SI-G200MK3_操作说明.pdf - 第276页
操作篇 5. 资料编集 5-74 电子零件装着机 SI-G200Mk3 (CS) [ 画面说明 ] 不良標記形式 ( 不良标记形式 ) : 指定使用不良标记的形式。 認識顏色 ( 认 识颜色 ) : 指定 □ 为不良标记的 颜色,比白色基板颜色亮时。 指定 ■ 为不良标记的 颜色,比黑色基板颜色暗时。 臨界值 ( 临界值 ) : 以 0~255 阶的影 像,判别 2 值化 ( 白 / 黑 ) 的界限值。 照明層數 ( 照 明层数 ) :…
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-73
在装置位置上无基板时,请点击
基板搬入 / 搬出 ( 基板搬入·搬出 ) 的 搬入 ( 搬入 ) 钮。将基
板设定在零件装着位置。
点击
基板相機照明 ( 基板相机照明 ) 的 開啟 ( 开启 ) 钮 , 使基板相机照明亮灯。
按操作面板的
START 钮,吸嘴头移动至不良标记位置。
点击
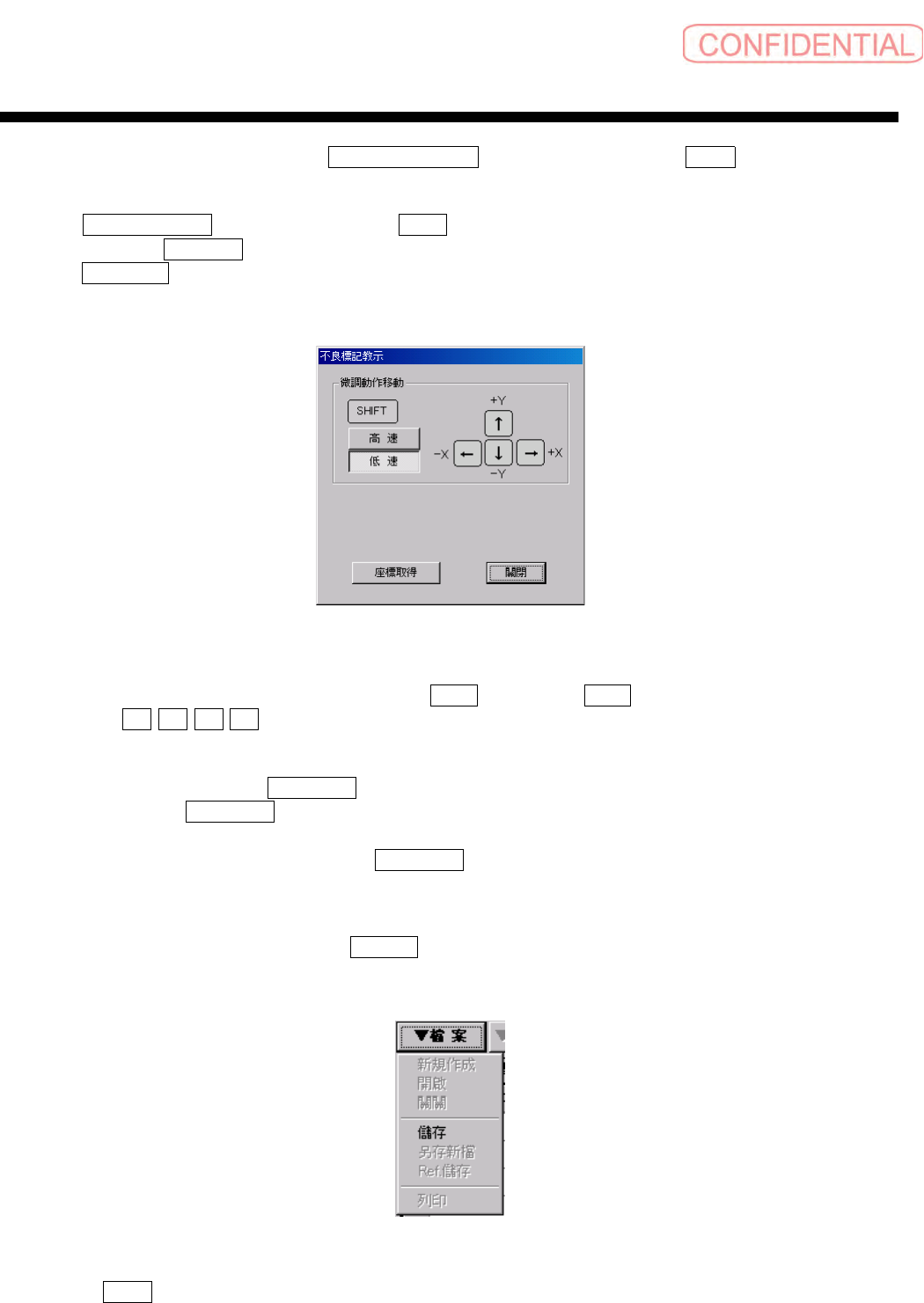
XY 移動 (XY 移动 ) 钮,会出现以下的对话框。
图
5.4.4-3
微調動作移動
(
微调动作移动
)
对话框
由现在位置选取移动速度时,点击对话框的 高速 ( 高速 ) 或 低速 ( 低速 ) 钮。
用键盘的
→ ← ↑ ↓ 将基板相机置于黑白屏幕的十字交差点配合定位标记的中心。
如同时按
X 方向、 Y 方向的光标键,则 XY 轴将向倾斜方向移动。
按一次则移动设定的移动量后停止,连续按游标时,则连续移动。
到达所定的位置后,点击
座標取得 ( 坐标取得 ) 钮,会出现指定教示结果的行。坐标位置的教
示完毕后,点击
執行認識 ( 执行认识 ) 钮,确认可否认识不良标记。认识成功时,于主画面左
下角会出现 “不良标记认识成功”的信息。认识失败时,同样的会出现 “不良标记认识失败”
的
信息,调整基板相机照明等后,请再次点击
執行認識 ( 执行认识 ) 钮执行认识确认。
此后,教示基板上所有的区域,以不良标记顺序教示。
储存制作的不良标记资料时,点击
▼檔案 ( ▼文件 ) ,会出现下拉菜单。
图
5.4.4-4
檔案
(
文件
)
画菜单
请点击 儲存 ( 储存 ) 钮,存储新制作的基板数据文件。
操作篇
5. 资料编集
5-74
电子零件装着机
SI-G200Mk3 (CS)
[
画面说明 ]
不良標記形式 ( 不良标记形式 ) :
指定使用不良标记的形式。
認識顏色 ( 认识颜色 ) :
指定
□ 为不良标记的颜色,比白色基板颜色亮时。
指定
■ 为不良标记的颜色,比黑色基板颜色暗时。
臨界值 ( 临界值 ) :
以
0~255 阶的影像,判别 2 值化 ( 白 / 黑 ) 的界限值。
照明層數 ( 照明层数 ) :
认识不良标记时的输入照明层数
(1~8)。
不良標記 ( 不良标记 ) :
指定不良标记的尺寸或窗口尺寸。
標記形式 ID ( 标记形式 ID) :
以
ID 指定使用的不良标记形式。
X (mm) Y (mm) :
基板上印着不良标记的中心位置,输入由基板的基准点位置起的距离。输入单位为
mm,可输入
至小数点后第
3 位。 X 轴及 Y 轴方向的定义与 基板情報 ( 基板信息 ) ( 参照 5.4.1) 相同。
△ X (mm) △ Y (mm) :
由不良标记的中心位置起的偏差量
( 补正值 ) 。可稍微调整位置。X 、 Y 坐标的定义与 基板情報
(
基板信息 ) (5.4.1 参照 ) 相同。输入单位为 mm。
視窗尺寸 X ( 视窗尺寸 X) 視窗尺寸 Y ( 视窗尺寸 Y) :
输入用相机认识的不良标记的范围尺寸。但,太大时无法认识。 X 、 Y 坐标的定义与 基板情報
(
基板信息 ) ( 参照 5.4.1) 相同。输入单位为 mm。
定位標記 ID ( 定位标记 ID) :
输入为了补正不良标记位置的定位标记
ID。 ( 参照 5.4.2)
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-75
5.4.5 装着资料的编辑
在基板上装着零件时,制作每个零件的具体供给部位置、使用吸嘴的号码、吸着、装着的动作顺序、
装着位置及角度等编辑。
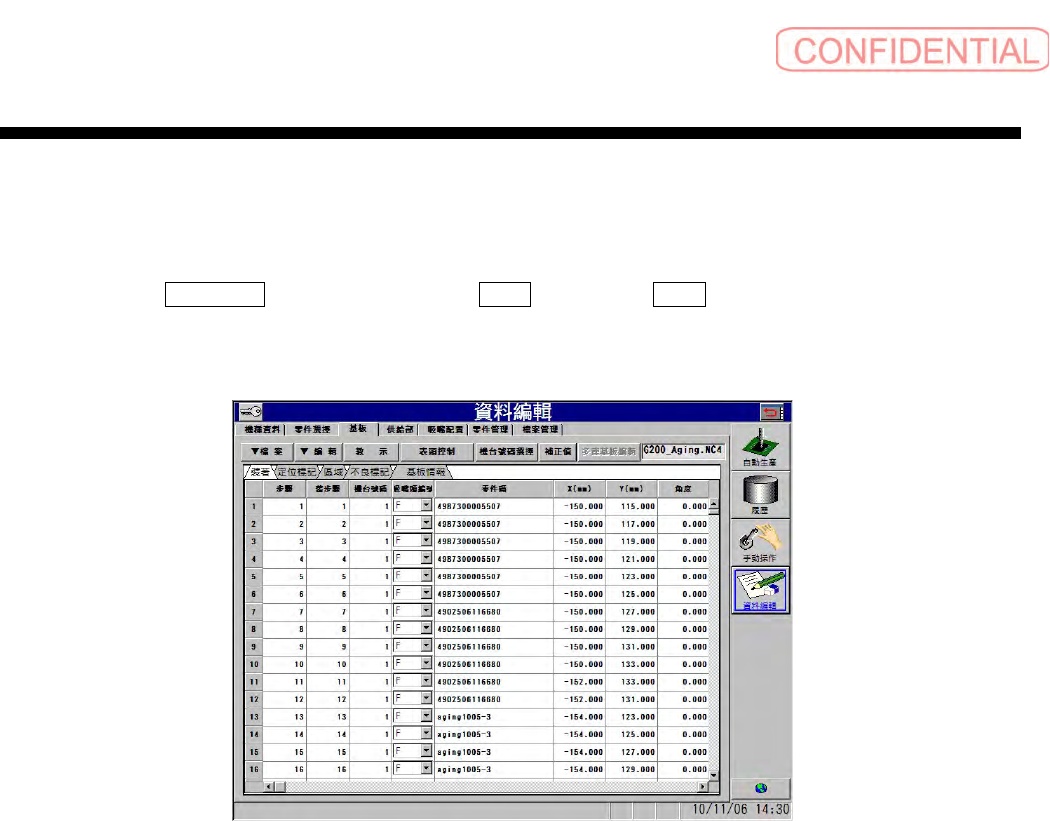
依顺序点击
資料編輯 ( 资料编辑 ) 菜单→ 基板 ( 基板 ) → 裝著 ( 装着 ) 时,会出现以下的画
面,在此画面下编辑装着资料。
图
5.4.5-1
資料編輯—基板
(
资料编辑-基板
)
画面
以下为资料的输入方法。
步驟 (步骤) :将一个零件置放于基板上,包含装着位置及装着动作的步骤号码。
请输入各步骤的资料于指定号码行中。
舊步驟 (旧步骤) :在
DAS 下执行资料排序前的步骤号码,无须输入。
機台號碼 (机台号码) :使用机台号码。
按机台选择钮,可切换每个机台的资料。
吸嘴頭編號 (吸嘴头编号) : 指 定 装 着 的 吸 嘴 头 。
(零件码) : 所使用零件的零件码。
点击零件码选择后,按 Enter 键时,会出现零件选择对话框,由装着零件
明细表选择后输入。
X(mm) :装着零件的基板上的 X 坐标位置,由键盘输入。
Y(mm) :装着零件的基板上的 Y 坐标位置,由键盘输入。
角度 (角度) :装着零件时的零件回转角度,由键盘输入。
供給位置 (供给位置) :装着零件的供料器
• 盘式的位置号码。由键盘无法输入。
△
X(mm) :装着零件的基板上 X 坐标位置,微调用的补正距离。
使用教示操作输入。
△
Y(mm) :装着零件的基板上 Y 坐标位置,微调用的补正距离。
使用教示操作输入。
△角度 (△角度) :装着零件时的位置,微调用补正旋转角度。
使用教示操作输入。
高度補正 (高度补正) :装着零件的高度,调整用的距离。
根据需要由键盘输入。
定位標記 (定位标记) :可使用在各步骤定位标记的
ID。
因应必要的单独步骤,由键盘输入。