇 5. 资料编集 5-6 电子零件装着机 SI-G200Mk3 (CS) 点击 下一頁 ( 下一页 ) 钮, 出现如下画面。 按操作面板的 ST AR T 钮,将零件移动到相机位置后,点击 認識開始 ( 认识开始 ) 钮,激 活认 识资料编辑软件进而按照向导 开始处理。 图 5.1.1 -4 認識資料編輯軟體呼出向導 ( 认识资料编辑软件调出 向导 ) 请参照认识资料编辑软件 其它方法处理的说明书。 图 5.1.1-5 认识资料编…
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-5
在这里,黄色为必须项目 (其它视情况而填),点击
下一頁 ( 下一页 ) 钮输入必要项目。
零件码上需要输入英文大写字母
(A~Z)
,数字
(0~9)
,记号 (
-
、空格、
$
、
/
、
+
、
%
、句
号)。零件码在机种切换时检查条形码时交换零件要用到,需要条形码的型号
CODE39
上可
输出的文字并是固有码。
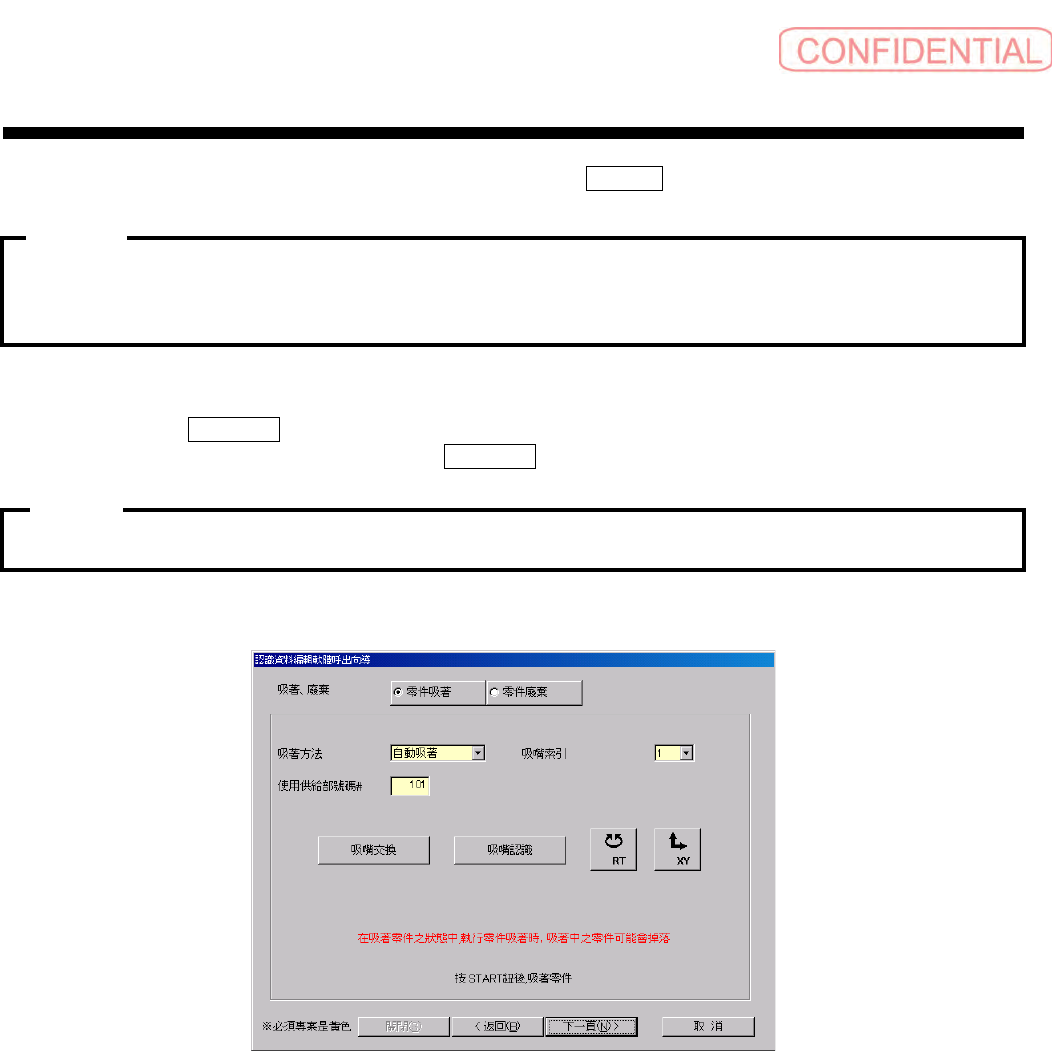
出现如下的画面选择吸着方法。
手动吸着时按
START 钮,移动吸嘴后,用手使零件吸着。
选择自动吸着时,输入供给部号码,按
START 钮,自动吸着。
选择自动吸着时,只有在输入零件边长时才可以。
图
5.1.1-3
認識資料編輯軟體呼出向導
(
认识资料编辑软件调出向导
)
注意 :
注意 :
操作篇
5. 资料编集
5-6
电子零件装着机
SI-G200Mk3 (CS)
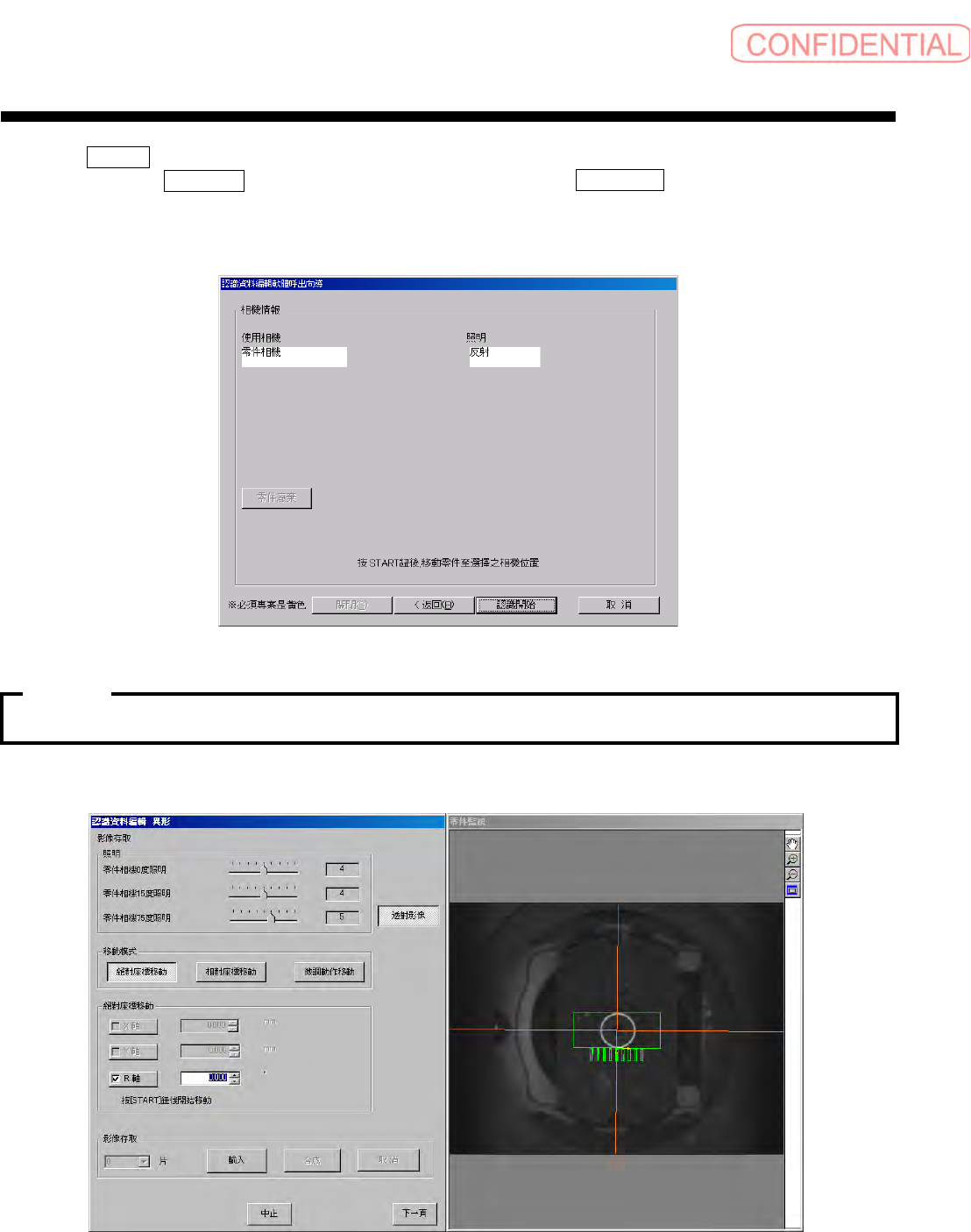
点击 下一頁 ( 下一页 ) 钮,出现如下画面。
按操作面板的
START 钮,将零件移动到相机位置后,点击 認識開始 ( 认识开始 ) 钮,激活认
识资料编辑软件进而按照向导开始处理。
图
5.1.1-4
認識資料編輯軟體呼出向導
(
认识资料编辑软件调出向导
)
请参照认识资料编辑软件其它方法处理的说明书。
图
5.1.1-5
认识资料编辑软件
注意 :
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-7
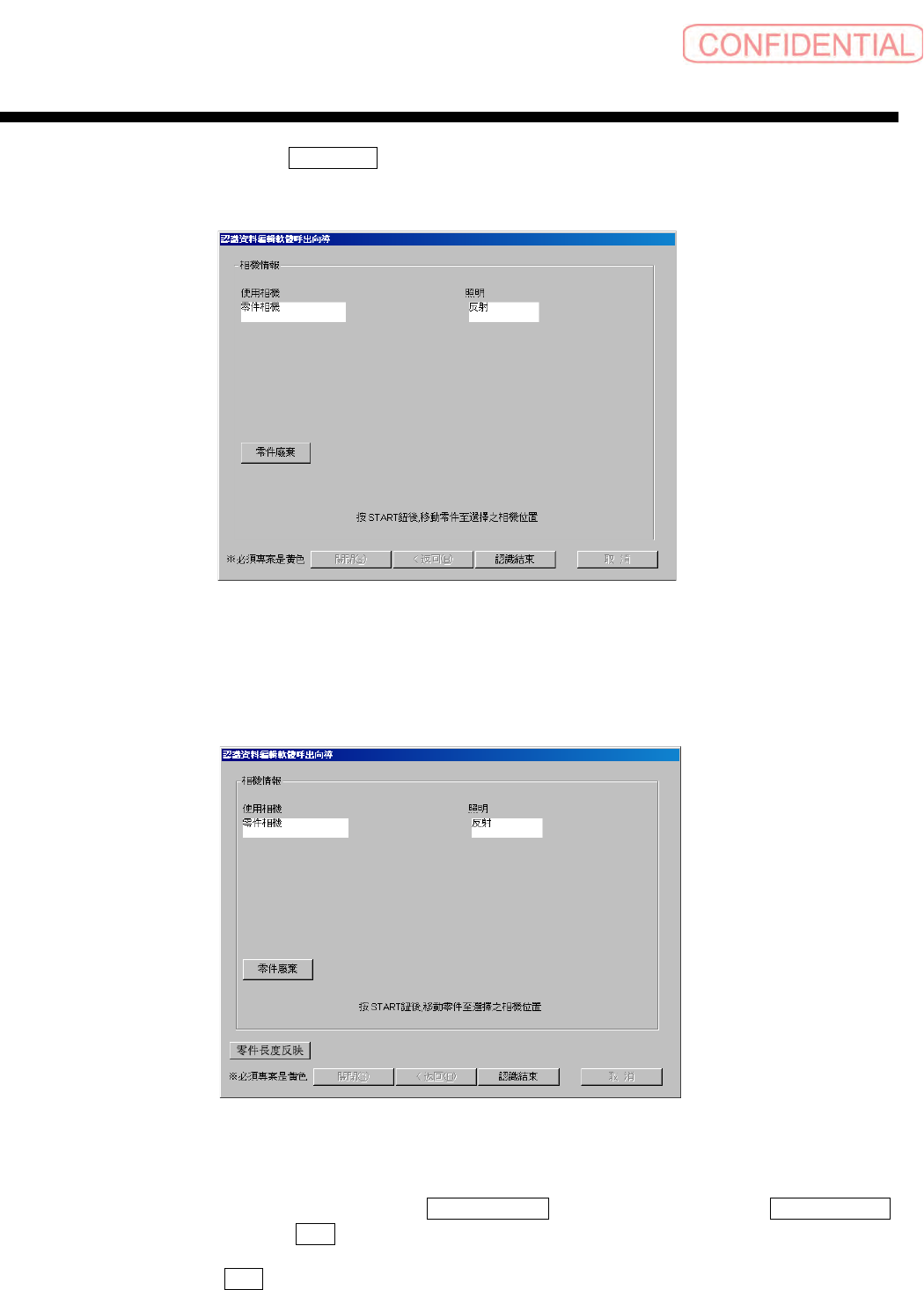
编辑后返回如下画面,点击
認識結束 ( 认识结束 ) 钮。
图
5.1.1-6
認識資料編輯軟體呼出向導
(
认识资料编辑软件调出向导
)
希望进行零件长度的反映时,请在零件长度反映的的设定后点击认识结束钮。
图
5.1.1-7
認識資料編輯軟體呼出向導
(
认识资料编辑软件调出向导
)
在编辑中变更 “零件长度”时,会显示零件长度反映钮。
将 “零件长度”向零件管理表反映时,请按
零件長度反映 ( 零件长度反映 ) 钮,在 零件長度反映
( 零件长度反映 ) 对话框点击 设定 ( 设定 ) 钮。由于零件长度的变更而对动作资料产生影响,高速
吸嘴头为 “顺序高速”,多功能嘴头为 “多功能机”钮将在各个列表中显示。所以希望反映的项
目请加上确认并点击
设定 ( 设定 ) 。 ( 可进行数值变更 )