SI-G200MK3_操作说明.pdf - 第260页
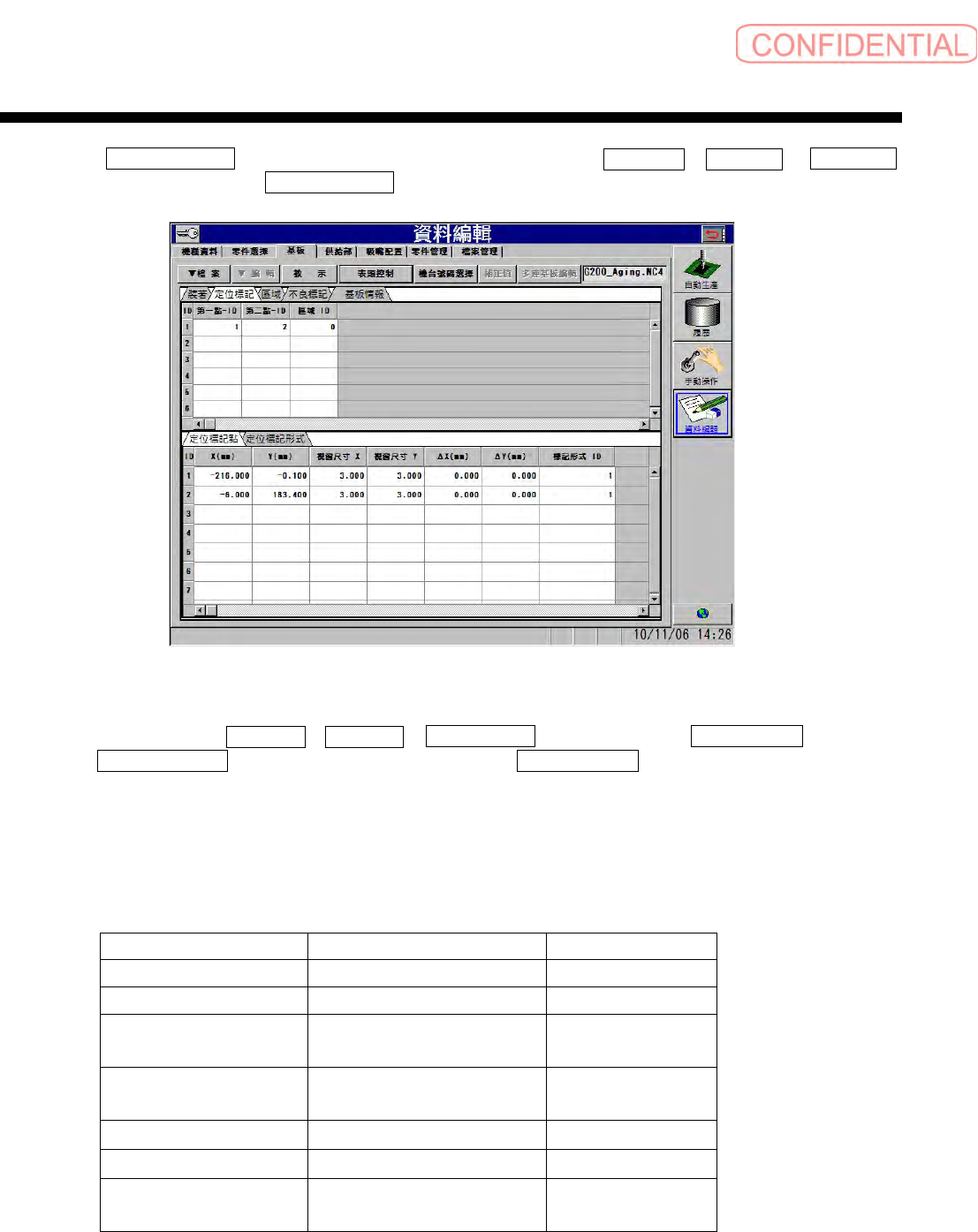
操作篇 5. 资料编集 5-58 电子零件装着机 SI-G200Mk3 (CS) 若指定 定位標記形式 ( 定位标记形式 ) 输入定位标记坐标位置 X(mm) 、 Y(mm) 及 視窗尺寸 ( 视窗尺寸 ) 等,请点击 定位標記形式 ( 定位标记点 ) ,会出现以下的画面。 图 5.4.2-3 資料編輯-基板 ( 资料编辑-基板 ) 画面 在定位标记坐标位置 X(mm) 、 Y(mm) 、 視窗尺寸 X ( 视窗尺寸 X) 、 视窗 尺…
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-57
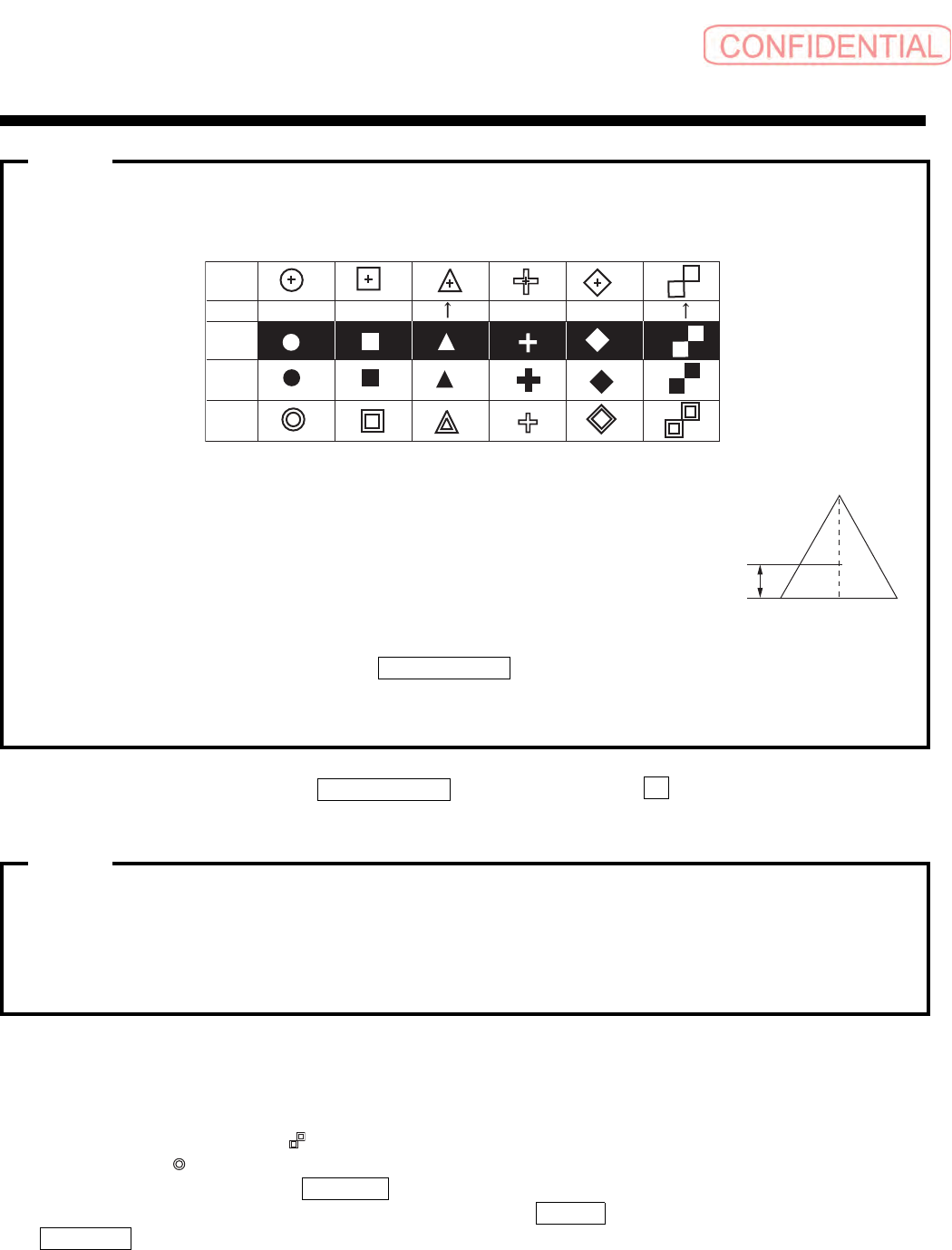
·定位标记有以下的种类。
·新建时,登录预设值为○。
·△的认识坐标位置,并非是标记中心坐标,而是由垂直
2
等分线上
的下面
1/3
的部分。
·正确执行移动至定位标记位置时,需要用步骤停止来停止自动生产。
·动作停止的步骤途中,请不要执行定位標記教示
(
定位标记教示
)
的表示,会发生系统错误。
·根据标记形状的选择不同而改变输入项目,请重新选择要改变行的标记形状,输入使输入区域
有效进行的后项目。
指定定位标记的方向时,点击 標記形狀方向 ( 标记形状方向 ) 的 ▼ 钮。点击下拉列表中出现的
定位标记的方向
( 无、→、←、↑、↓ ) 。
无
:
○
□
+
◇为无方向性的定位标记
→
:
X
轴的正方向
←
:
X
轴的负方向
↑
:
Y
轴的正方向
↓
:
Y
轴的负方向
指定定位标记的尺寸时,选择 O 标记的情况下点击直径 (mm) 输入框,可以输入。
由键盘输入定位标记的尺寸。
标记形状选择□ 、 △ 、 ◇ 、时,输入宽度
(mm)、高度 (mm)。
标记形状选择 时,输入外侧直径
(mm)、内侧直径 (mm)。
标记形状选择
+ 标记时,以 補助尺寸 ( 补助尺寸 ) 输入厚度。
输入标记尺寸后,认识的形状无相同指数时,请输入
判定值 ( 判定值 ) ,同时输入认识的
照明層級 ( 照明层级 ) 。
形状
方向
白
黑
轮廓
无
无
无
无
1/3
注意 :
注意 :
操作篇
5. 资料编集
5-58
电子零件装着机
SI-G200Mk3 (CS)
若指定 定位標記形式 ( 定位标记形式 ) 输入定位标记坐标位置 X(mm) 、 Y(mm) 及 視窗尺寸
(
视窗尺寸 ) 等,请点击 定位標記形式 ( 定位标记点 ) ,会出现以下的画面。
图
5.4.2-3
資料編輯-基板
(
资料编辑-基板
)
画面
在定位标记坐标位置 X(mm) 、 Y(mm) 、 視窗尺寸 X ( 视窗尺寸 X) 、 视窗尺寸 Y ( 视窗尺寸
Y) 及 定位標記形式 ( 定位标记形式 ) 下,逐个输入 標記形式 ID ( 标记形式 ID) 。
在定位标记点下选择任意的新
ID,除输入值以外的栏皆显示缺省值。
各项的缺省值如下。
项目名称 单位 缺省值
Xmm0.000
Ymm0.000
視窗尺寸 X
(视窗尺寸 X )
mm 3.000
視窗尺寸 Y
(视窗尺寸 Y )
mm 3.000
△ X
mm 0.000
△ Y
mm 0.000
標記形式 ID
(标记形式 ID)
-
1
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-59
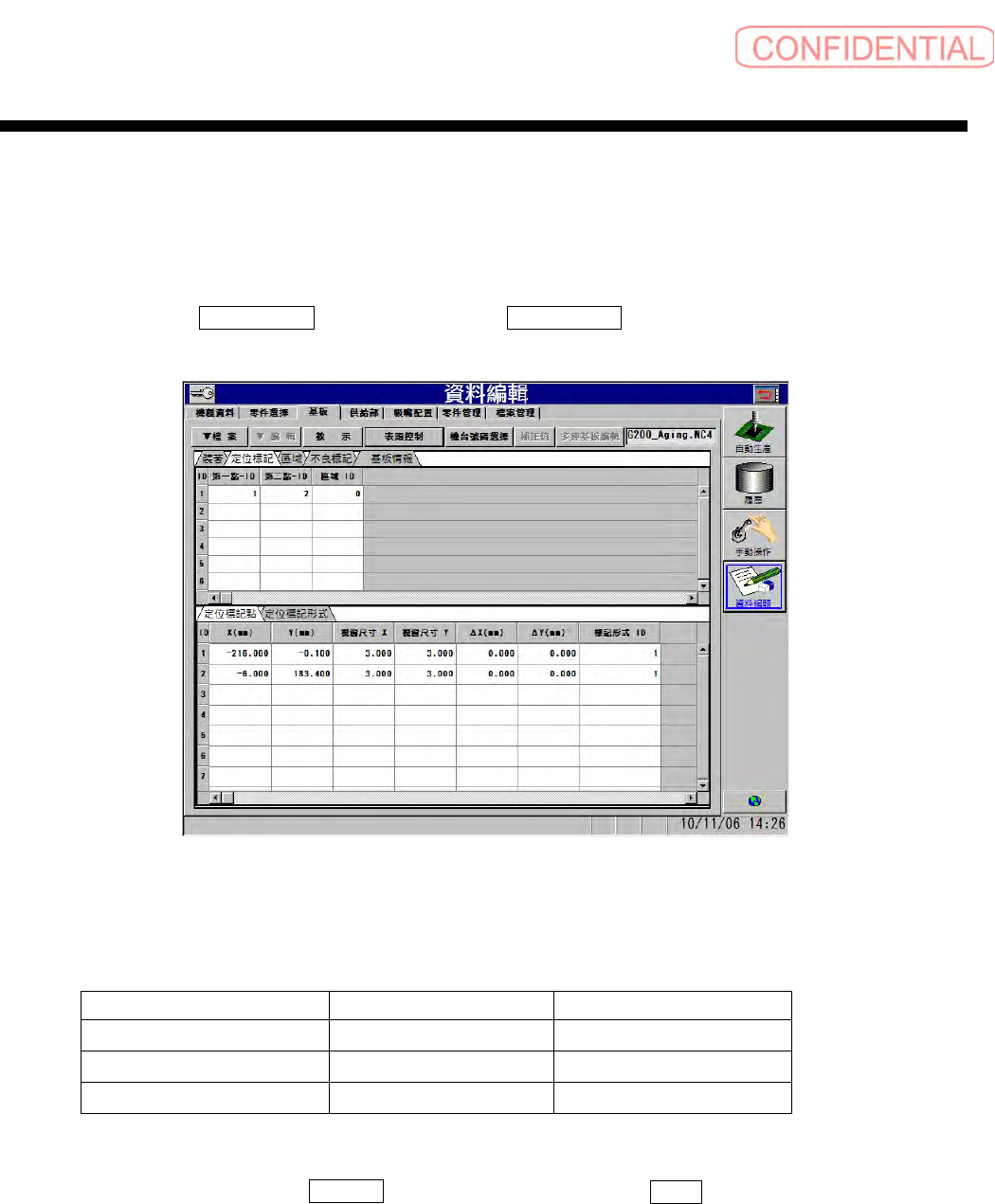
(2) 定位标记的编辑
[ 操作功能 ]
定位标记是以 2 个定位标记点为一组 , 认识基板的位置及方向。取得连片基板时,依各区域可指
定定位标记及执行高精度的装着。
[ 操作手顺 ]
由键盘个别输入 第 點 -ID ( 第一点 -ID) 列及 第 點 -ID ( 第二点 -ID) 列为一组的定位标记
点的号码。
图
5.4.2-4
資料編輯-基板
(
资料编辑-基板
)
画面
在定位标记点下选择任意的新 ID, 除输入值以外的栏皆显示缺省值。
各项的缺省值如下。
定位标记输入完毕后,点击
▼檔案 ( ▼文件 ) 钮,从菜单点击 儲存 ( 储存 ) 。
会出现
“已更新基板资料。请执行 DAS。” 更新确认的信息对话框。
项目名称 单位 缺省值
第 點
-ID
-
1
第 點 -ID
-
1
區域 ID ( 区域 ID)
-
0