SI-G200MK3_操作说明.pdf - 第302页
操作篇 5. 资料编集 5-100 电子零件装着机 SI-G200Mk3 (CS) 5.5 供给部 [ 调整 功能 ] 供给部配置为有关零件供给装 置如何配置的编辑及表示, 零件供给装置的供料器配置为考虑 装着 顺序关系及决定装着的最短时 间。利用 DAS 编辑最适当零件供给位置资料。 5.5.1 零件供给部的供料器配置 [ 操作 功能 ] 指定至零件供给部的供料器配 置位置。 [ 操作 顺序 ] 点击指定 資料編輯 ( 资料编辑 ) …
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-99
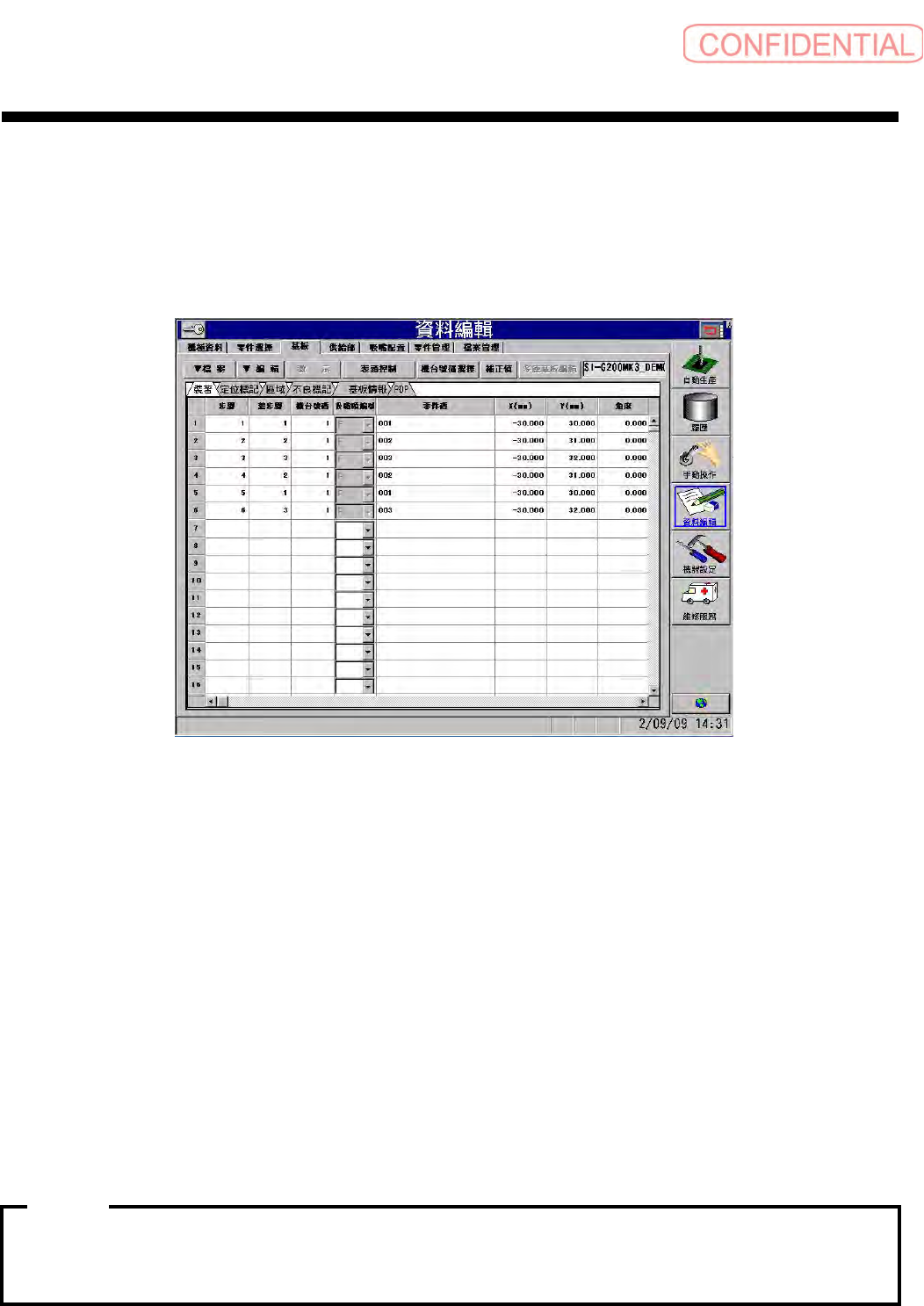
5.4.5.5 双输送带机台编辑
[ 操作功能 ]
作为双输送带机台, 可以对被展开后的基板信息, 在收敛状态下进行编辑。
[ 操作顺序 ]
通过双输送带机台识别的步骤,将无法对吸嘴头号码进行编辑。
图
5.4.5-31
資料編輯—基板
(
资料编辑-基板
)
画面
(1) 对双输送带机台进行装着数据编辑
1.1 步骤追加
追加步骤的情况下,
在 Front 中设定吸嘴头号码仅追加一个步骤。
1.2 步骤删除
删除步骤的情况下,
将会全部删除前后相同的步骤。
1.3 步骤变更
·机台、零件码、
X、 Y 、角度、△ X、△ Y、△ 角度、高度补正、定位、区域、不良标
记、关闭、参照
对这些项目的变更是对前后相同步骤的变更的反映。
·跳过、供给顺序
、装着顺序 、吸嘴
对这些项目的变更是对只变更已变更步骤的反映。
·上述以外的项目不能进行变更。
1.4 装着教示
对前后相同步骤的变更的反映。
1.5 编辑菜单
选择双输送带机台步骤时,无法进行剪切、复制、粘贴等操作。
·前后展开双输送带机台的步骤时,请用
DAS
执行数据整理。
(
参照
5.2)
·双输送带机台作为集合基板执行区域展开时,步骤的可变更项目除了吸嘴头号码外,与集合基
板编辑相同。
(
参照
5.4.5.4 )
注意 :
操作篇
5. 资料编集
5-100
电子零件装着机
SI-G200Mk3 (CS)
5.5 供给部
[ 调整功能 ]
供给部配置为有关零件供给装置如何配置的编辑及表示,零件供给装置的供料器配置为考虑装着
顺序关系及决定装着的最短时间。利用
DAS 编辑最适当零件供给位置资料。
5.5.1 零件供给部的供料器配置
[ 操作功能 ]
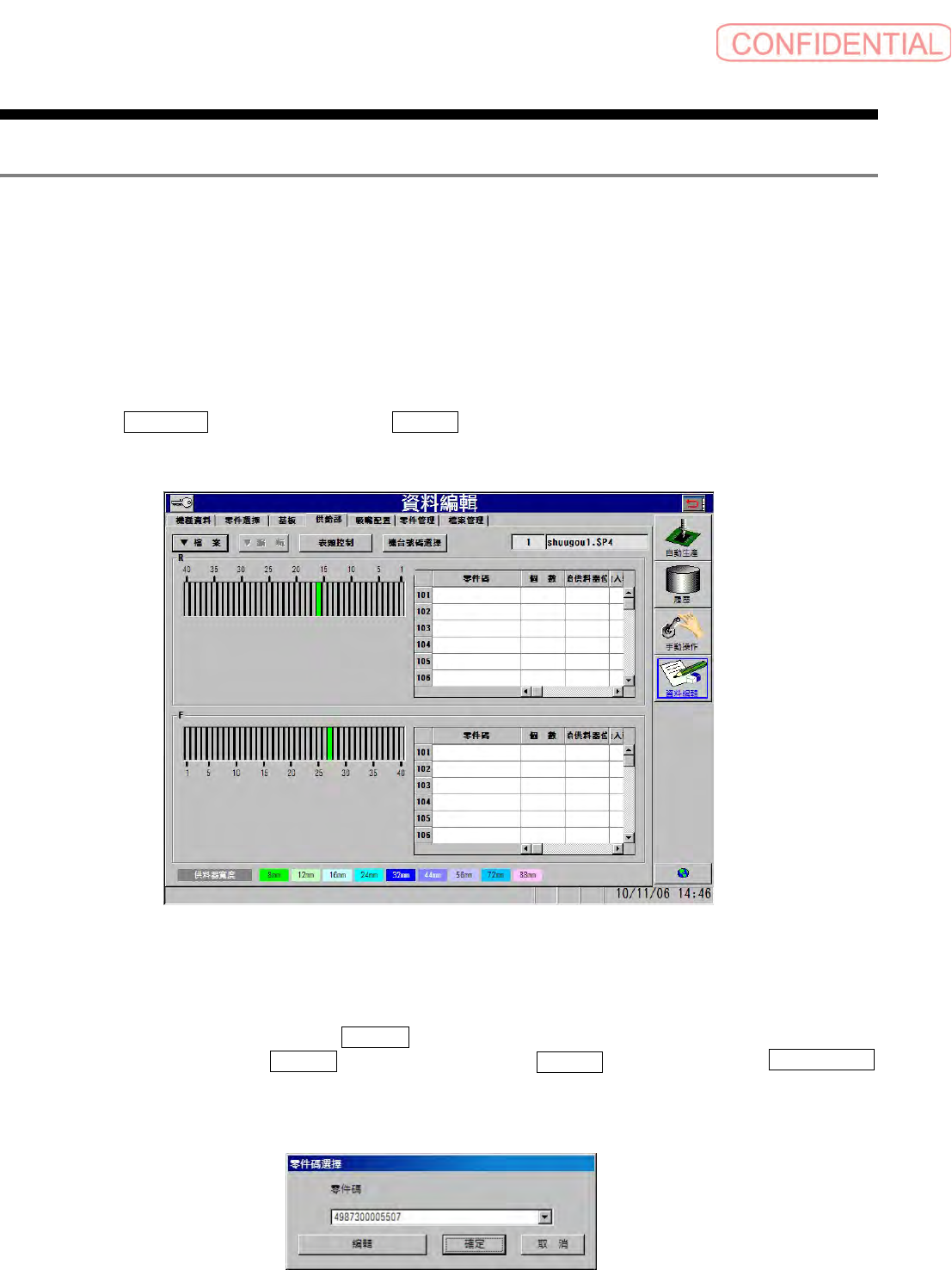
指定至零件供给部的供料器配置位置。
[ 操作顺序 ]
点击指定 資料編輯 ( 资料编辑 ) 菜单的 供給部 ( 供给部 ) ,会出现以下的画面。
图
5.5.1-1
資料編輯—供給部
(
资料编辑-供给部
)
画面
列表的左列为配置零件供给装置的位置号码。
在零件供给部的各配置位置零件的
零件碼 ( 零件码 ) ,用以下的步骤输入。
配置零件的供给位置号码的
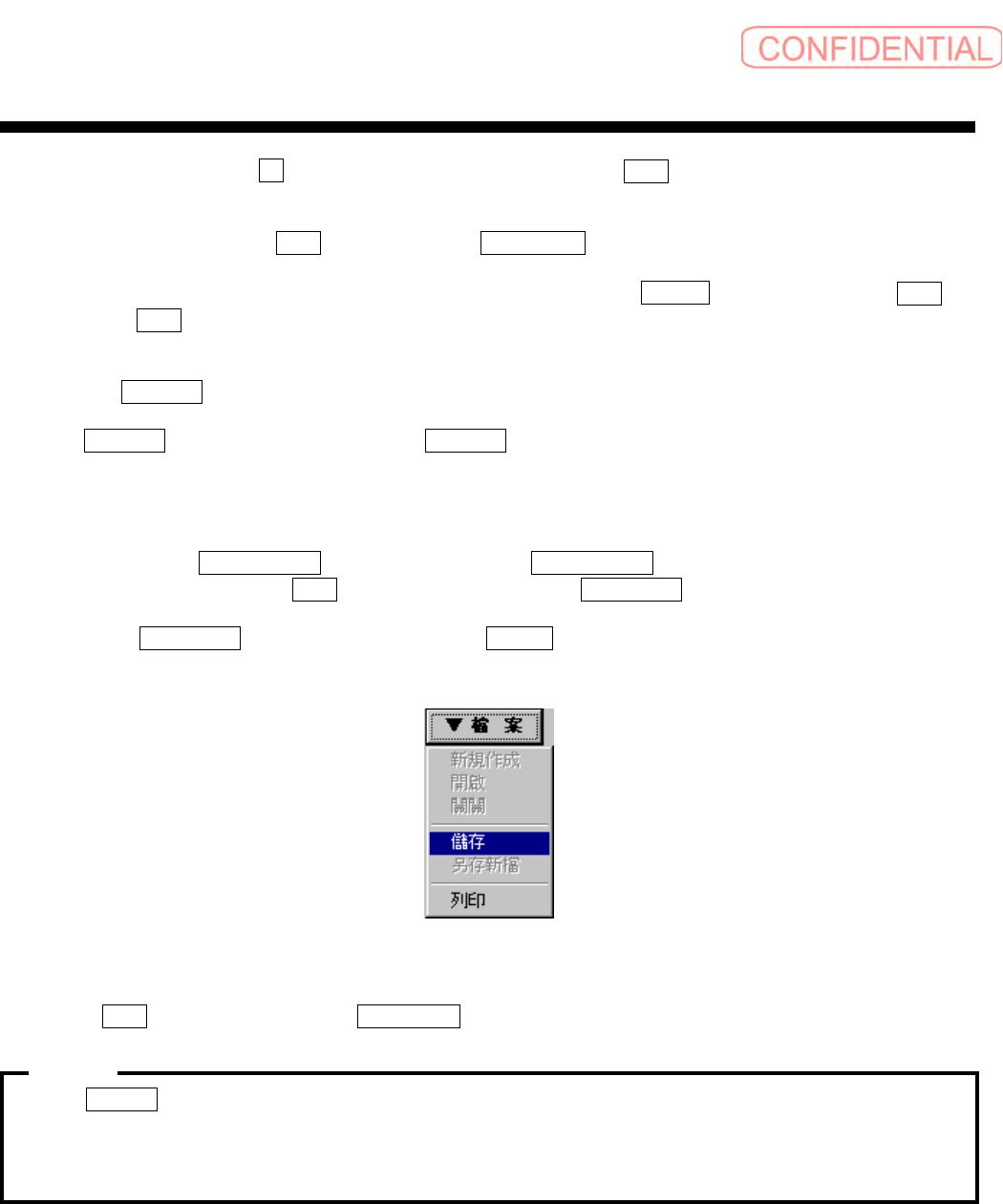
零件碼 ( 零件码 ) ,选择后按 Enter 键。会出现以下的 零件碼選擇
(
零件码选择 ) 对话框。
图
5.5.1-2
零件碼選擇
(
零件码选择
)
对话框
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-101
点击使用零件下拉列表的
▼ 钮, 由使用零件选择配置的零件,点击 確定 ( 确定 ) 钮时, 将指定选择的零件配
置在供给位置号码,关闭对话框。
中止零件的配置时,请点击
取消 ( 取消 ) 钮, 关 闭 零件碼選擇 ( 零件码选择 ) 对话框。
删除曾经配置的零件时,选择欲删除零件配置的供给位置号码列,点击
▼編輯 ( ▼编辑) 钮 , 请选择 編輯 ( 编
辑
) 菜单的 刪除 ( 删除 ) 钮。
在选择的供给位置号码中,清除设定的零件。
对登录在
零件資料 ( 零件资料 ) 中的全部零件执行以上的操作。
使用
零件交替 ( 零件交替 ) 时,在交替位置的 原始交替 ( 原始交替 ) 机台内,请输入原始交替的零件供给号码。
在交替位置所设定的零件供给部号码的机台以黄色表示。
输入
/ 输出端口 No. 为需要使用输入 / 输出端口,设置零件废弃输送带等时,须输入输入 / 输出端口号码。
连结使用时,点击
機台號碼選擇 ( 机台号码选择 ) 钮,由 機台號碼選擇 ( 机台号码选择 ) 对话框的选项钮,选
取编辑资料的机台号码后请按
設定 ( 设定 ) 钮,表示选择机台的 供給部資料 ( 供给部资料 ) 。
存储制作的
供給部資料 ( 供给部资料 ) 文件时, 点击 ▼檔案 ( ▼文件) 钮,会出现以下的下拉菜单。
图
5.5.1-3
檔案
(
文件
)
菜单
请点击 儲存 ( 储存 ) 钮,存储制作的 供給部資料 ( 供给部资料 ) 存储于新文件中。
·按
▼編輯
(
▼编辑
)
钮,可执行文书资料等的编辑。
·复制
:
在复制剪贴簿上选取的存储格。
·贴上
:
将剪贴簿的文字列贴在存储格位置。
·有关机台号码选择的明细,请参照
[5.4.5.1(6)
机台号码的选择
]
。
注意 :