SI-G200MK3_操作说明.pdf - 第266页
操作篇 5. 资料编集 5-64 电子零件装着机 SI-G200Mk3 (CS) X(mm) Y(mm) 输入由基板上的基准点位置至 定位標記 ( 定位标记 ) 的中心 ( △为尺寸的中心 ) 位置的距离。 此位置为定位标记以相机做为 认识的范围的中心位置。输 入单位为 mm ,可输入至小数点第 3 位。 X 轴及 Y 轴的定义为与 基板情報 ( 基板信息 ) (6.4.1 参照 ) 相同。 △ X(mm) △ Y (mm) 将定位标记…
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-63
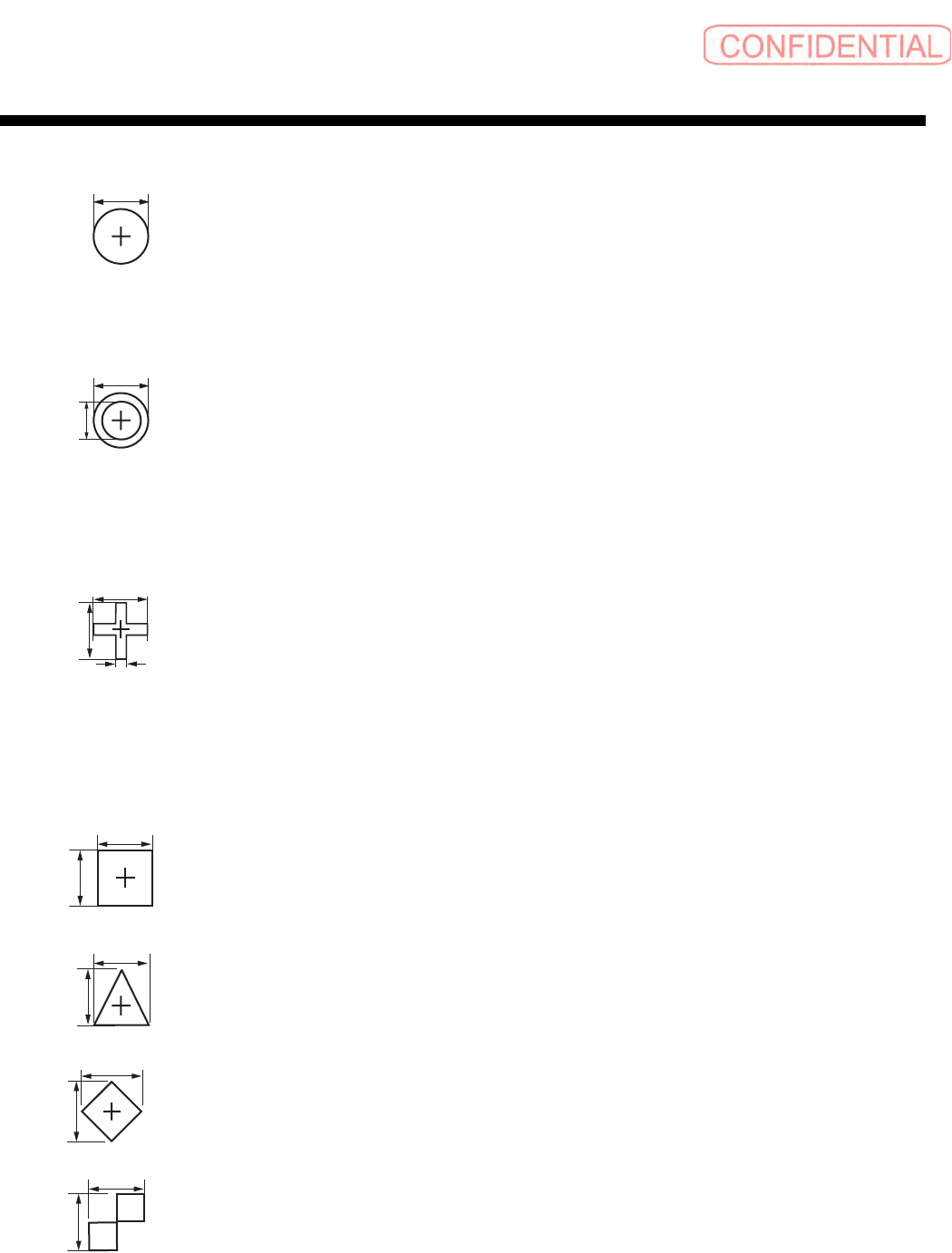
选择圆形 (白、黑)的场合
直径:输入圆的直径。
选择圆形 (二重)形状的场合
外侧直径:输入外侧圆的直径。
内侧直径:输入内侧圆的直径。
选择十字形形状的场合
宽度:
输入宽度。
高度:输入高度。
厚度:输入厚度。
选择圆形、十字形以外形状的场合
宽度:
输入宽度。
高度:输入高度。
直径
外侧
内侧
宽度
高度
厚度
宽度
高度
宽度
高度
宽度
高度
宽度
高度
操作篇
5. 资料编集
5-64
电子零件装着机
SI-G200Mk3 (CS)
X(mm) Y(mm)
输入由基板上的基准点位置至 定位標記 ( 定位标记 ) 的中心 ( △为尺寸的中心 ) 位置的距离。
此位置为定位标记以相机做为认识的范围的中心位置。输入单位为
mm,可输入至小数点第 3
位。 X 轴及 Y 轴的定义为与 基板情報 ( 基板信息 ) (6.4.1 参照 ) 相同。
△ X(mm) △ Y (mm)
将定位标记以相机认识时,输入认识范围的中心位置的偏差量 ( 补正值 ) ,认识位置可有效微
调。输入单位及
X 、 Y 坐标的定义与 X(mm) 、 Y(mm) 相同。
視窗尺寸 X ( 视窗尺寸 X) 視窗尺寸 Y ( 视窗尺寸 Y)
将定位标记以相机输入认识的范围尺寸。输入单位及 X 、Y 坐标的定义与 Xmm 、 Ymm 相同。
標記形式 ID ( 标记形式 ID)
在 定位標記形式 ( 定位标记形式 ) 中输入标记形式的 ID。
定位標記 ( 定位标记 )
将输入的 点 ID ( 点 ID) 以第 1 点、第 2 点、或指定 2 个为一组输入的定位标记。
第一點 -ID ( 第一点 -ID) 第二點 -ID ( 第二点 -ID)
以一组作为定位标记号码。在此组将使用的 定位標記 ( 定位标记 ) 组的第 1 点及第 2 点以定位
标记点的号码指定。相同号码
( 定位标记 ) 跨越别组时,实时使用也无抵触。
區域 ID ( 区域 ID)
在取得连片基板定位标记相关的区域号码。
通过位置固定对不良标记的定位标记
ID 进行区域展开时,输入 -1。不过,作为制约, -1 的设
定将作为一个,以不良标记使用的专用定位标记
ID。 ( 装着时不能使用 )
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-65
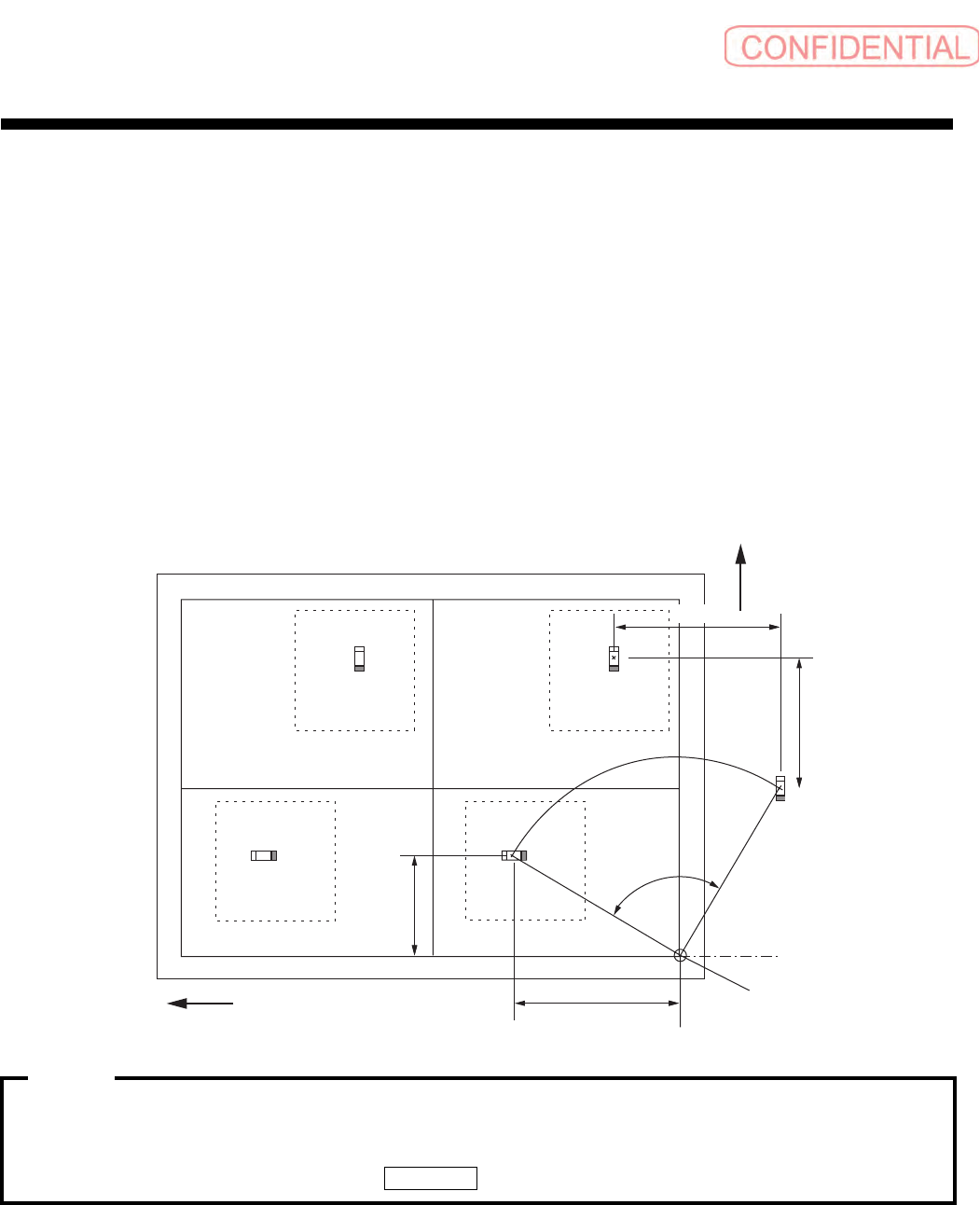
5.4.3 区域资料的编辑
[ 调整功能 ]
将取得连片基板的一部分称为区域,对一个位置的区域输入装着资料后,复制同一基板相同图案
的区域,利用
DAS 即可执行装着。
以此定义一片基板中区域的形成状态。
[ 区域的坐标位置 ]
区域的各坐标位置为由 NC 原点至各区域的基准位置的补正值,以 X 、 Y 及角度输入。
如以一个基板对应
4 个区域的资料,执行输入时 , 以基准区域输入其区域的基准坐标位置。
基准区域以外的区域为以
NC 原点为基准 , 计算角度的补正量取得的坐标位置,再加上由坐标位
置的
XY 方向的补正量做为 X 、 Y 值。
·区域的顺序号码无特别指定,但任一选择作为基准区域,计算并输入对于该区域的角度补正后
的相对值。
·正确执行移动至区域位置时,需以步骤停止,停止自动生产。
·动作停止的步骤途中,请不要执行
區域教示
(
区域教示
)
对话框的显示。会发生系统错误。
-x
y
−35.00
21.00
27.50
−35.00
A
A'
B
区域 :4
区域 :3
区域 :2
区域 :1
90.0 度
NC 原点
90°
0°
注意 :